Downloaded 17 times




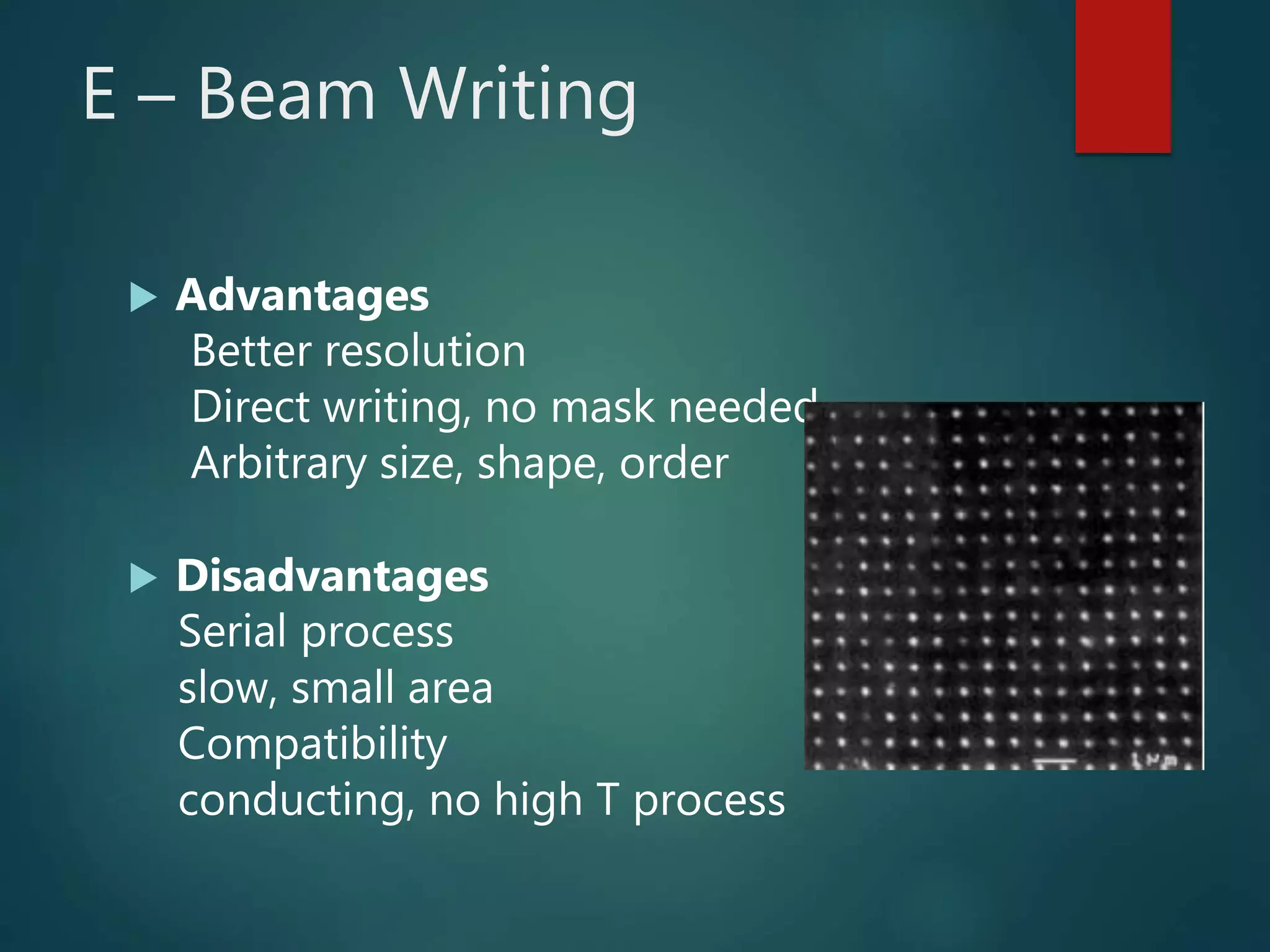

















The document presents an overview of various nanolithography techniques, focusing on photolithography, electron-beam lithography, and x-ray lithography, highlighting their advantages and disadvantages. It discusses applications in the IC industry and nanoelectronics, while also addressing newer methods like thermal dip pen lithography. The conclusion suggests that while electron-beam lithography is currently the standard for high resolution, x-ray lithography holds potential for the future despite cost challenges.























































































