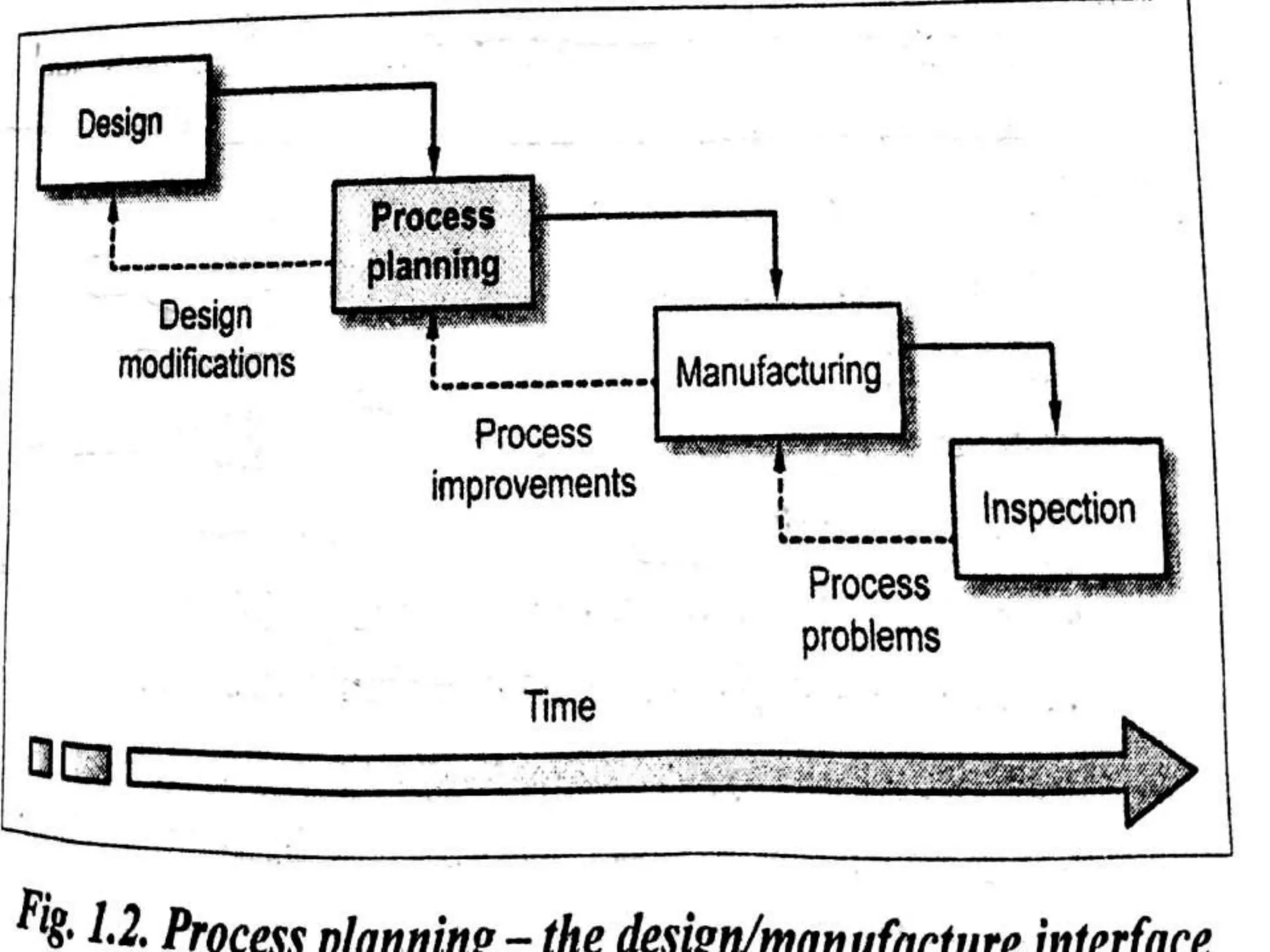
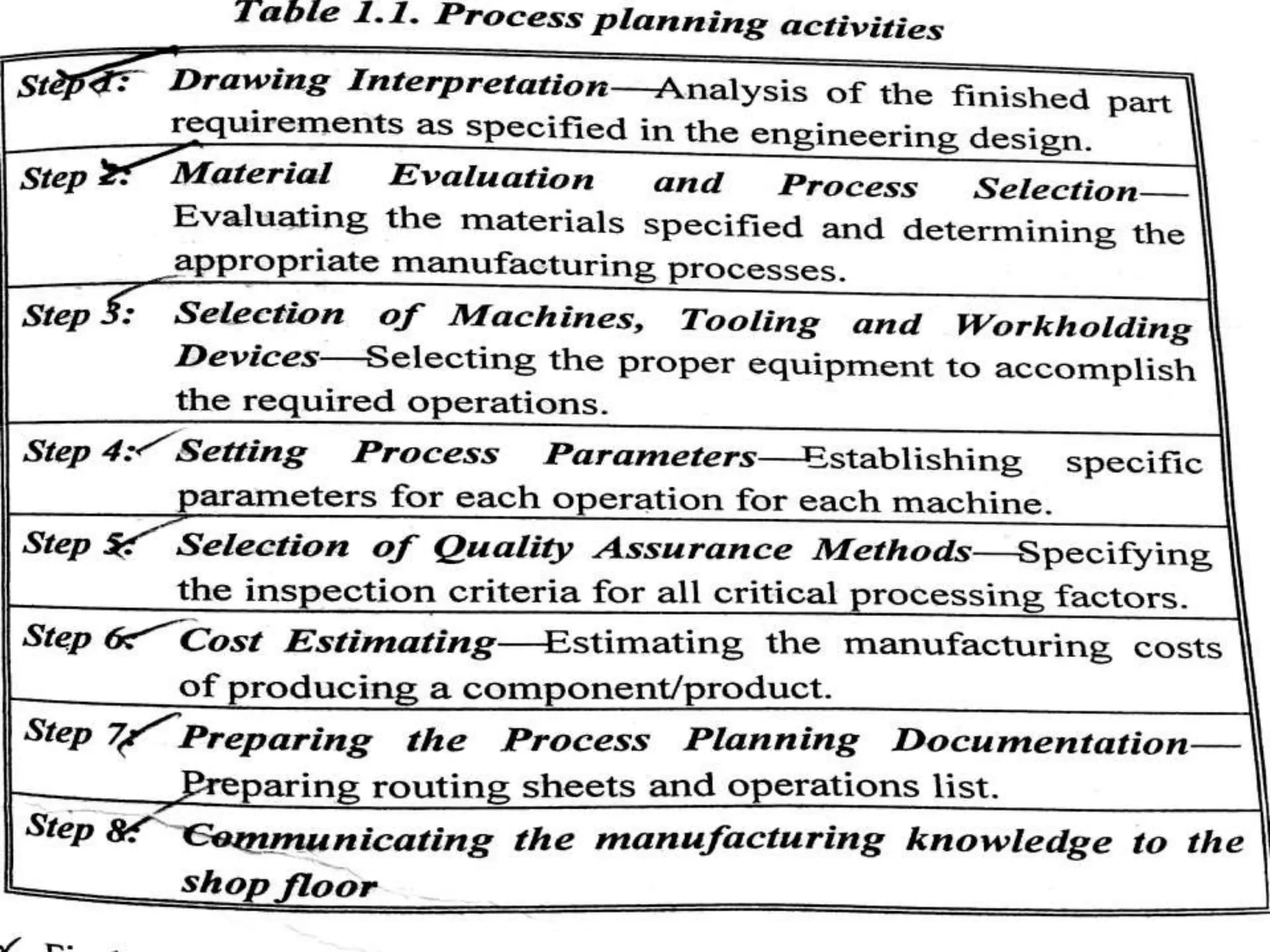
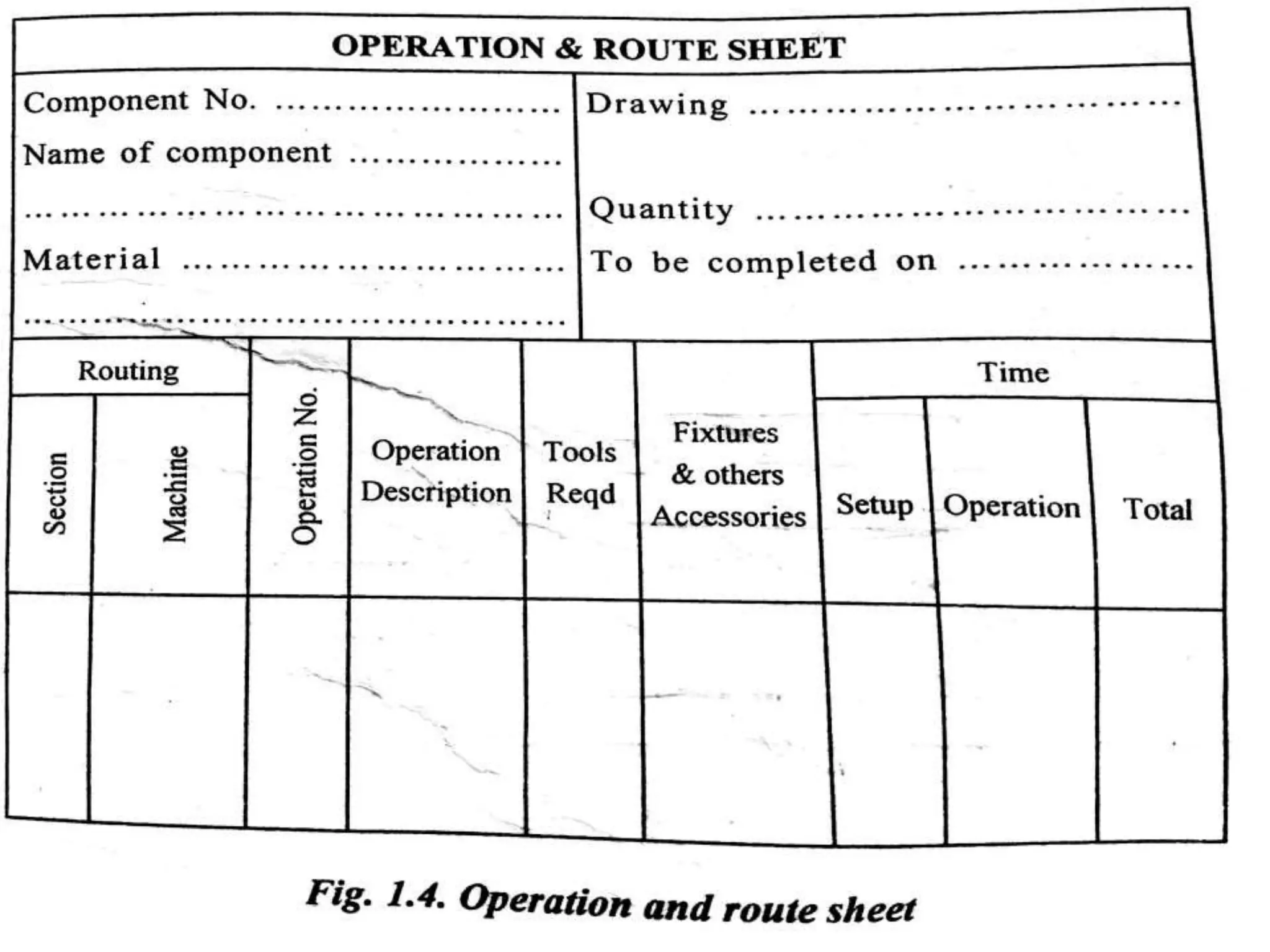
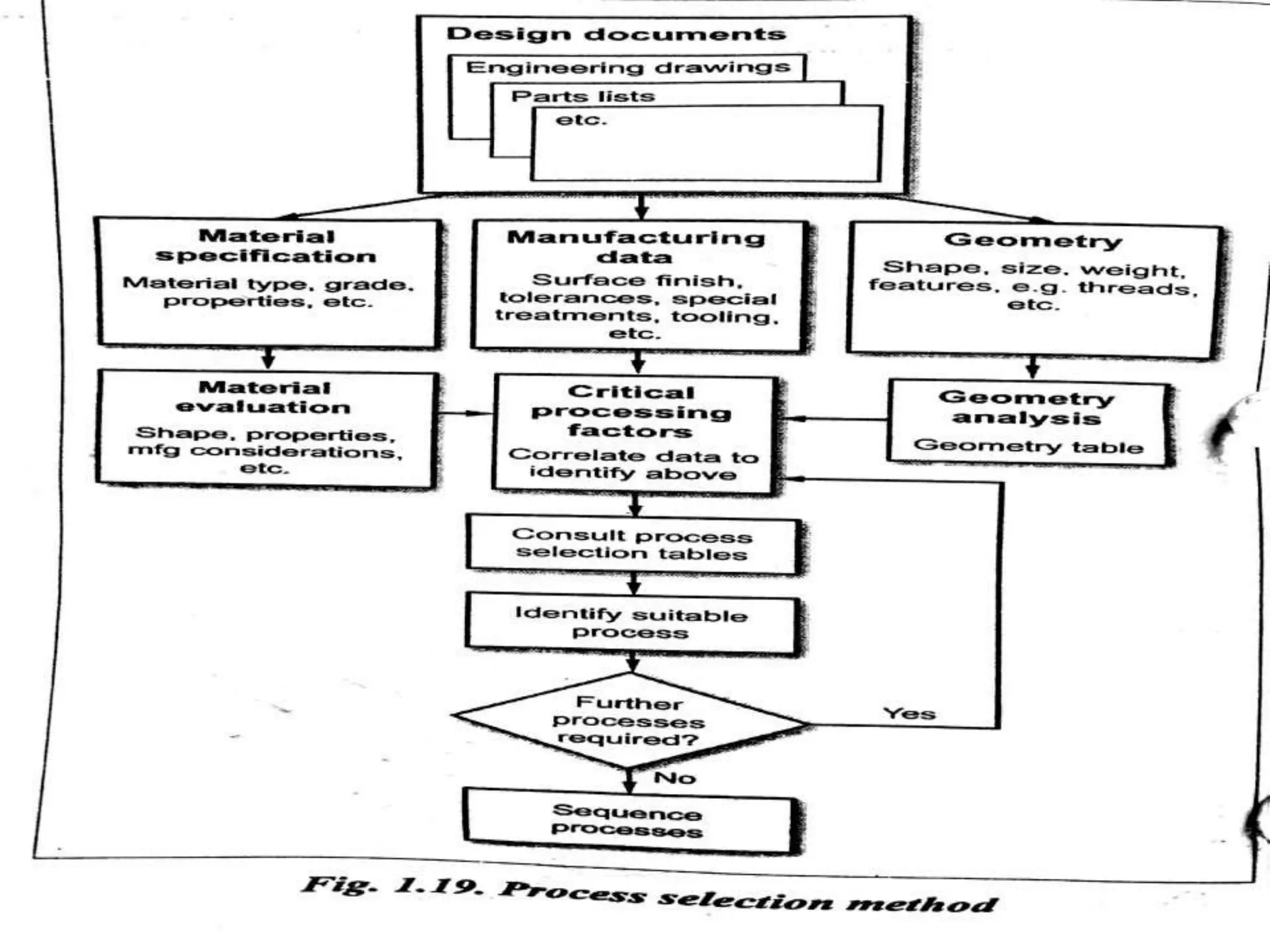
The document discusses process planning which involves determining the manufacturing processes and operations to produce a product economically. It covers key aspects of process planning including drawing interpretation, material selection and evaluation, process selection, selection of equipment and tooling, and process planning documentation. The importance of process planning as the link between design and manufacturing is highlighted.
![Surface finish:Capability.
Cutting forces:Feed,speed,depth of cut,opns of m/c tool.
Machine power:Power=cutting forcexcutting speed.
Operational factors: Availability,cost effective,master production
schedule.[Important-batch size,capacity,availability].
Batch size: EBQ calculated,potential economical m/c tool.
Capacity:Production rate,acheives o/p,mps.
Availability:Proportion,performance,efficiency,reliability,
Availability.](https://image.slidesharecdn.com/ppceunit-1-220121011154/75/INTRODUCTION-TO-PROCESS-PLANNING-57-2048.jpg)