Downloaded 349 times
















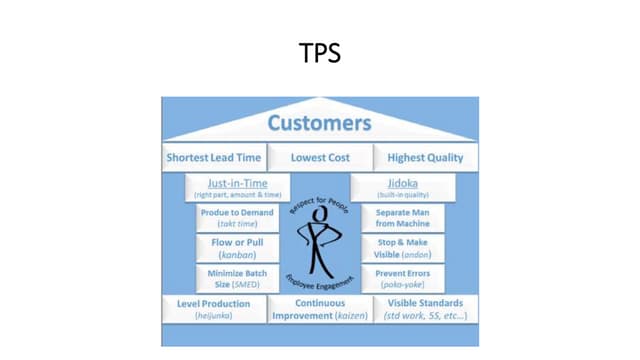
Japanese production management became influential globally in the 1980s when its key elements like quick set-up times, small lot sizes, and kanban became known outside of Japan. This paper explores the evolution of Japanese production management from improving quality after World War II to developing techniques like just-in-time production and total quality management. Core aspects of the Japanese approach include an emphasis on eliminating waste, continuous process improvement, and quality control practices involving all employees.