Downloaded 50 times

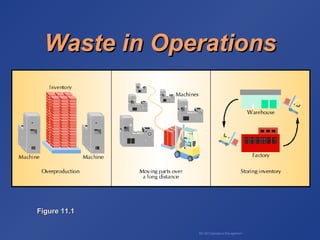
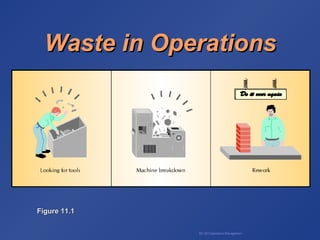
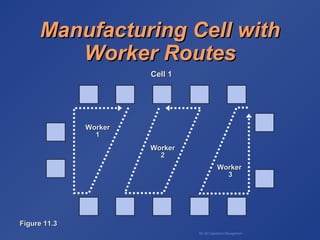
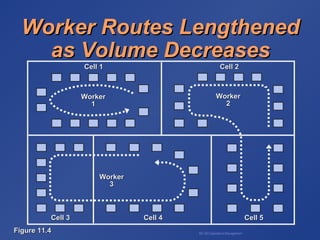
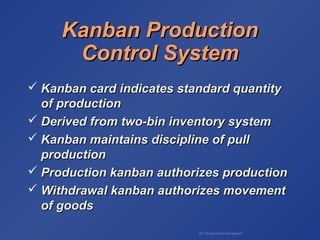
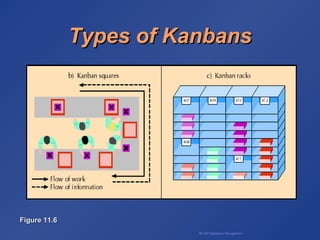
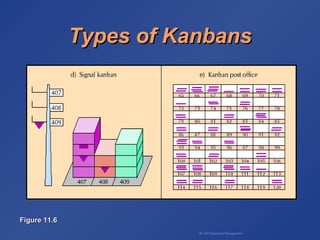
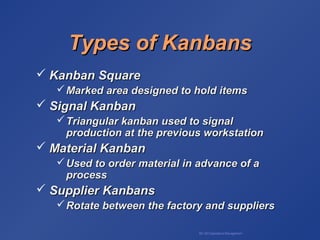
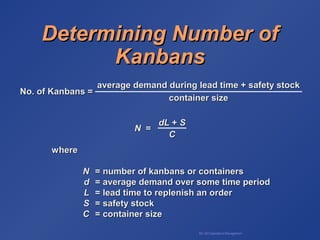
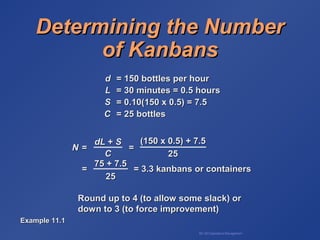

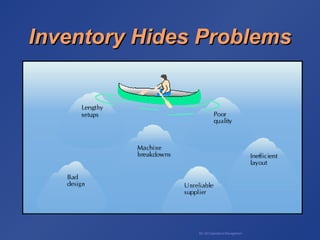
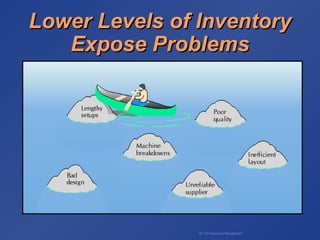
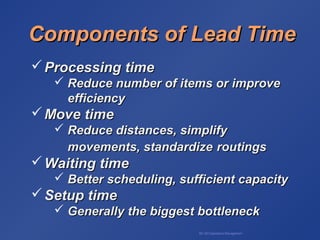
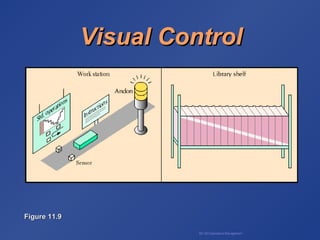
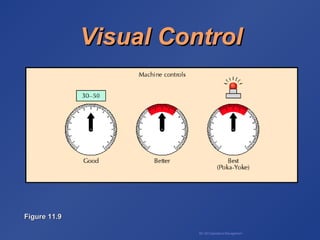




Just-in-Time (JIT) and Lean production aim to eliminate waste by producing only what is needed, when it is needed. Key elements of JIT include pull production systems using Kanban cards, small lot sizes, quick changeovers, and quality control at the source. JIT seeks to reduce inventory levels and lead times through continuous improvement efforts like Kaizen and total productive maintenance. The benefits of JIT include reduced costs, improved quality, and increased flexibility and productivity.
































































![Cmmi hm 2008 sepg model changes for high maturity 1v01[1]](https://cdn.slidesharecdn.com/ss_thumbnails/cmmihm2008sepgmodelchangesforhighmaturity1v011-150525024656-lva1-app6892-thumbnail.jpg?width=640&height=640&fit=bounds)
![Cmmi%20 model%20changes%20for%20high%20maturity%20v01[1]](https://cdn.slidesharecdn.com/ss_thumbnails/cmmi20model20changes20for20high20maturity20v011-150525024513-lva1-app6892-thumbnail.jpg?width=640&height=640&fit=bounds)


![Introduction to bayesian_networks[1]](https://cdn.slidesharecdn.com/ss_thumbnails/introductiontobayesiannetworks1-150525024327-lva1-app6891-thumbnail.jpg?width=640&height=640&fit=bounds)
![Workshop healthy ingredients ppm[1]](https://cdn.slidesharecdn.com/ss_thumbnails/workshophealthy-ingredientsppm1-150525024135-lva1-app6892-thumbnail.jpg?width=640&height=640&fit=bounds)













