Downloaded 165 times











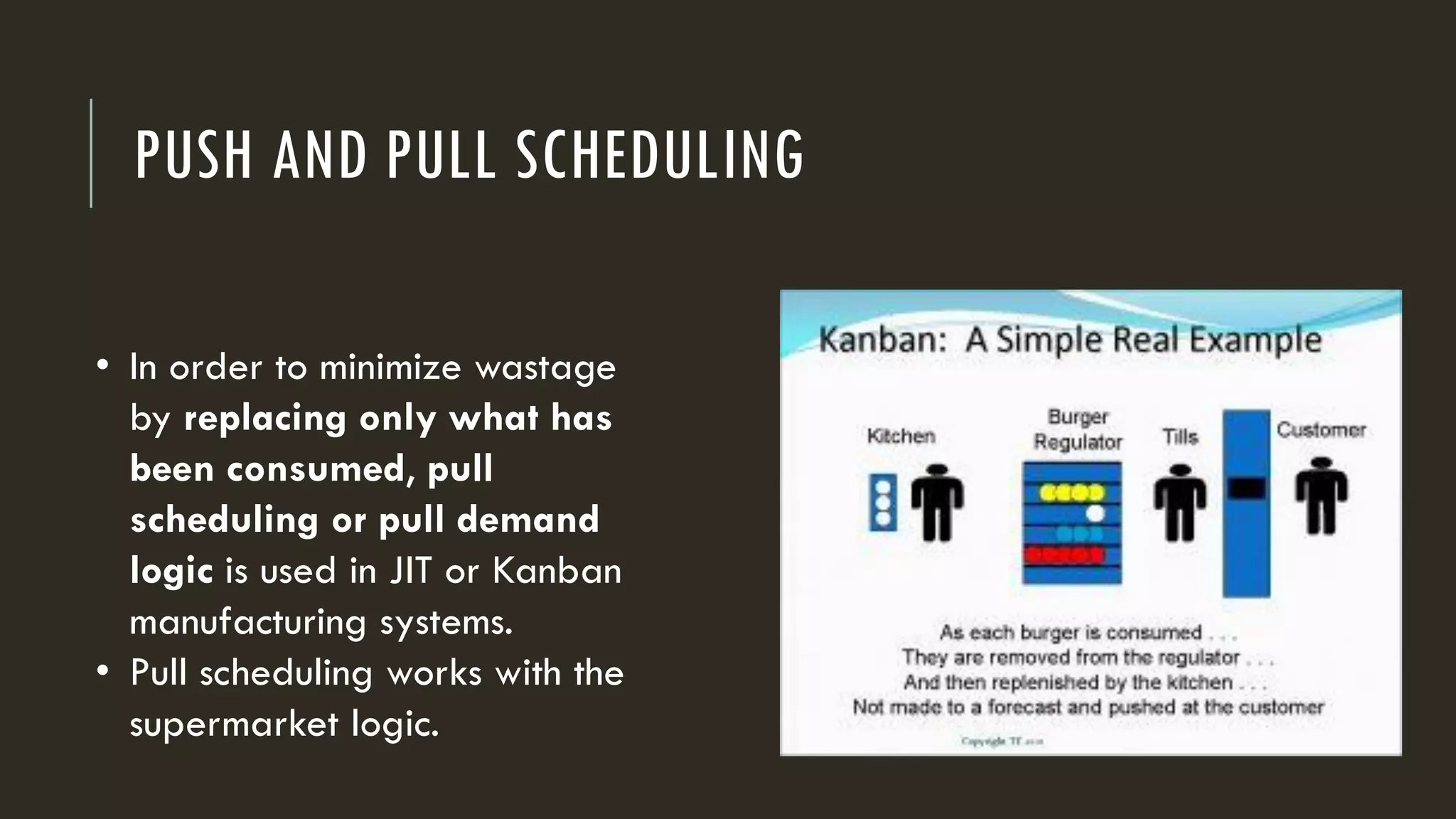





















The document discusses lean management and the Kanban system, which are methods aimed at eliminating waste within manufacturing processes to enhance efficiency and value to the customer. It covers the origins, benefits, principles, and challenges of implementing lean management, including Just-in-Time (JIT) manufacturing and the use of pull versus push scheduling systems. Specifically, it details various Kanban systems and their operational mechanisms, emphasizing continuous improvement and systematic waste reduction in the production process.