Downloaded 223 times
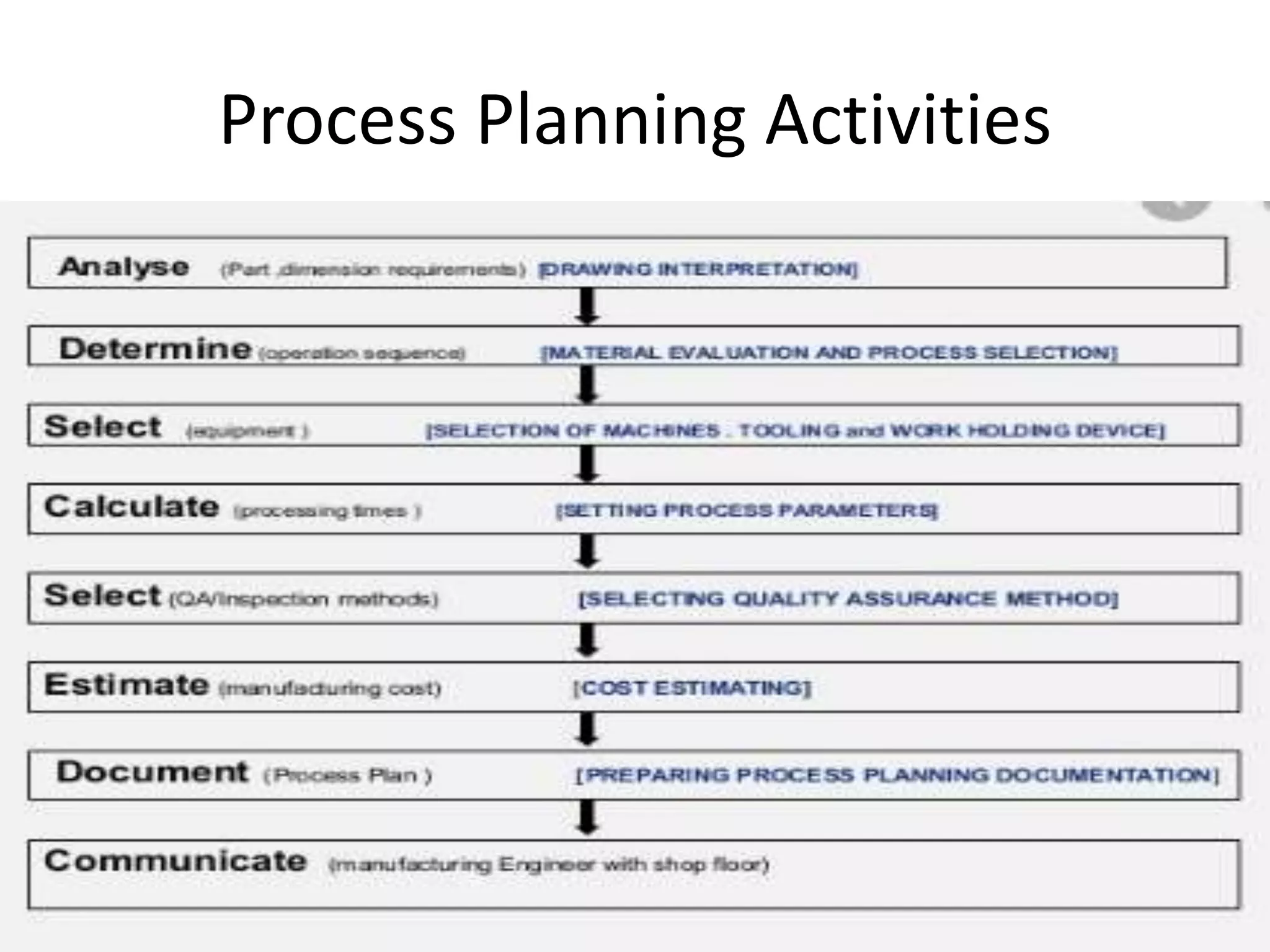










This document discusses process planning and cost estimation. It covers topics such as process planning activities like drawing interpretation, material evaluation, process selection, and production equipment selection. It also discusses computer aided process planning approaches like retrieval and generative CAPP. For cost estimation, it covers importance of estimation, types of estimates, elements of estimation, estimating procedure, importance of costing, methods of costing, and calculation of costs.
Introduction to process planning and cost estimation. Presenter is Mr. A. Felix Sahayaraj, Assistant Professor in Mechanical Engineering.
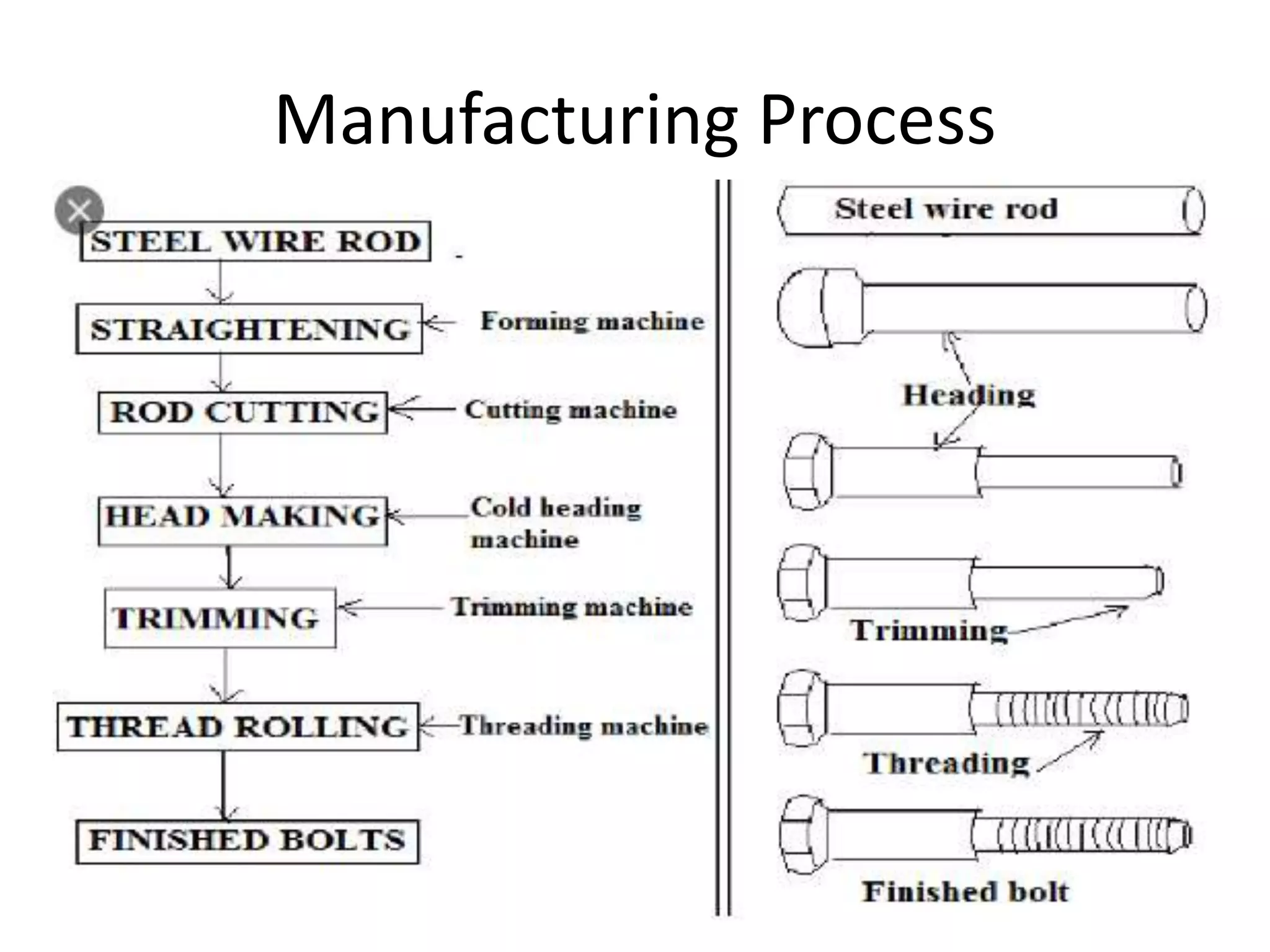
Process planning involves converting designs into products. Discusses manual and computer-aided approaches with advantages and disadvantages.
Highlights the need for CAPP to address manual process issues, including benefits like productivity improvement and product standardization.
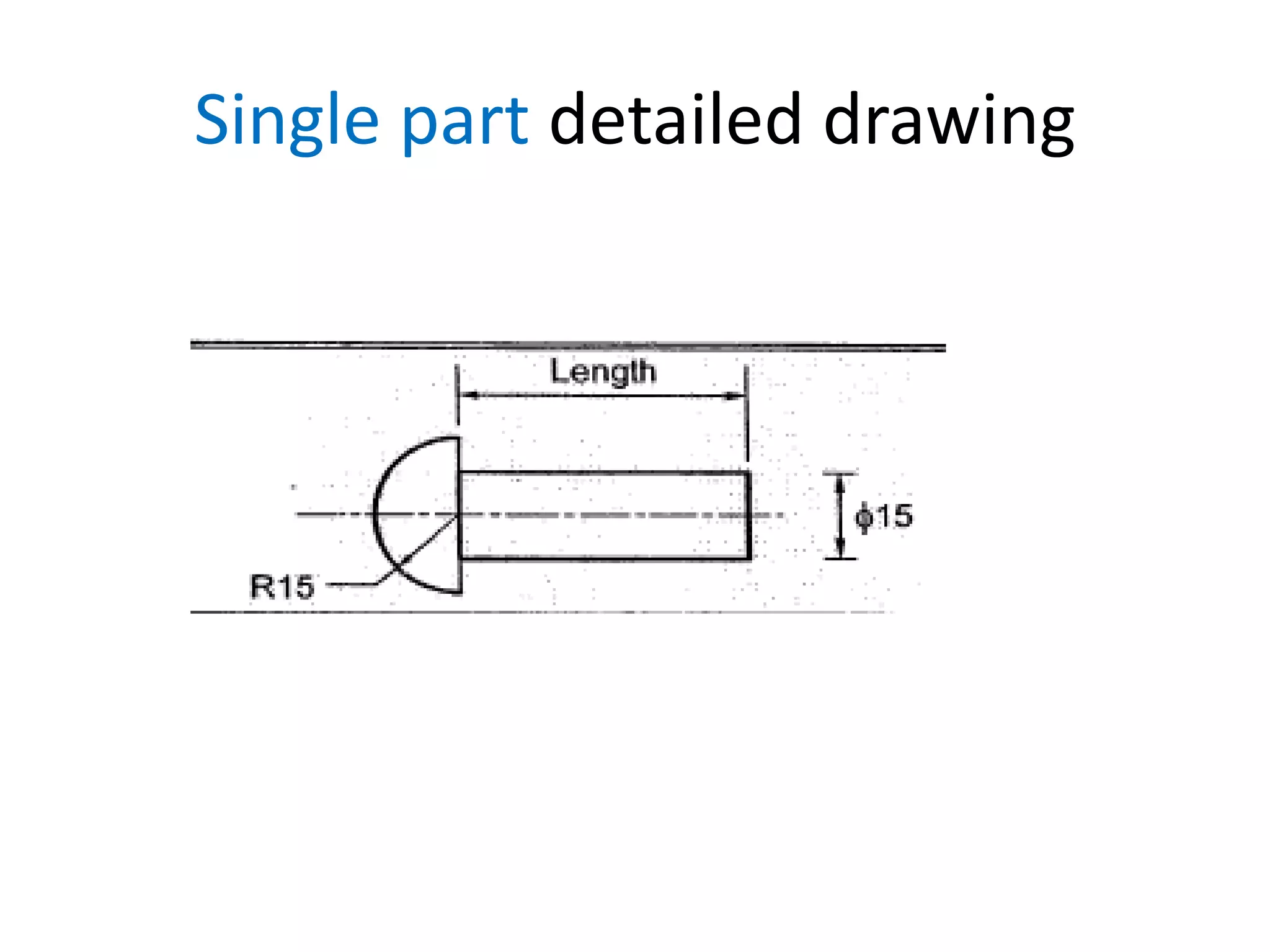
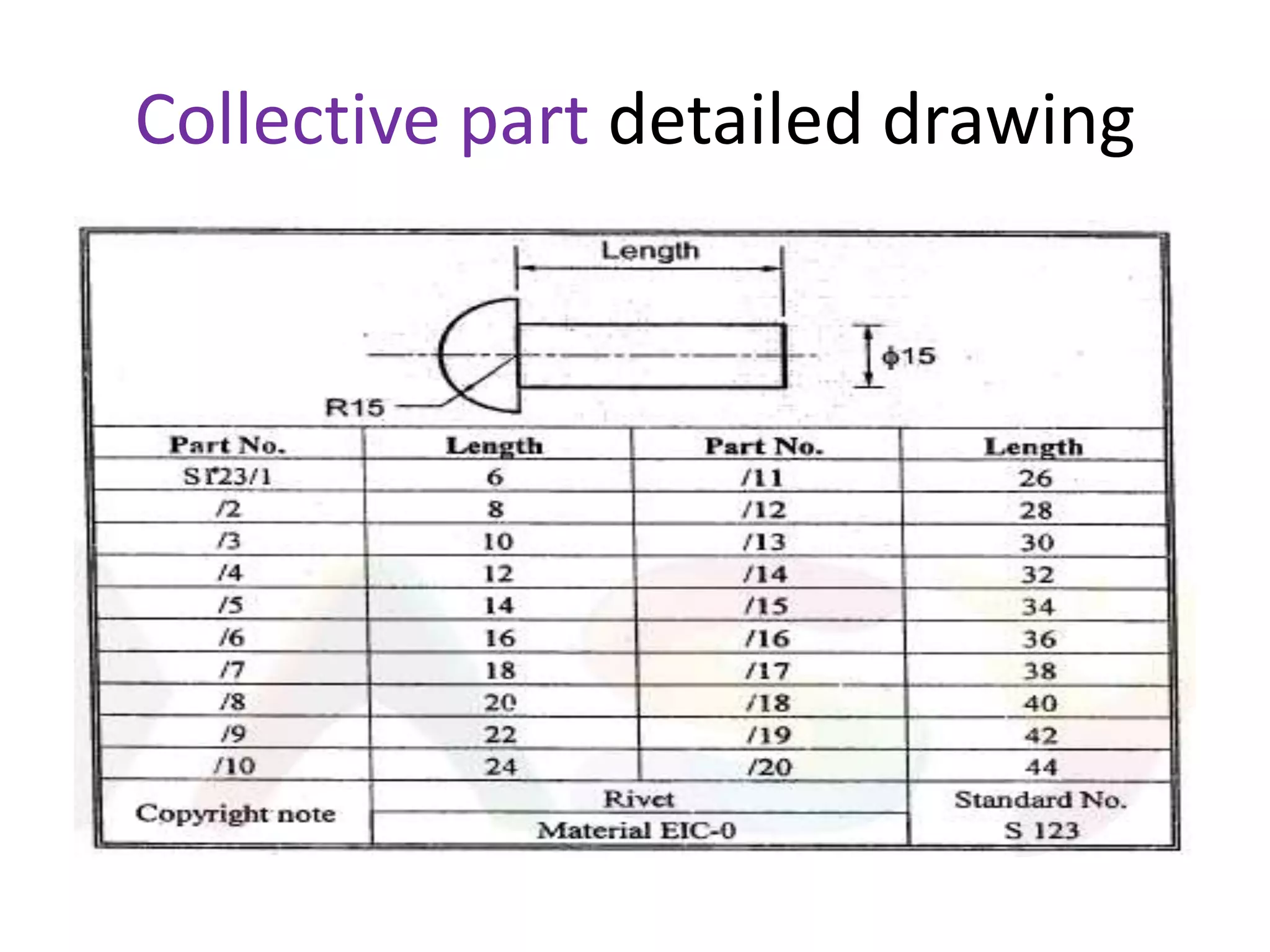
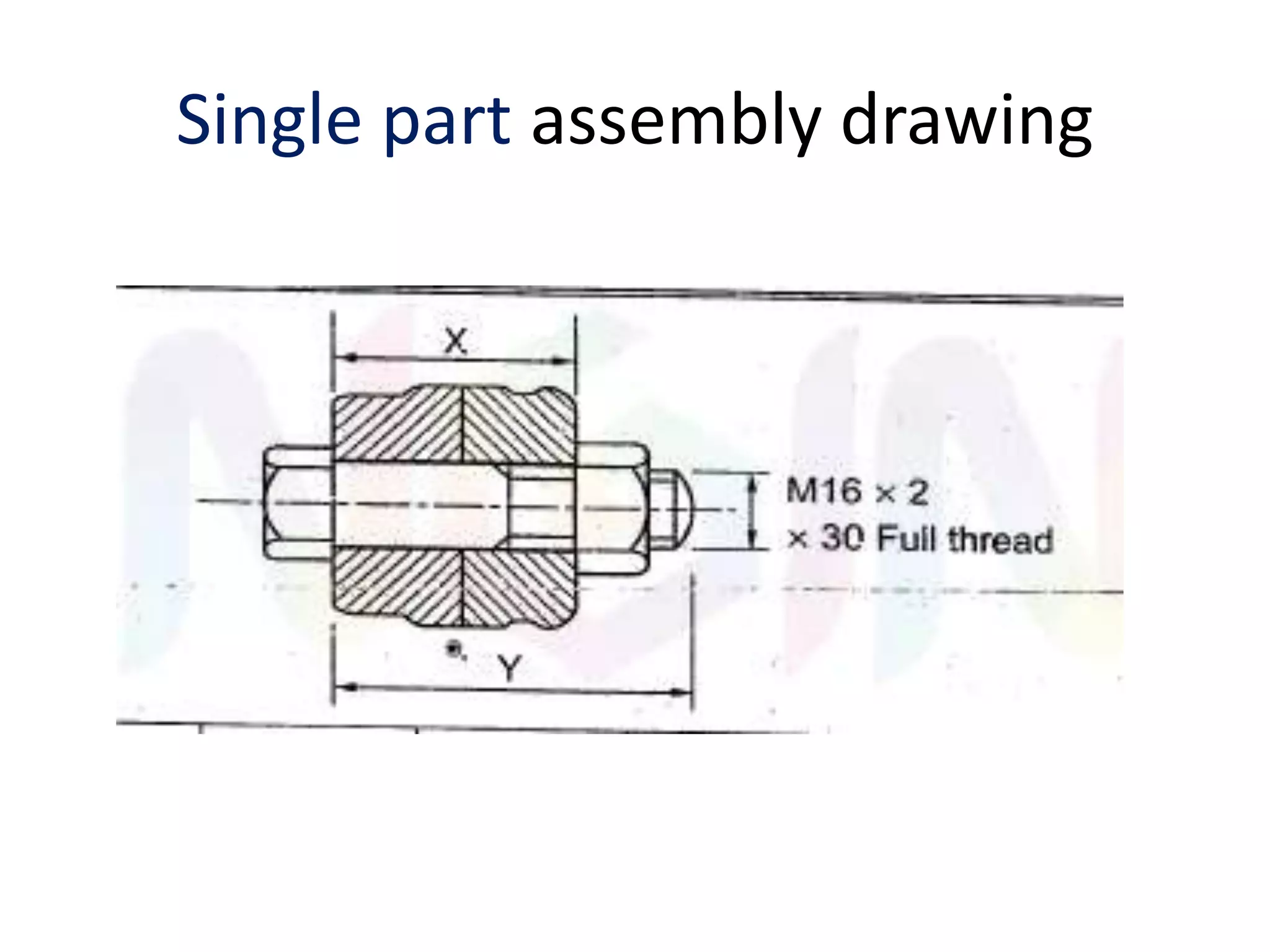
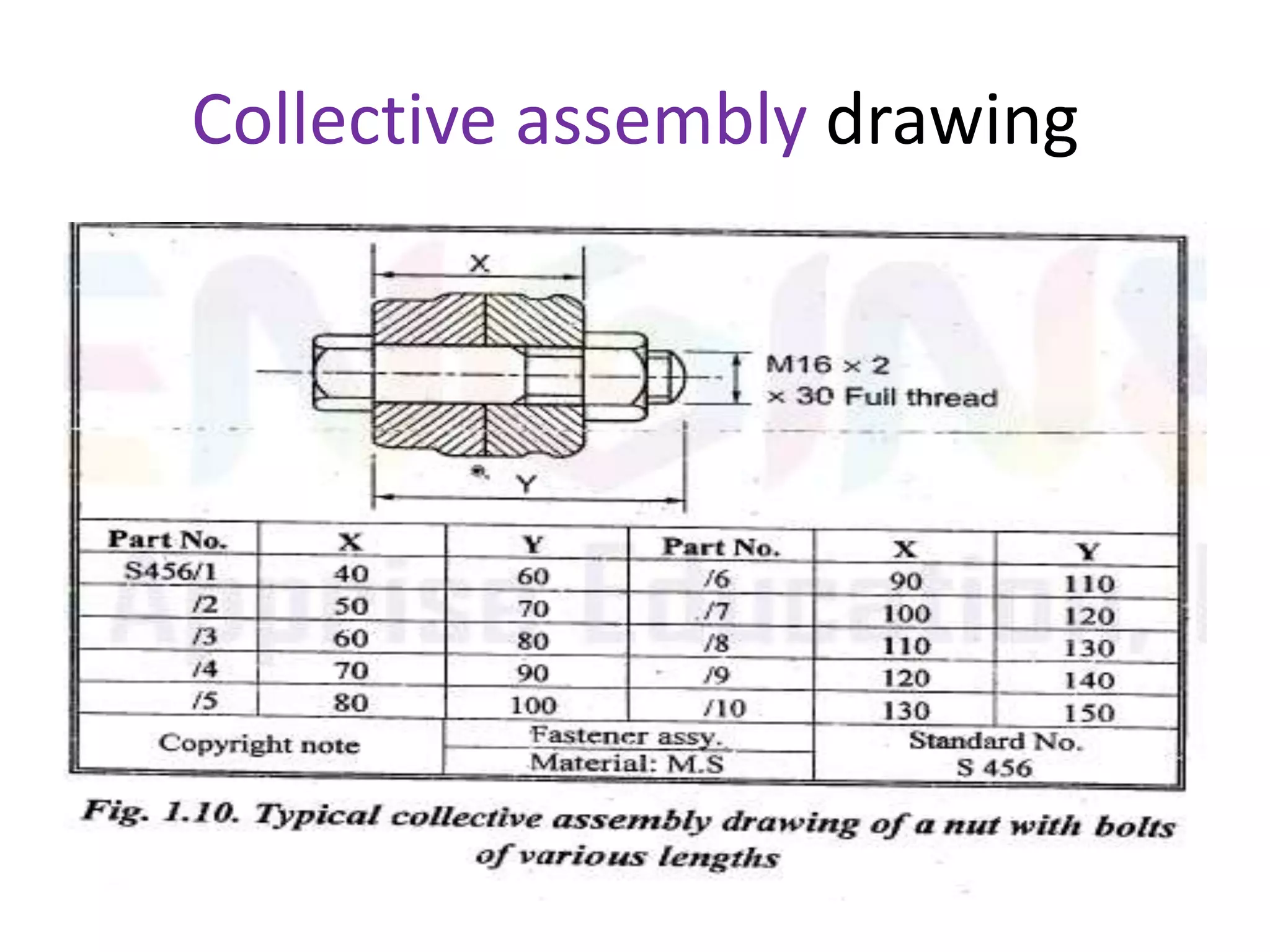
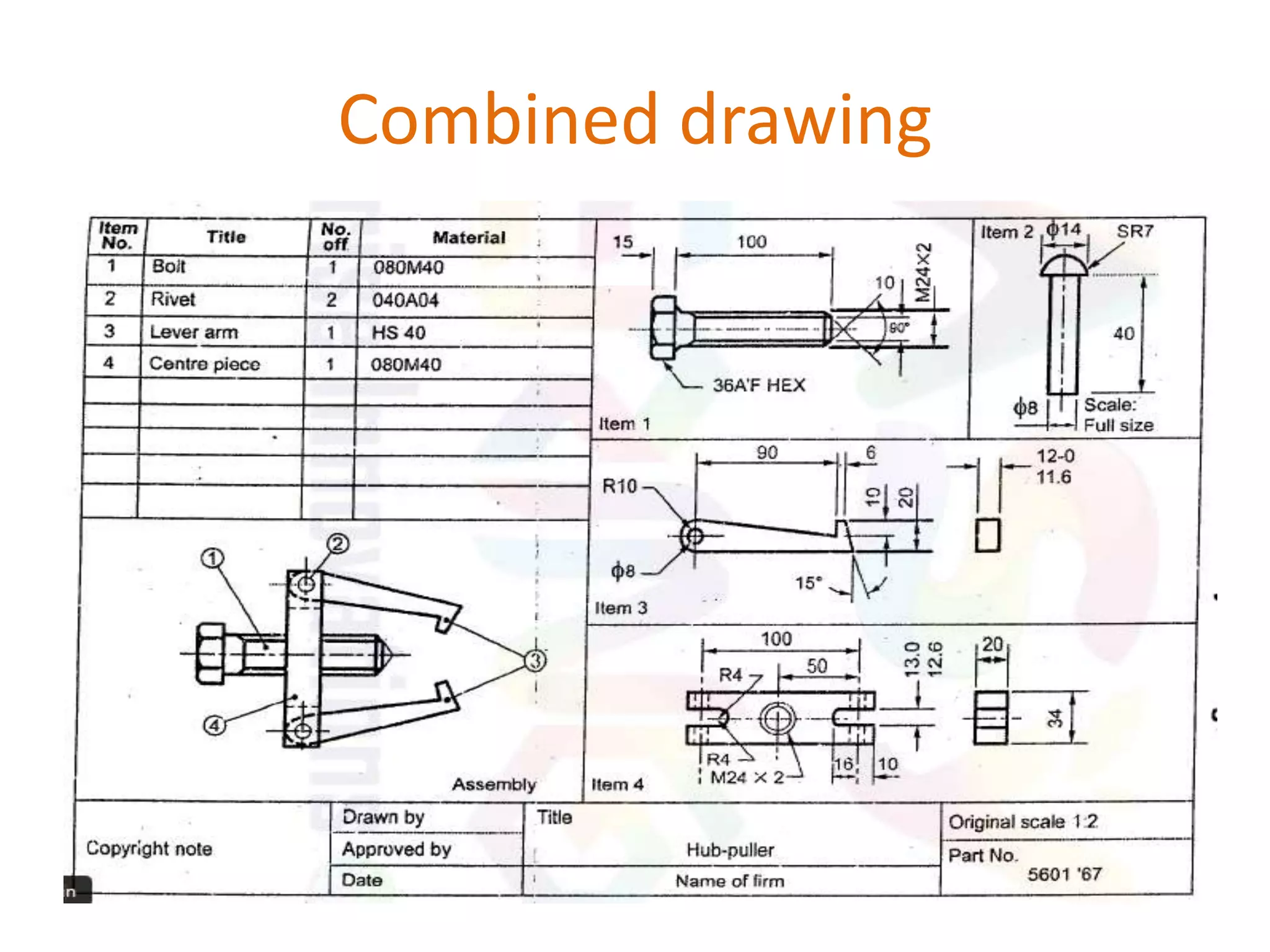
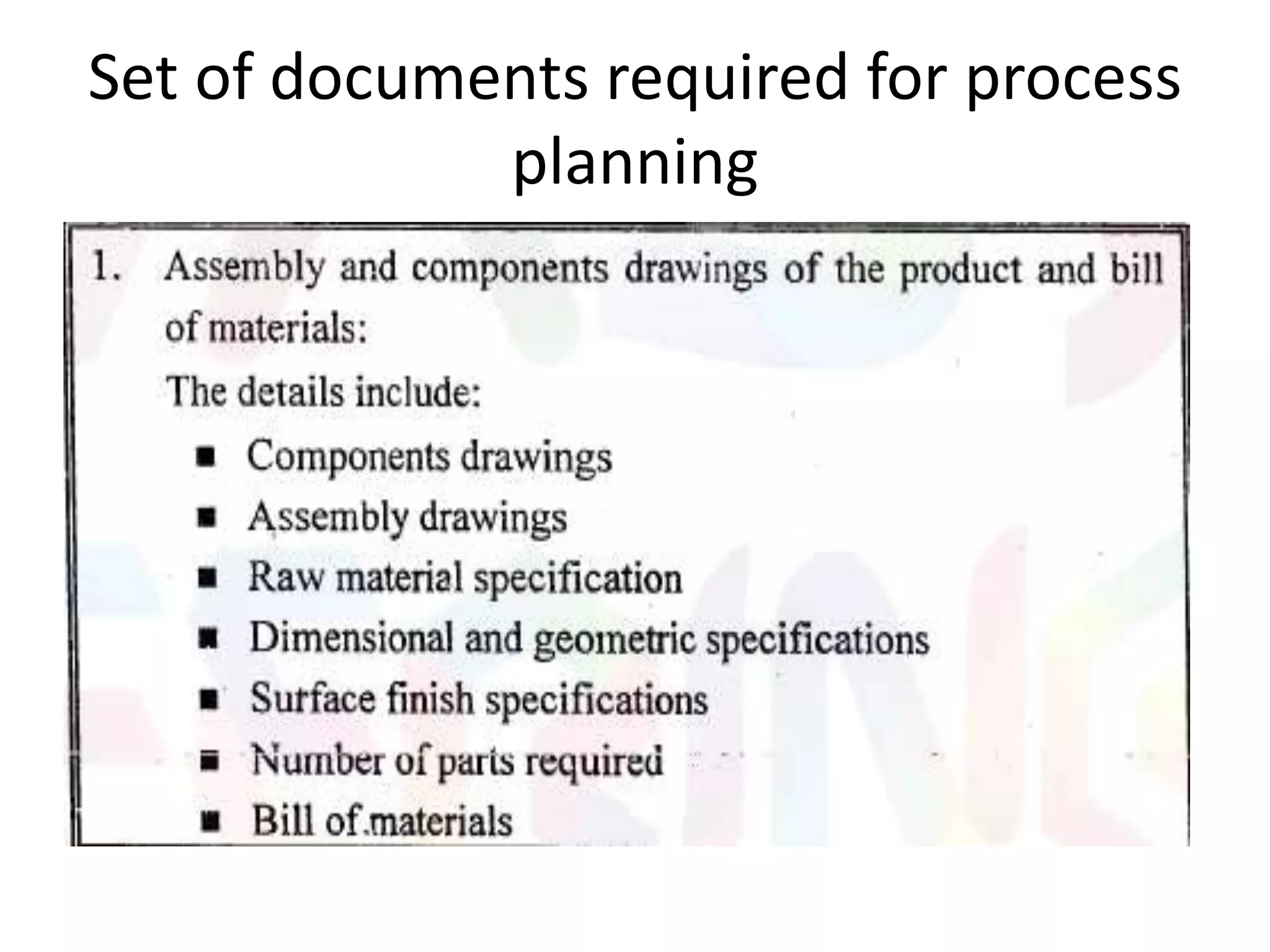
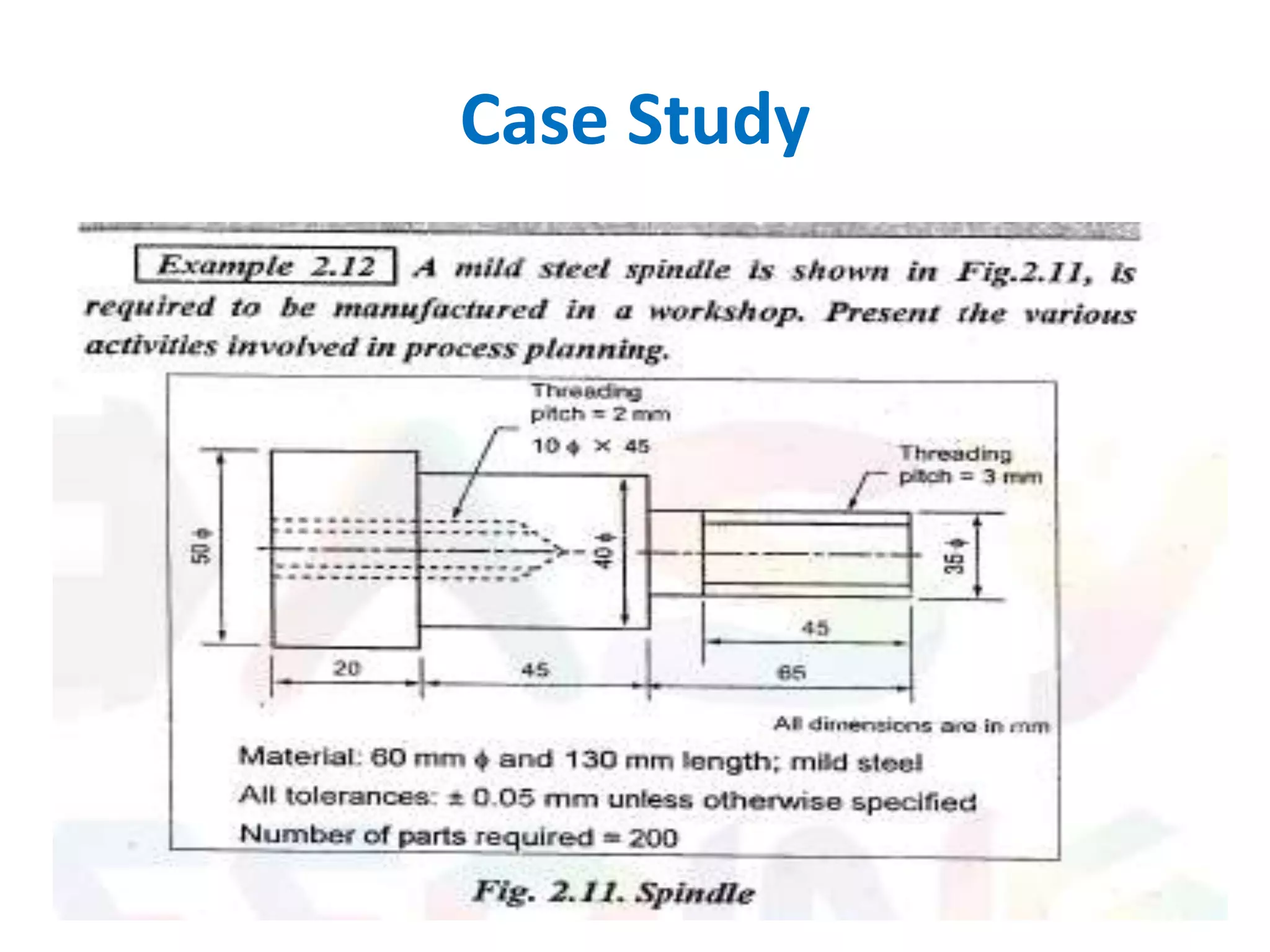
Discusses the importance of engineering drawings, detailing the types of drawings needed, and the information required for interpretation.
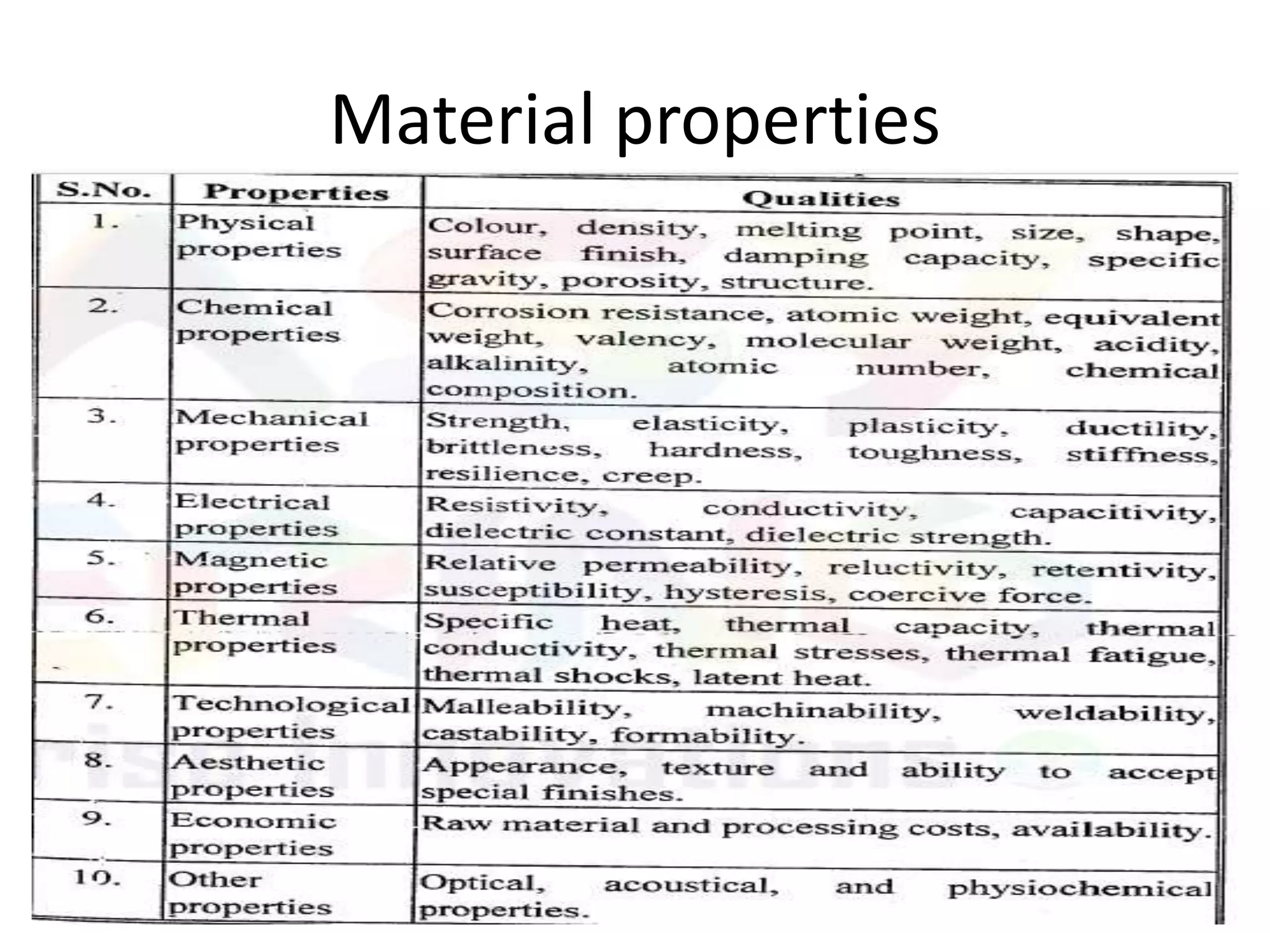
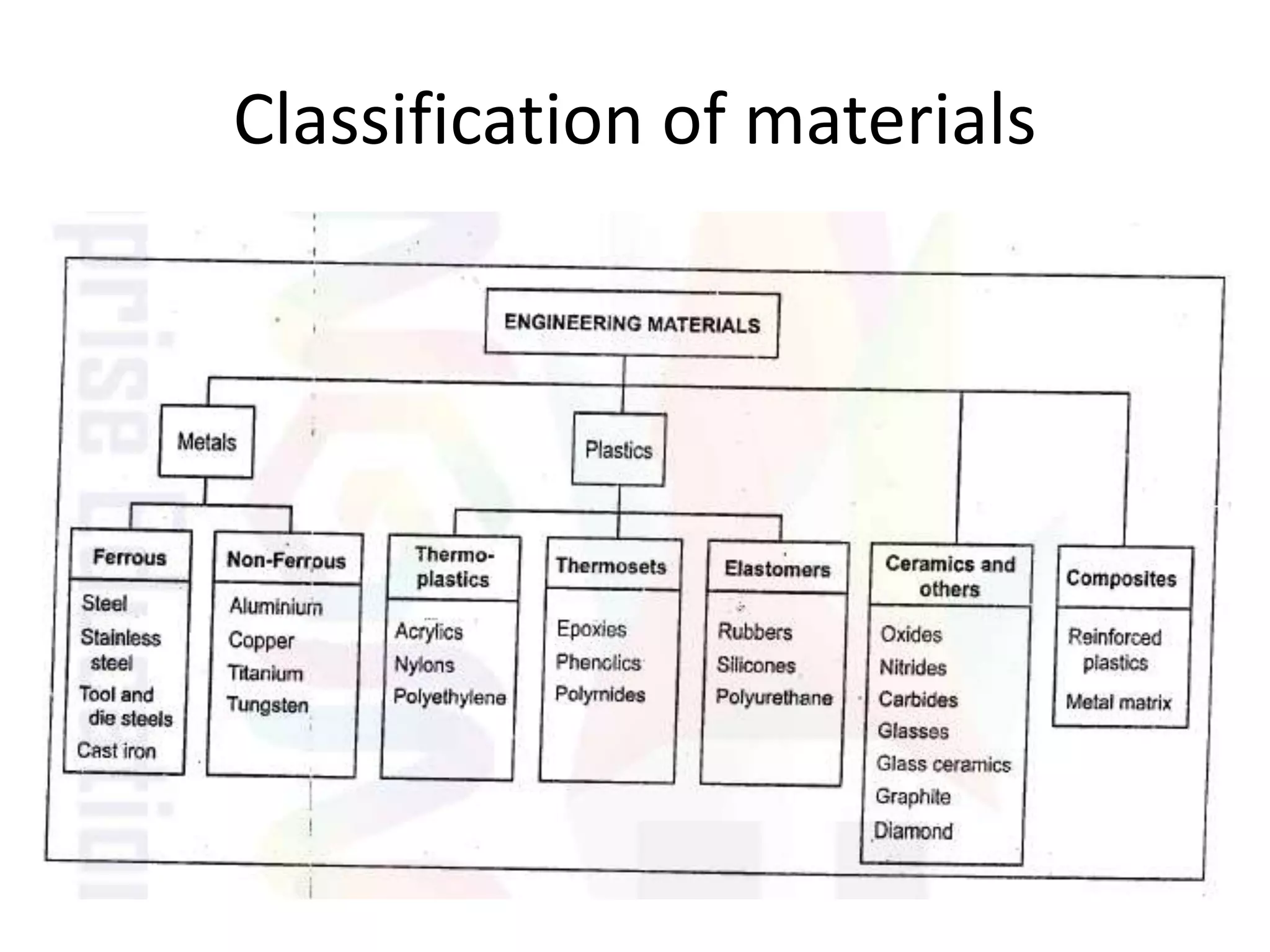
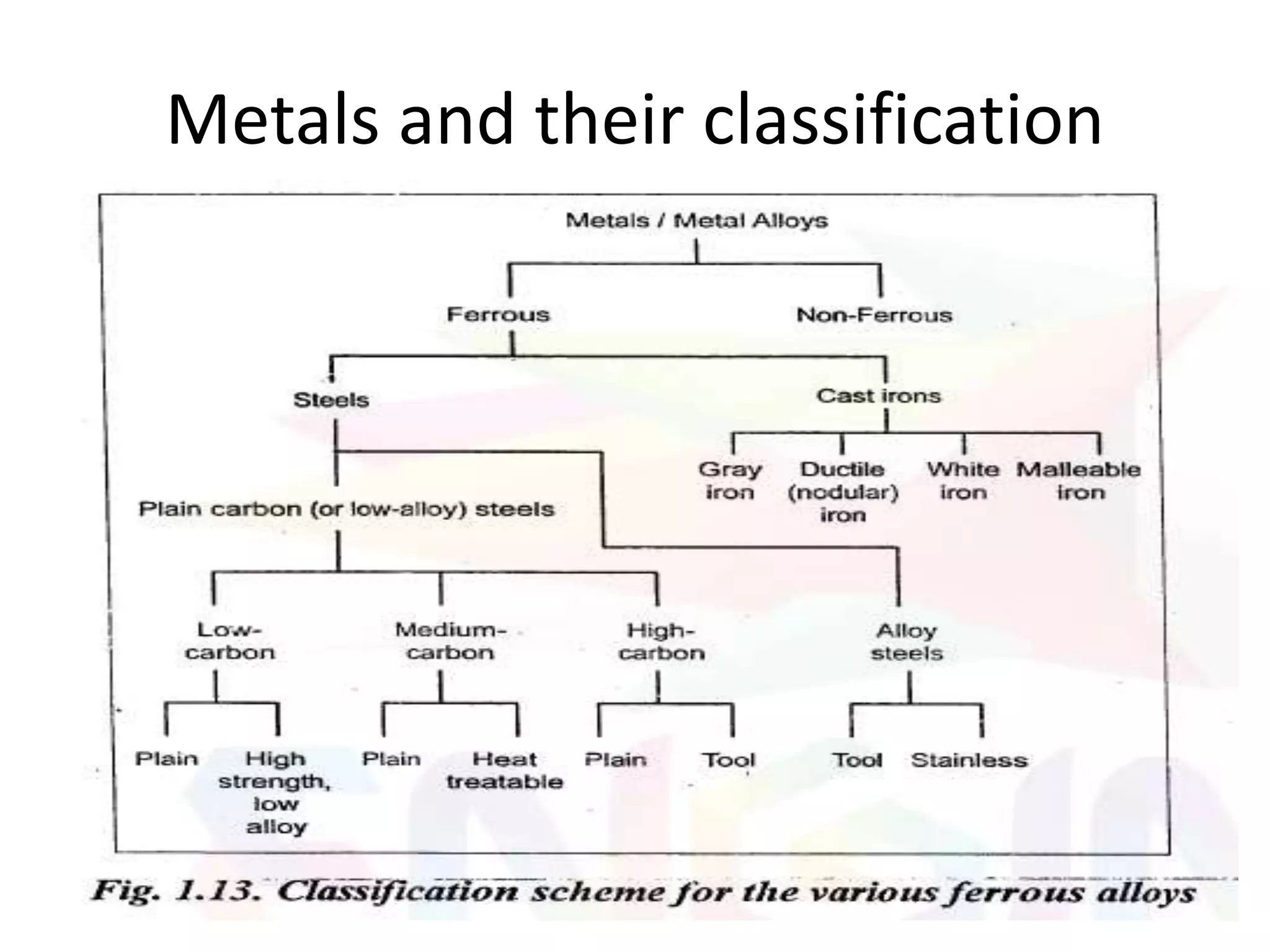
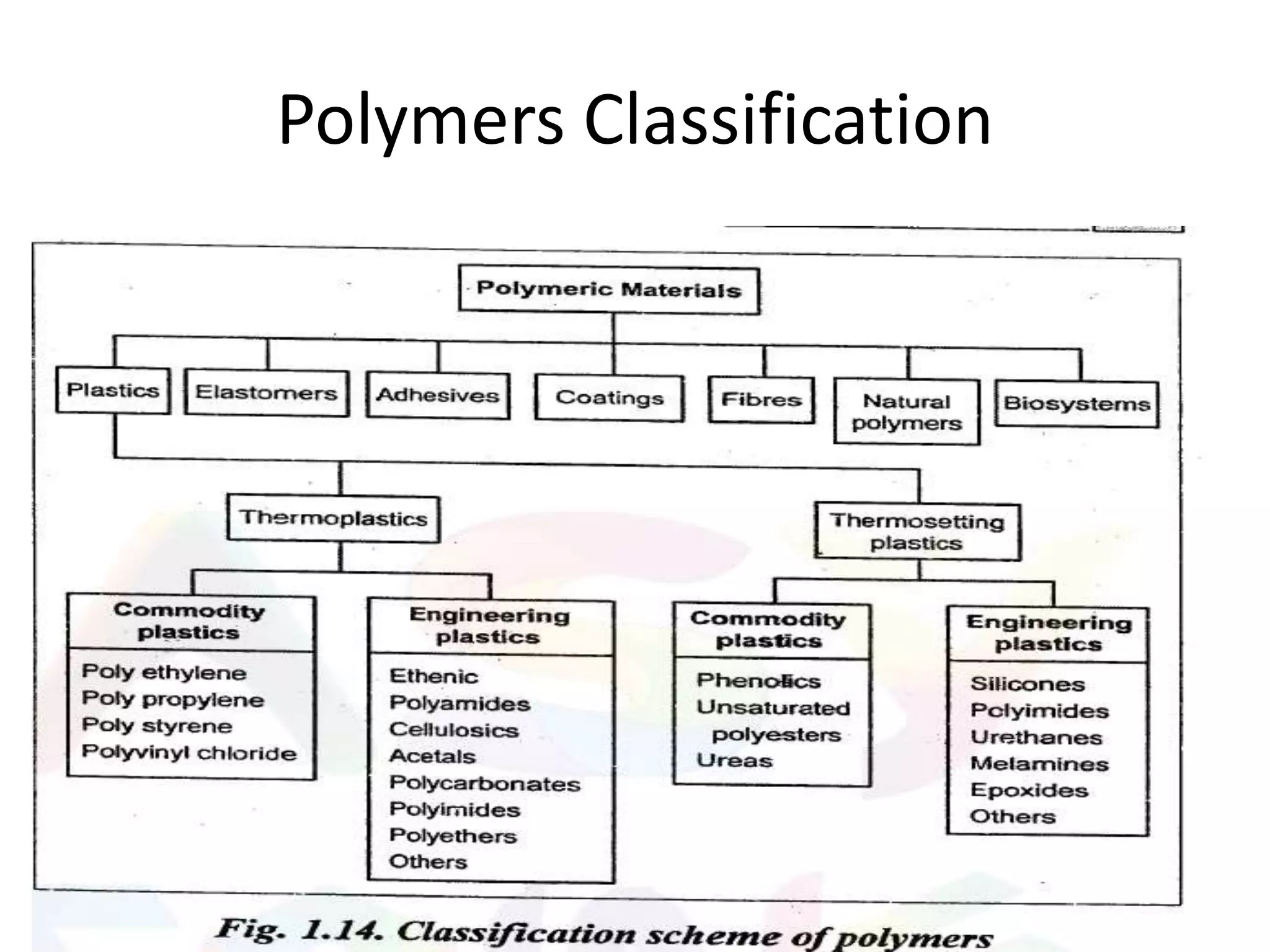
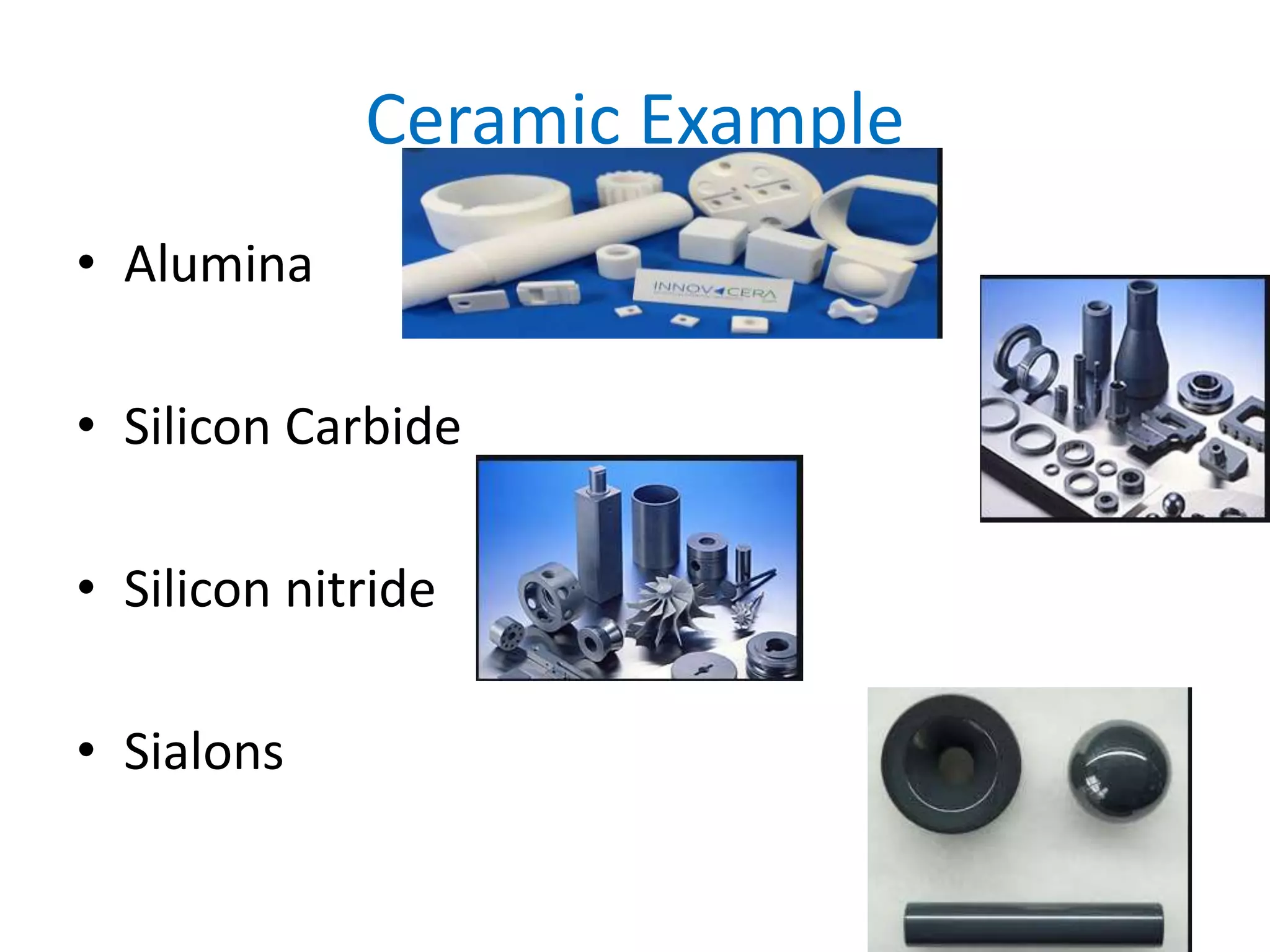
Focus on material selection and evaluation by engineers, including properties and classifications of materials like metals and polymers.
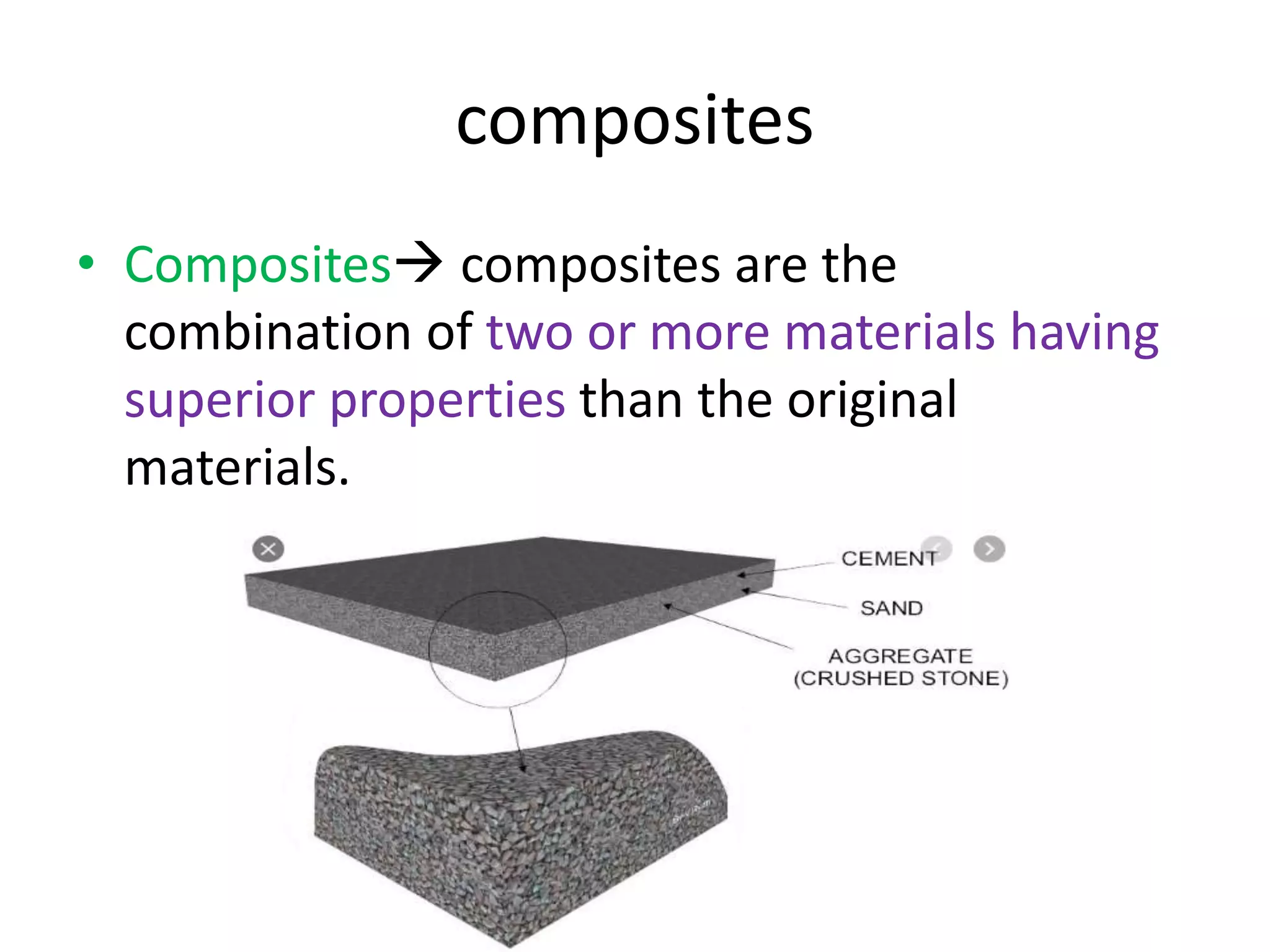
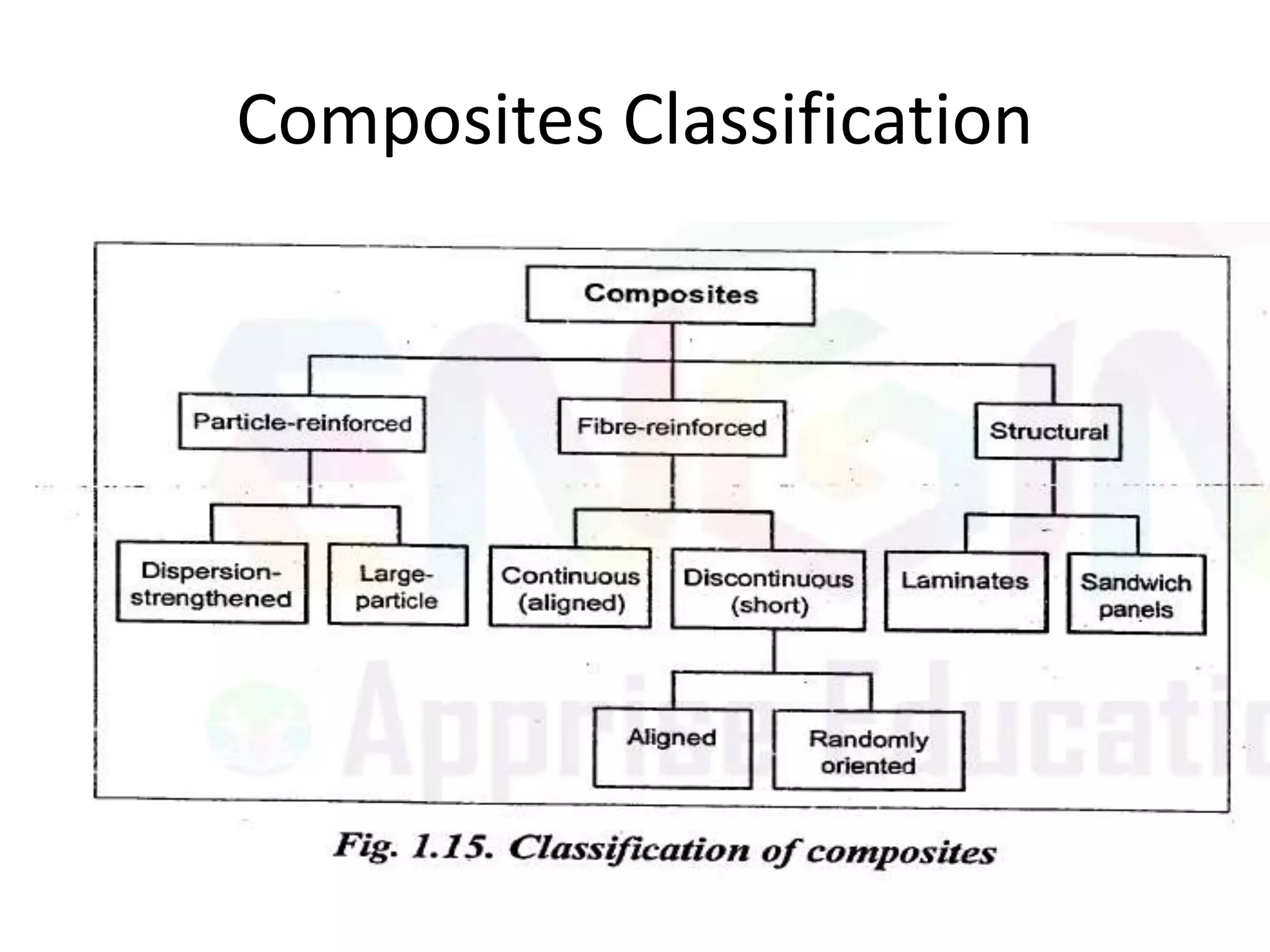
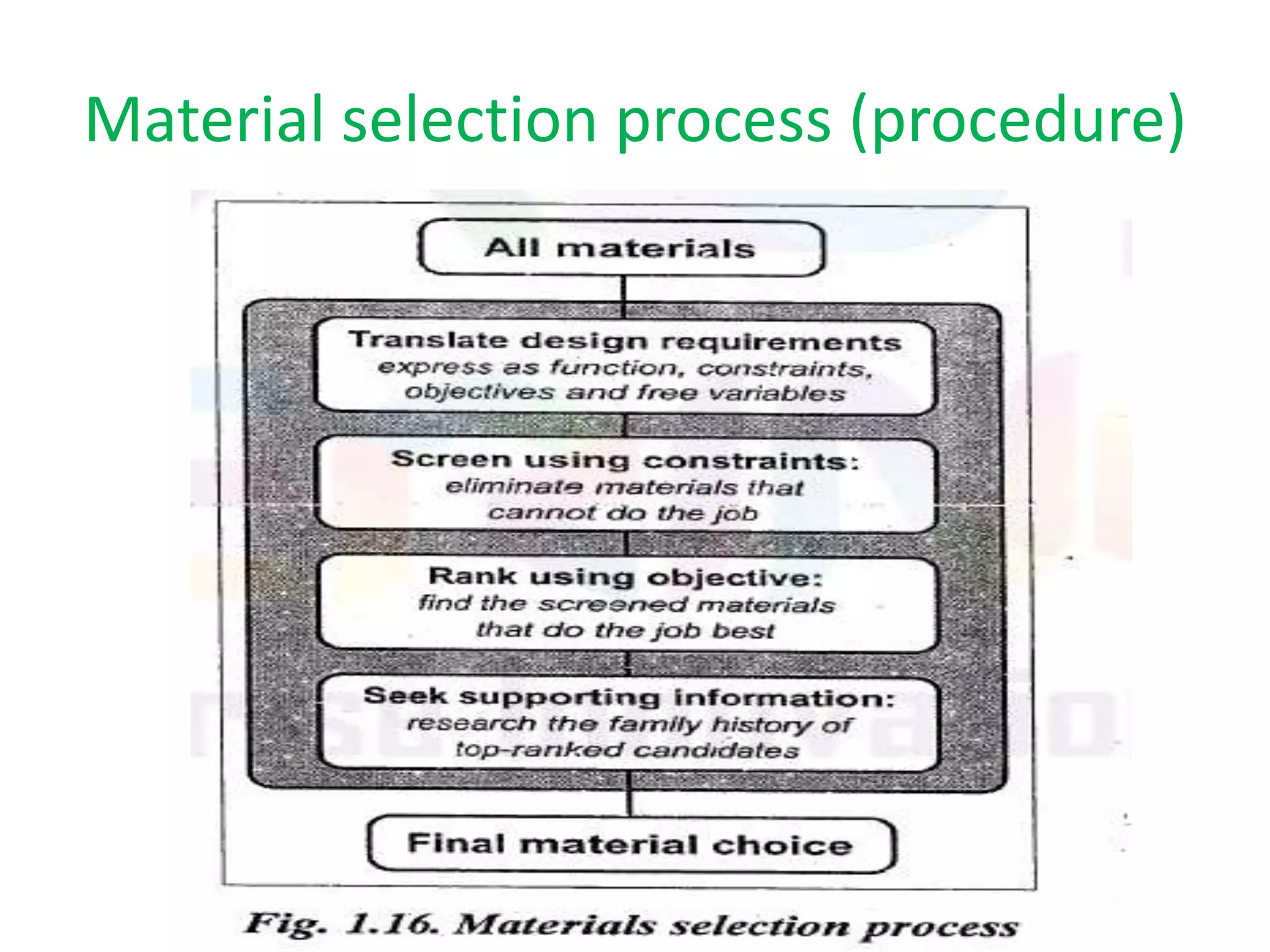
Explains composites, their advantages, and the steps involved in the material selection process, including properties and factors to consider.
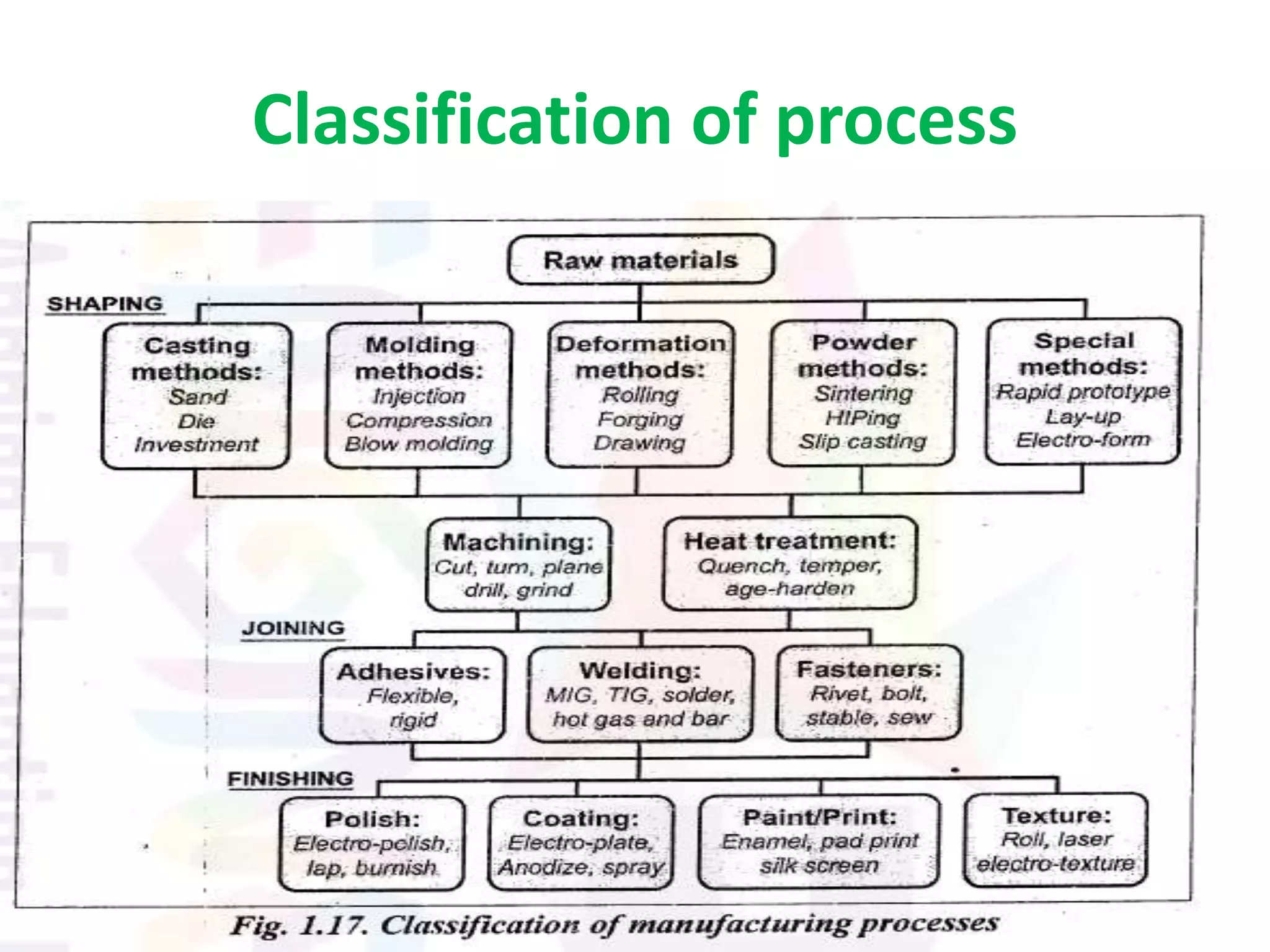
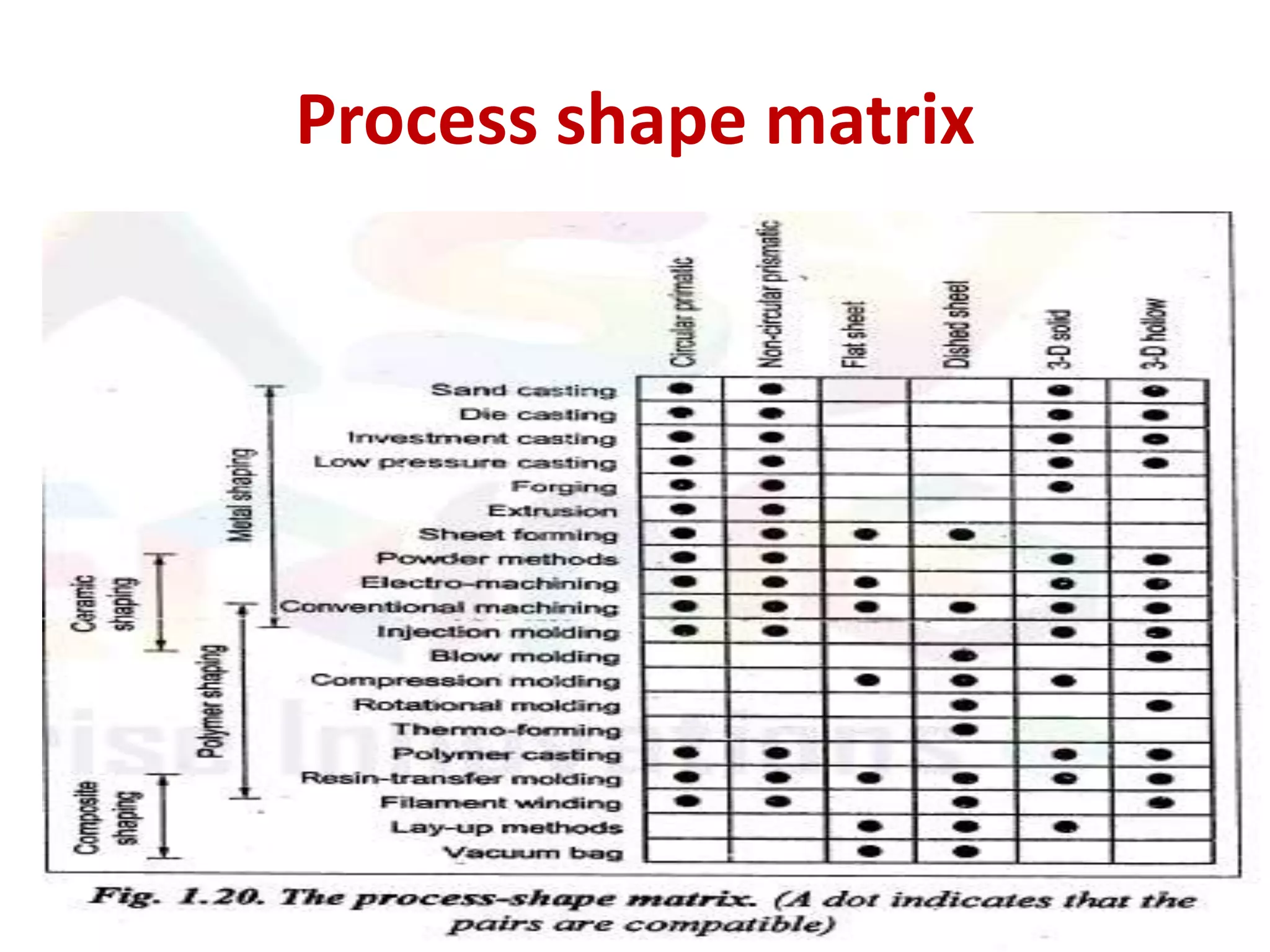
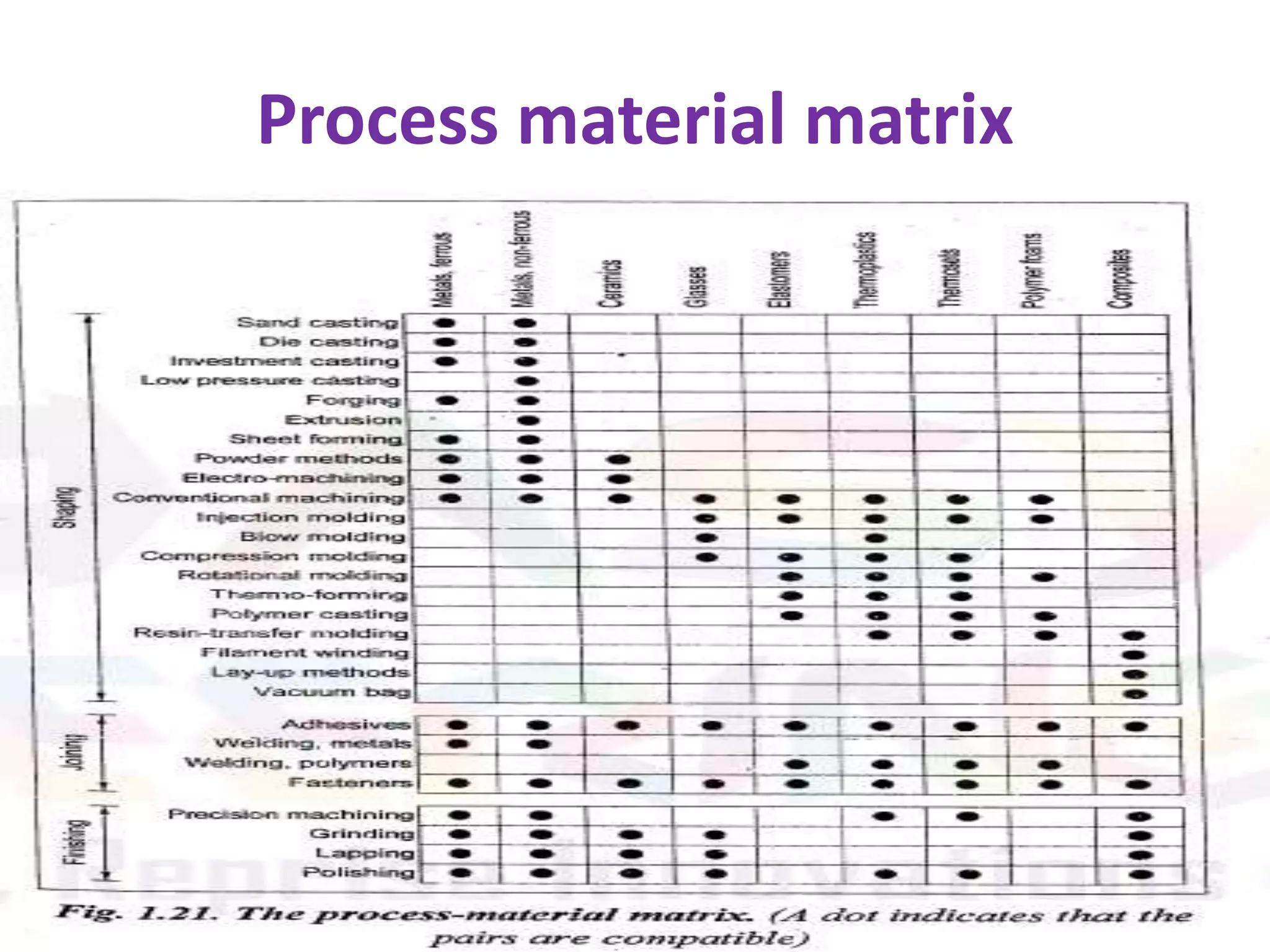
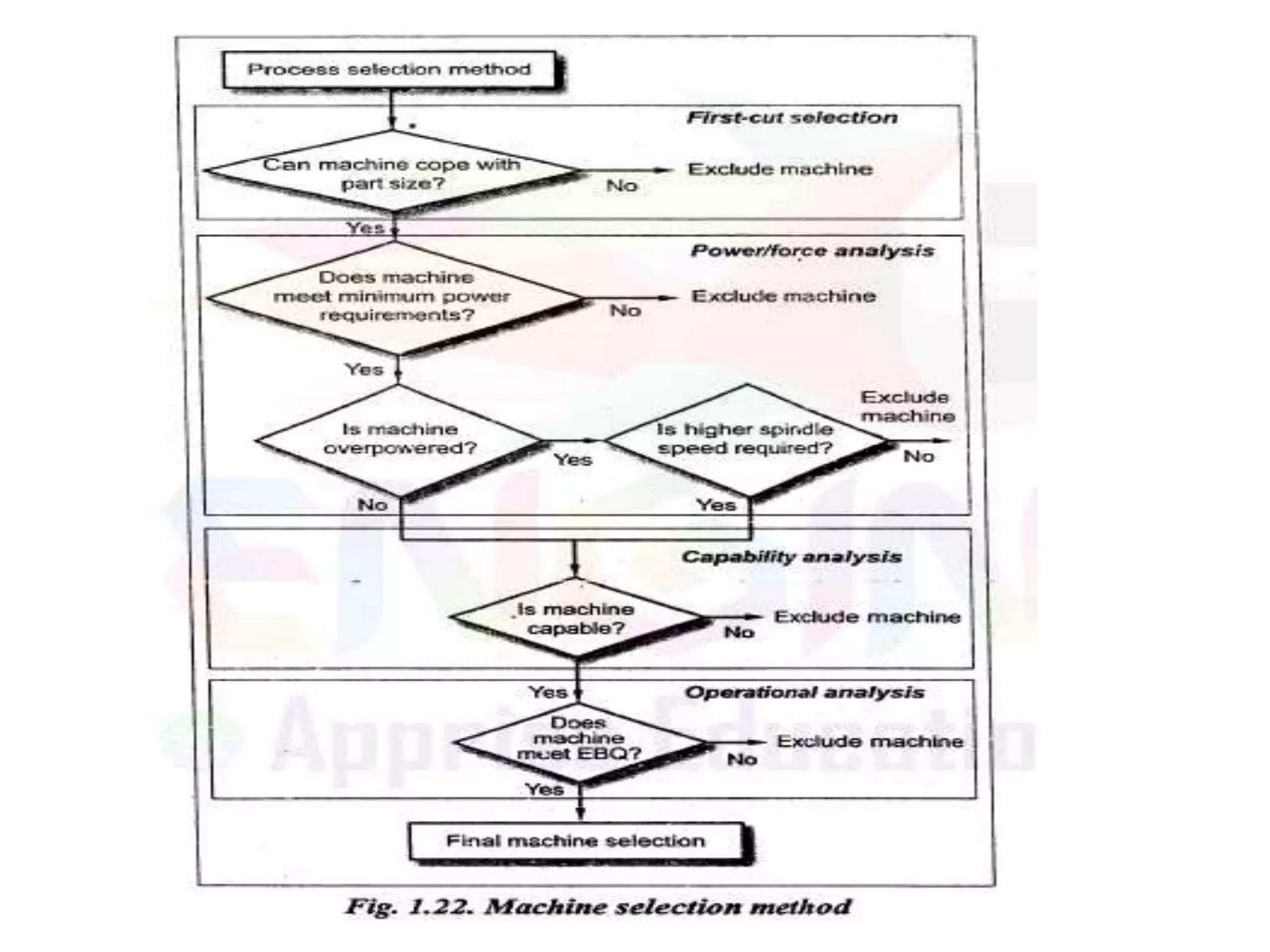
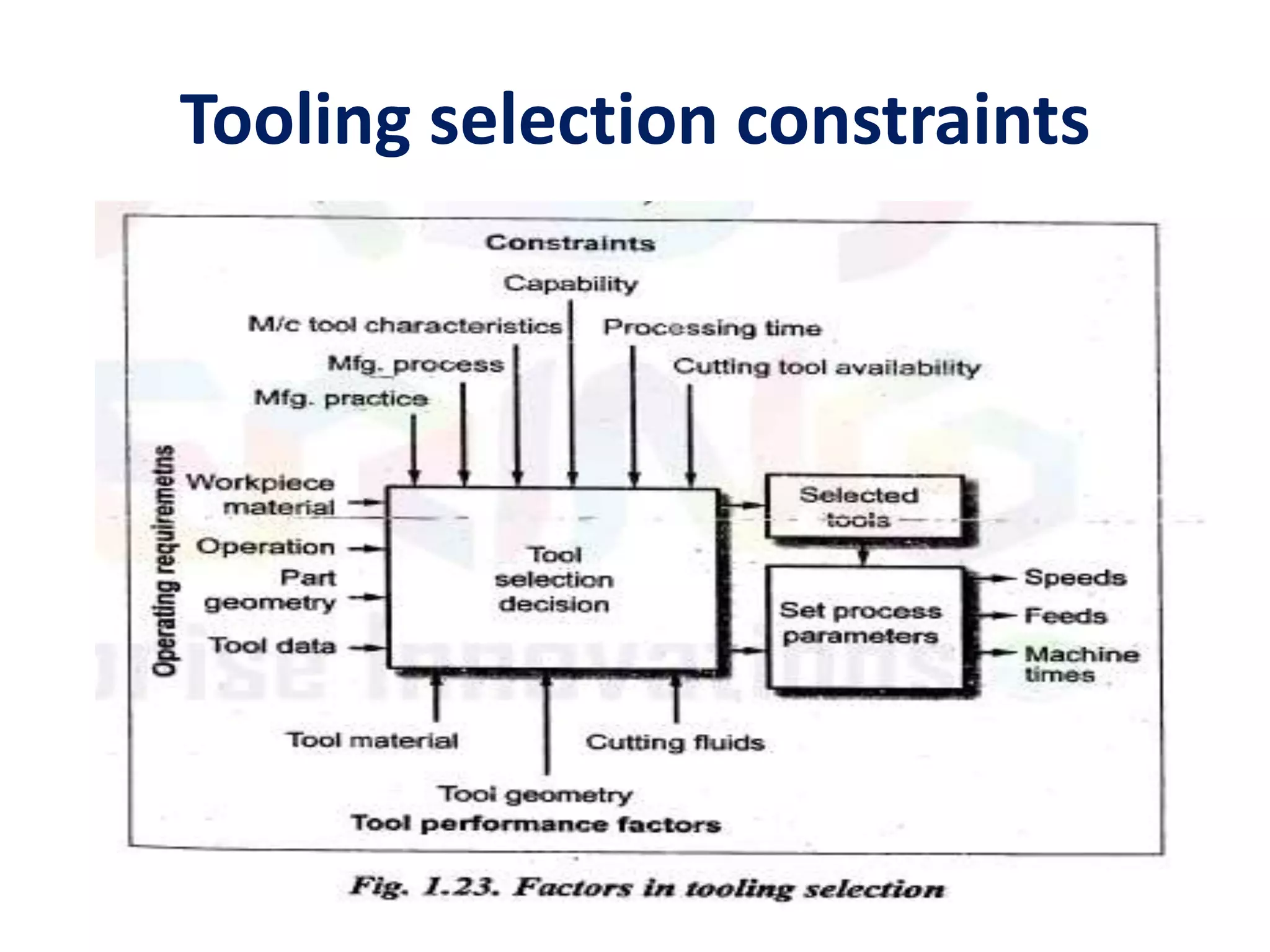
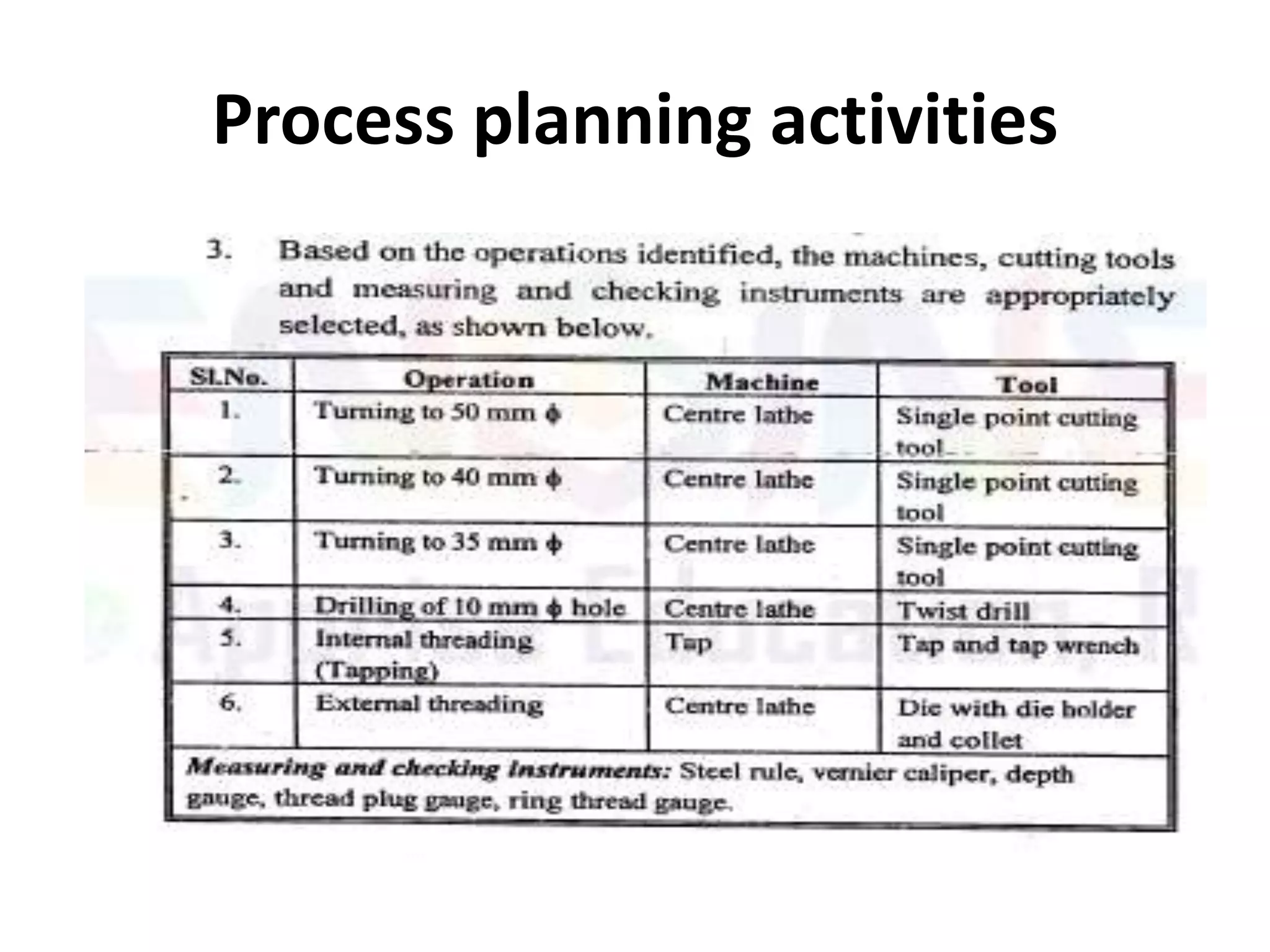
Discusses method selections for manufacturing processes, including factors influencing choices for tooling, setup, and equipment selection.
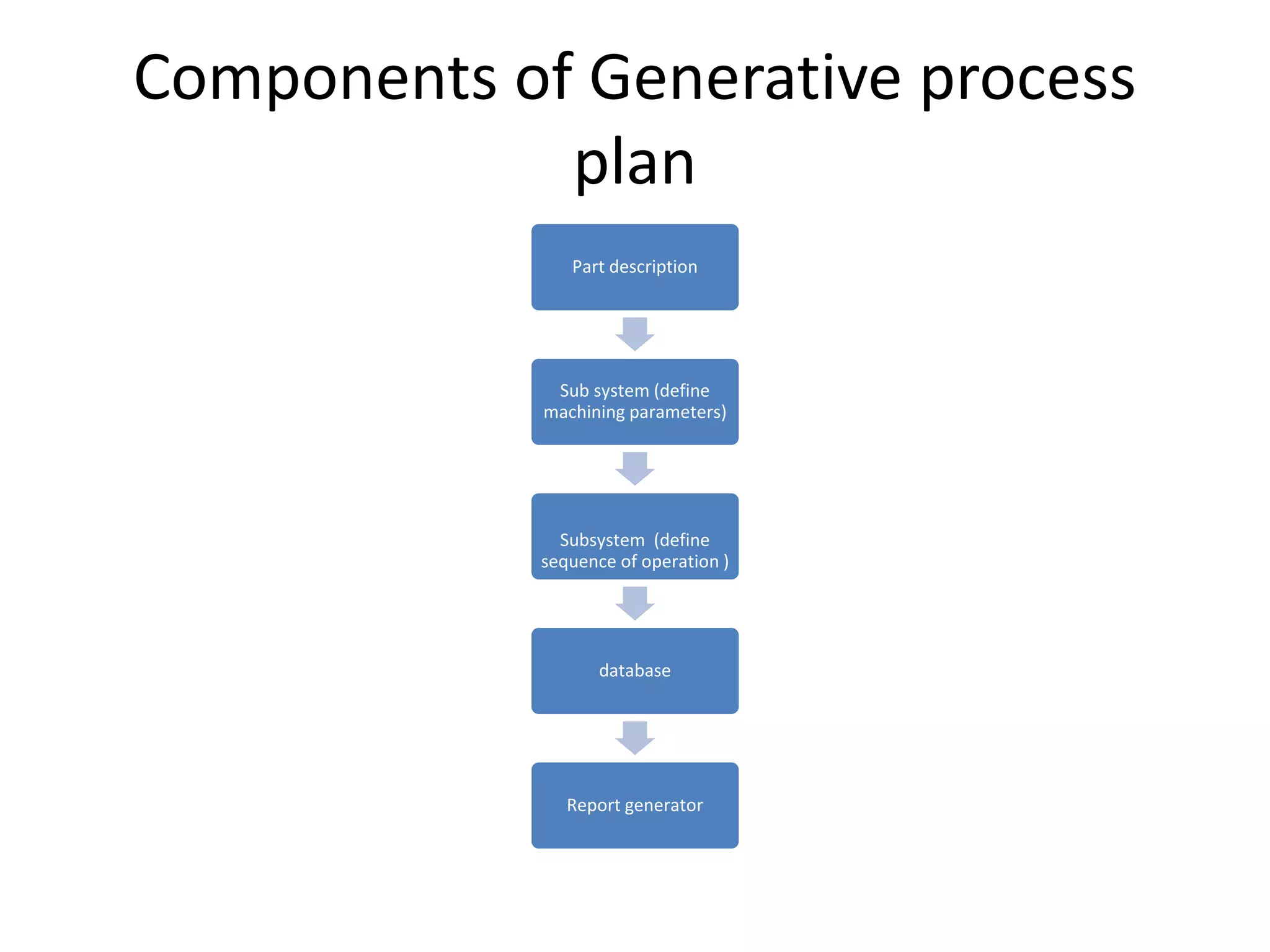
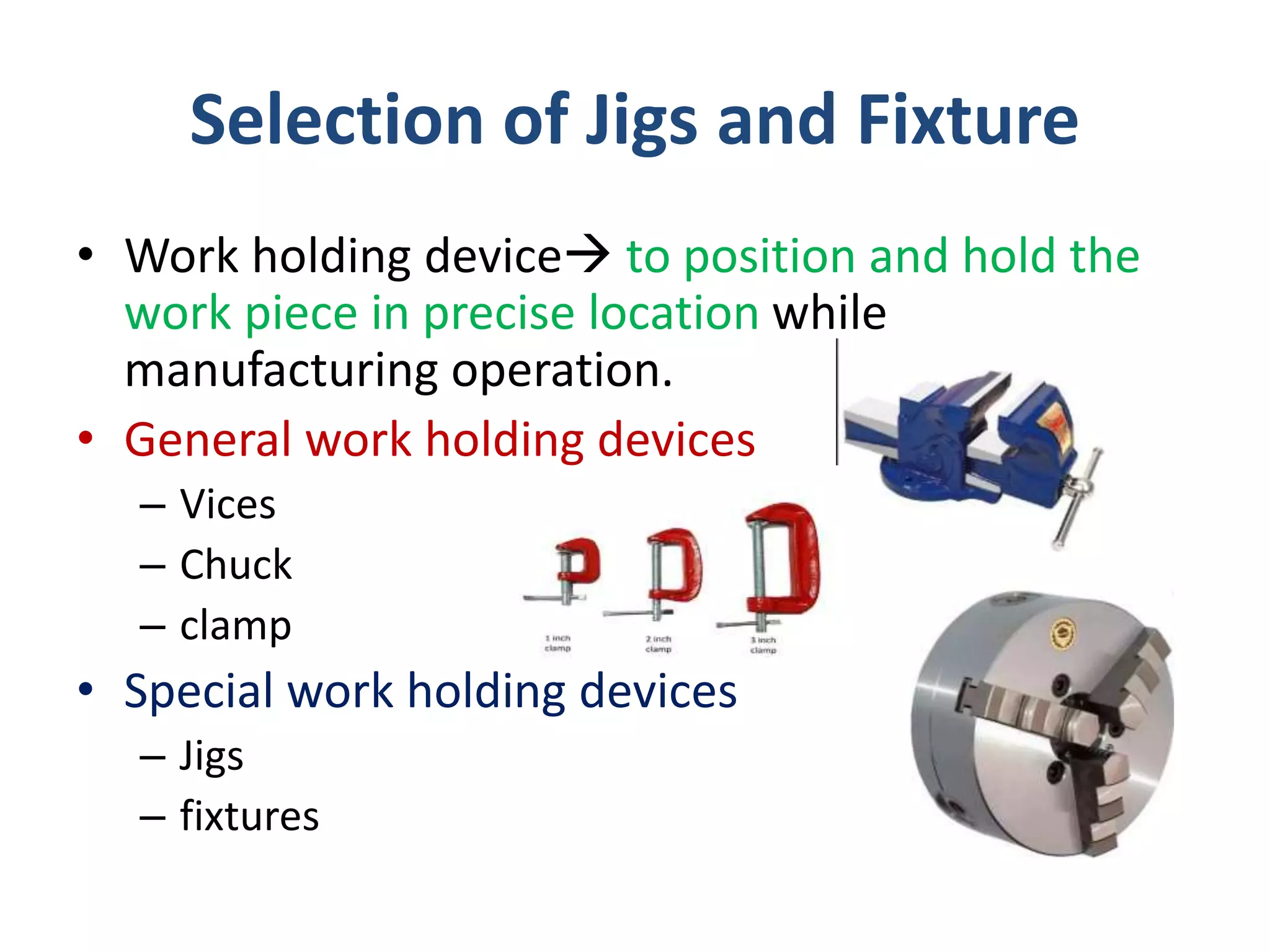
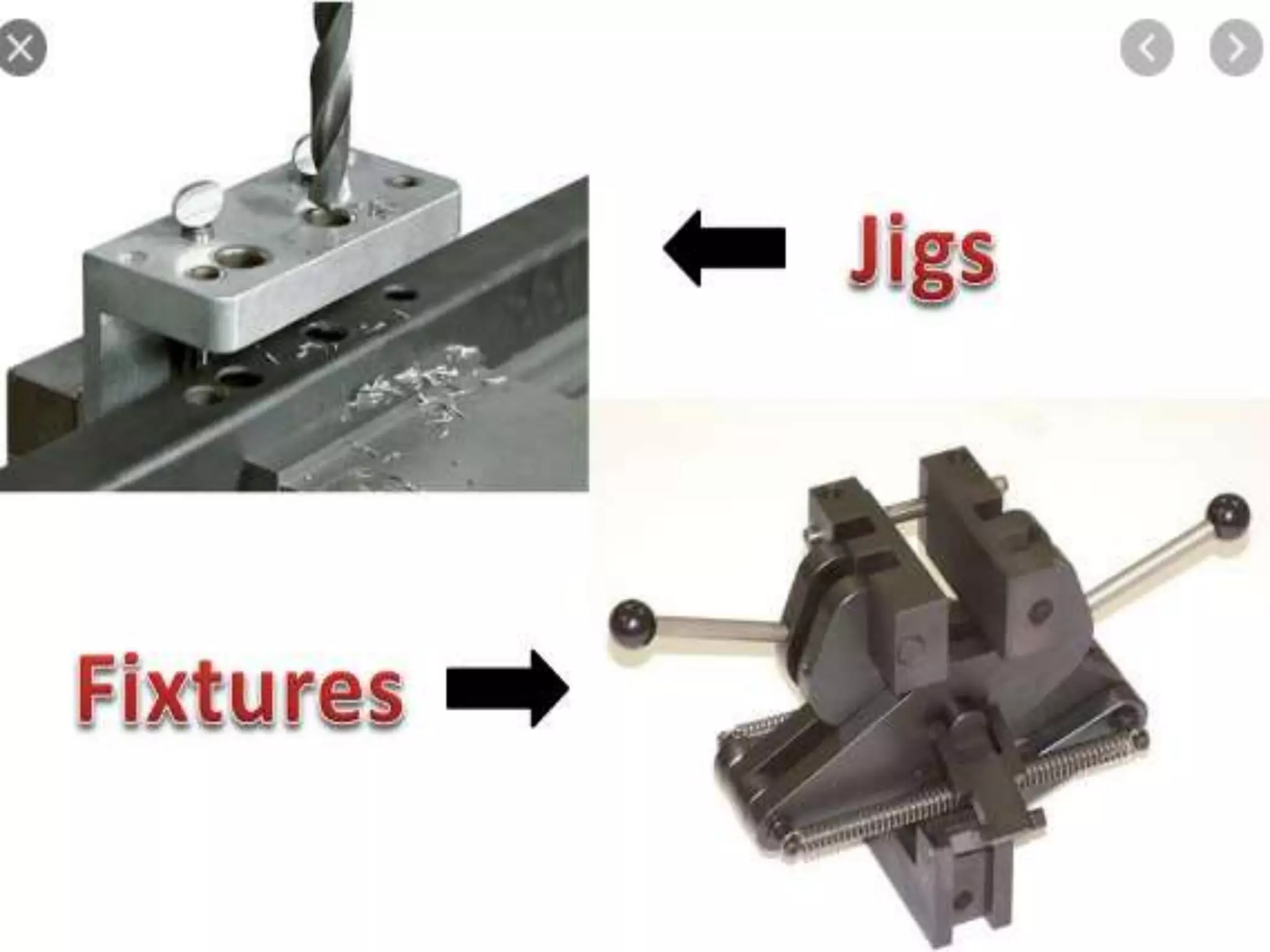
Outlines various activities involved in process planning, including calculations and the selection of fixtures and quality assurance methods.
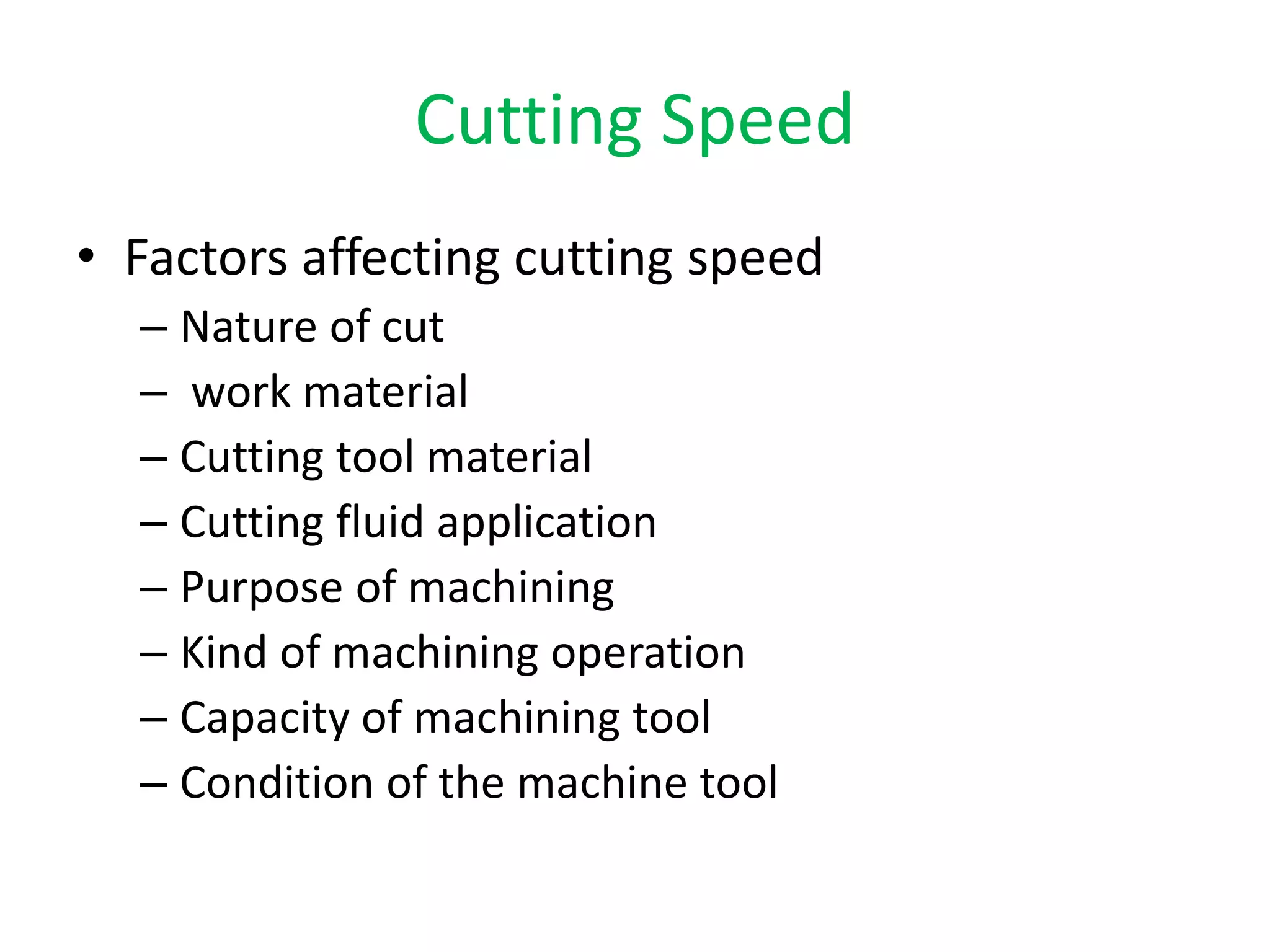
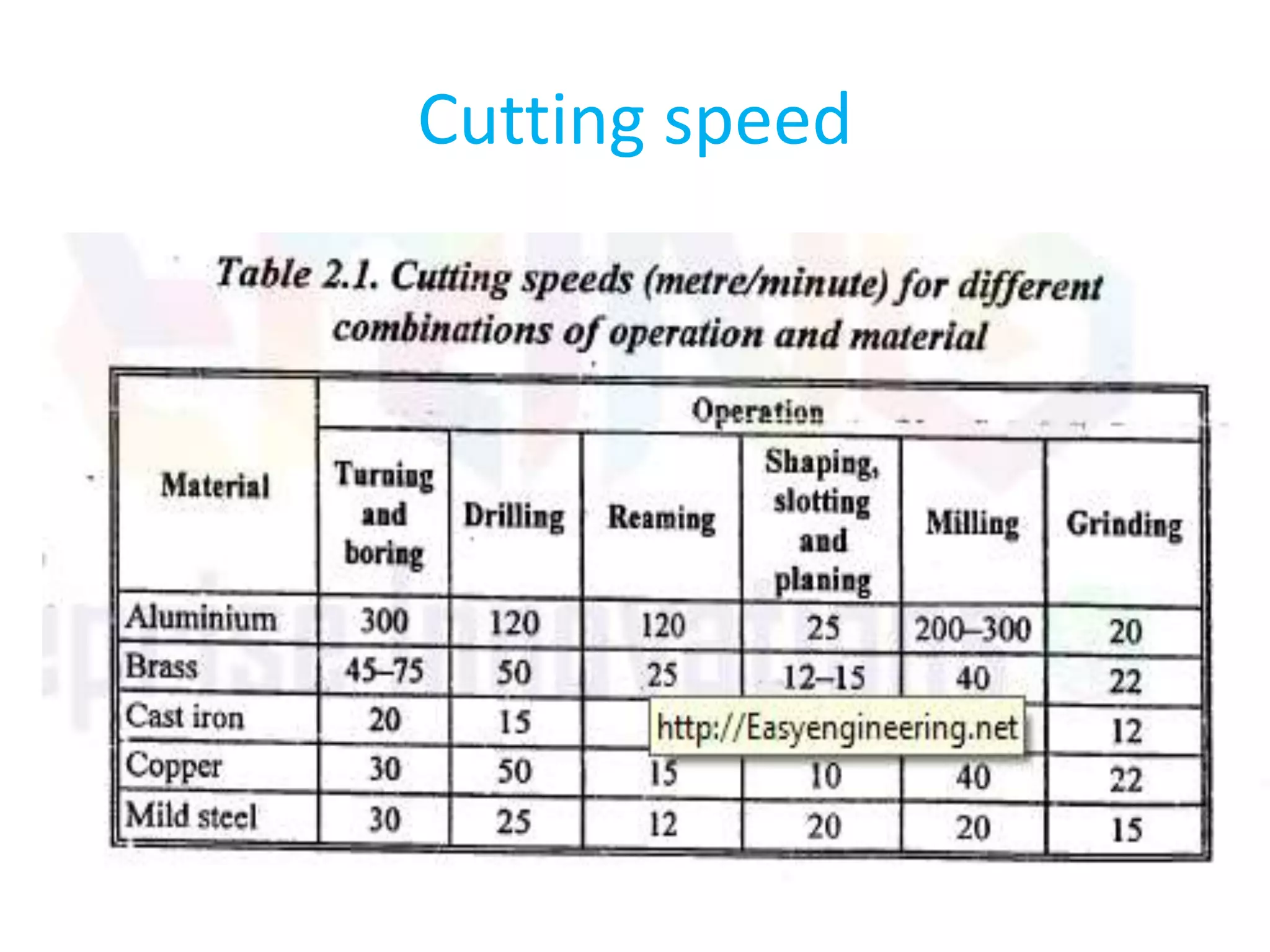
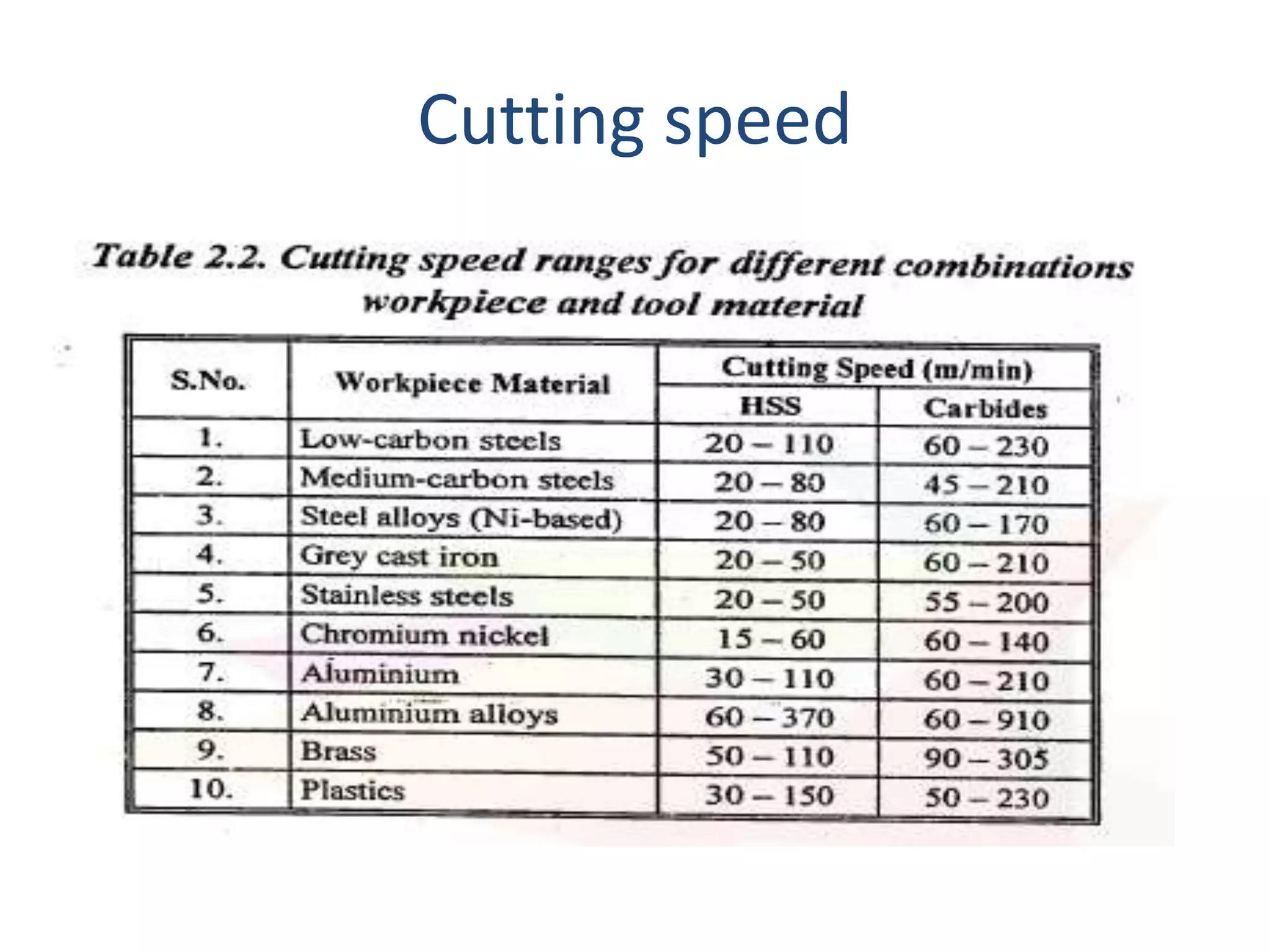
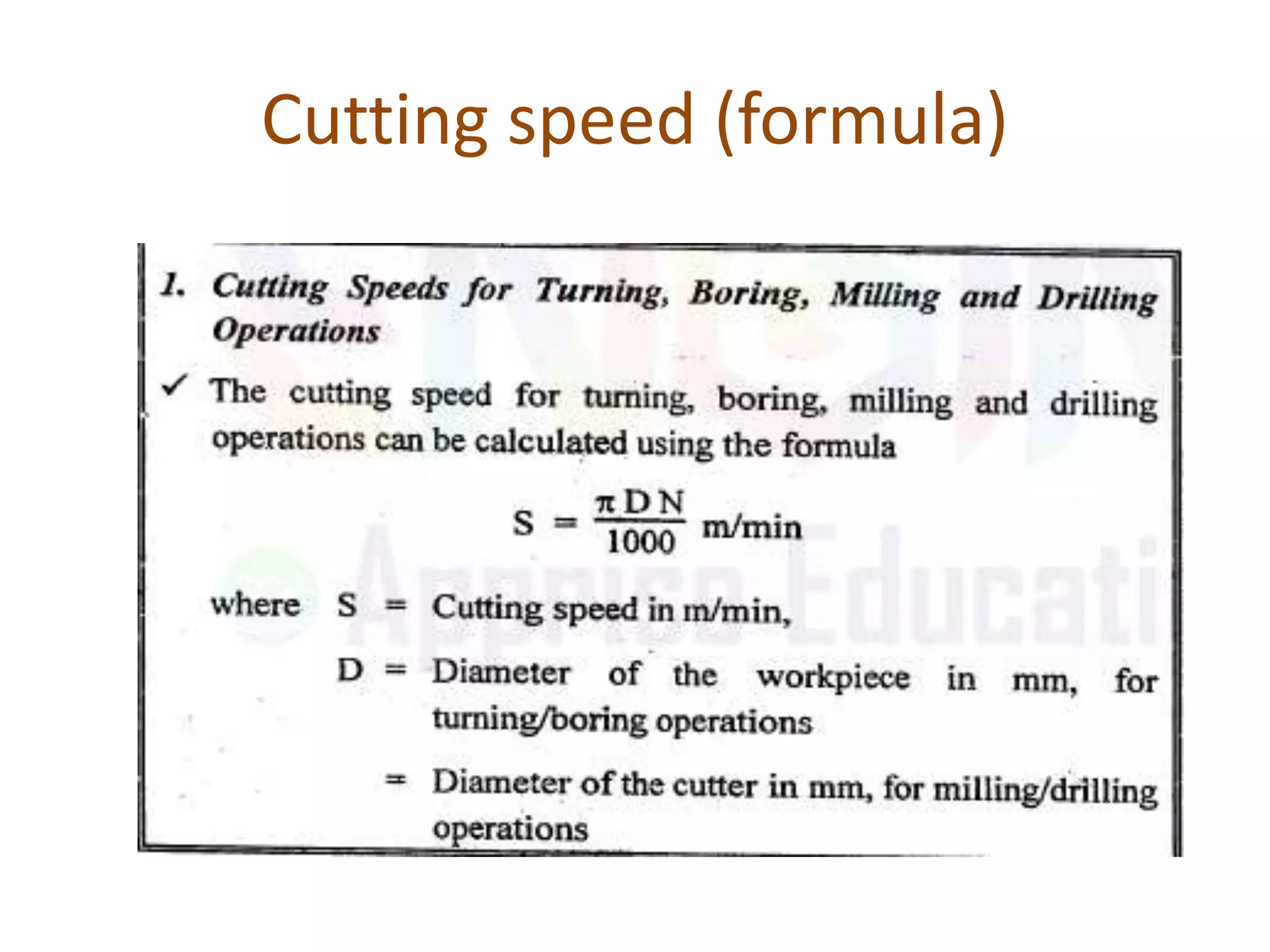
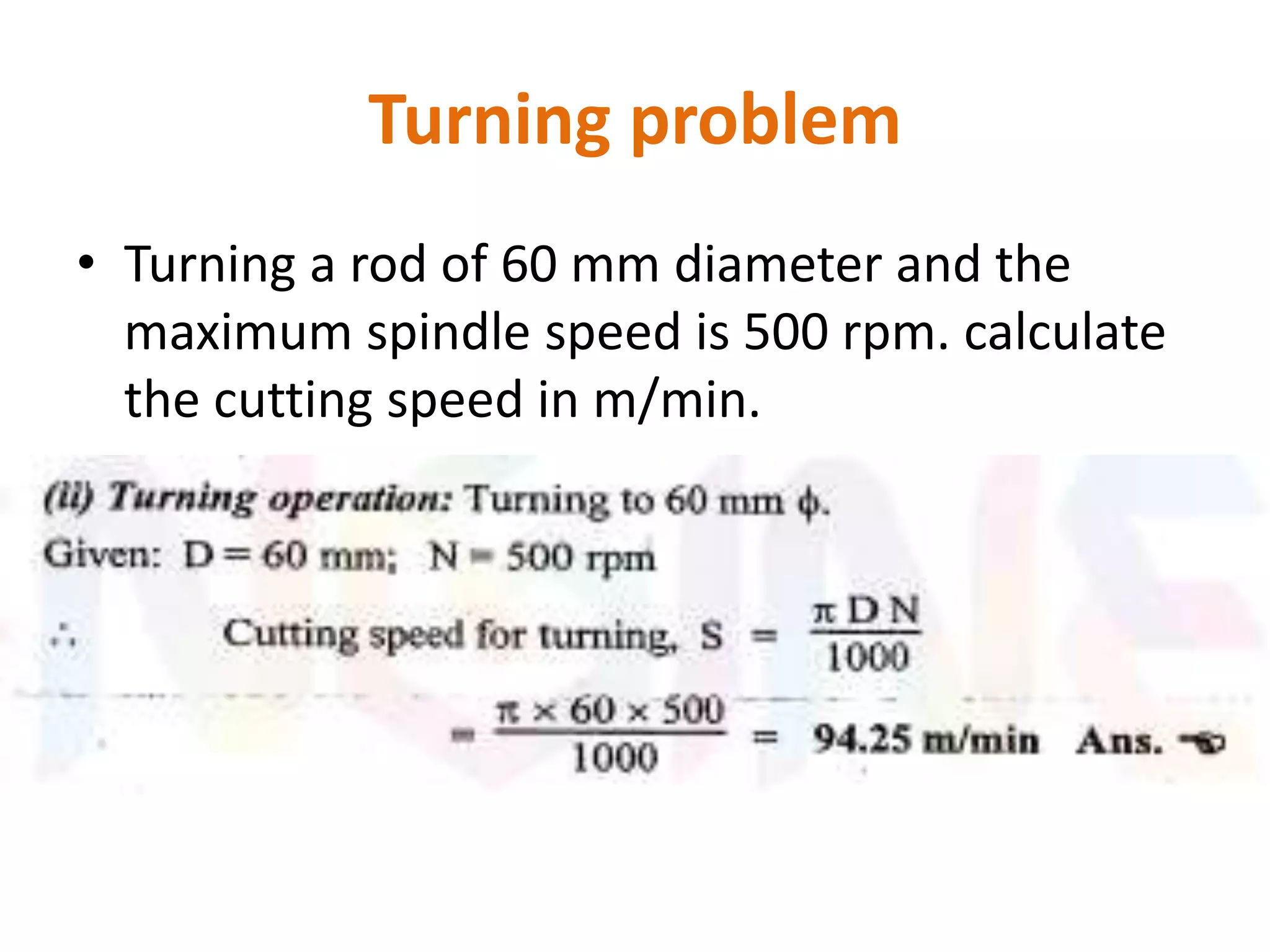
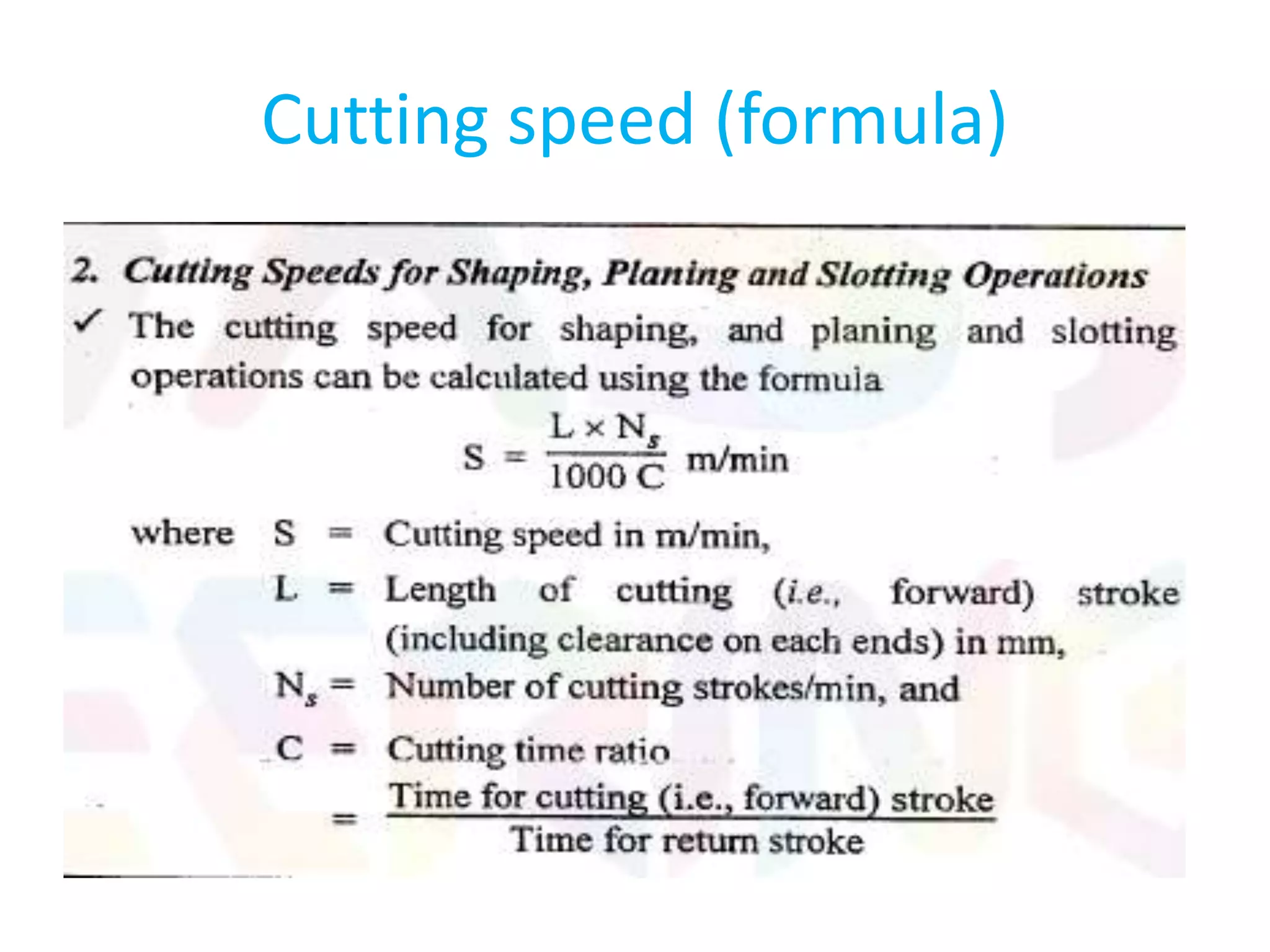
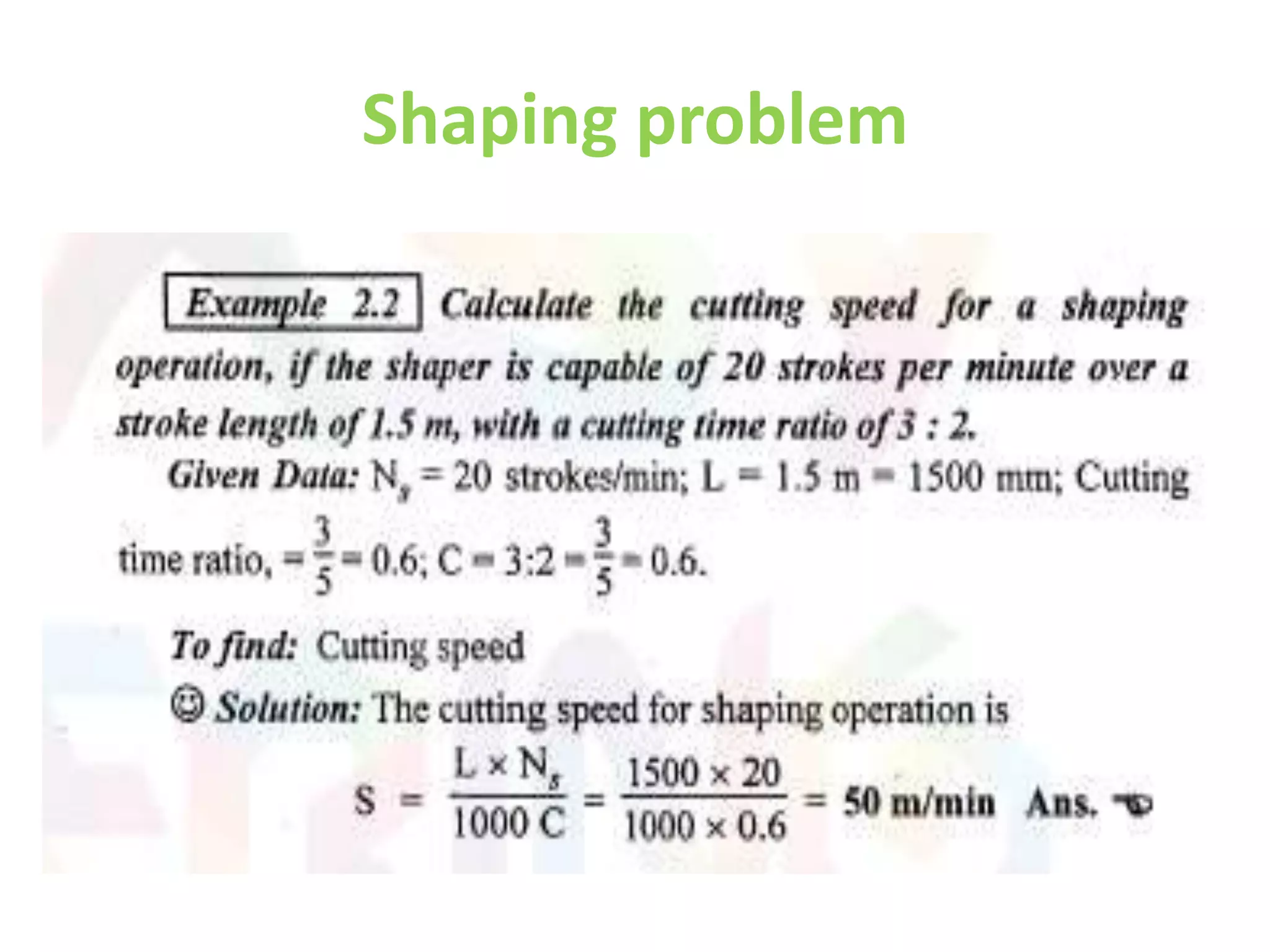
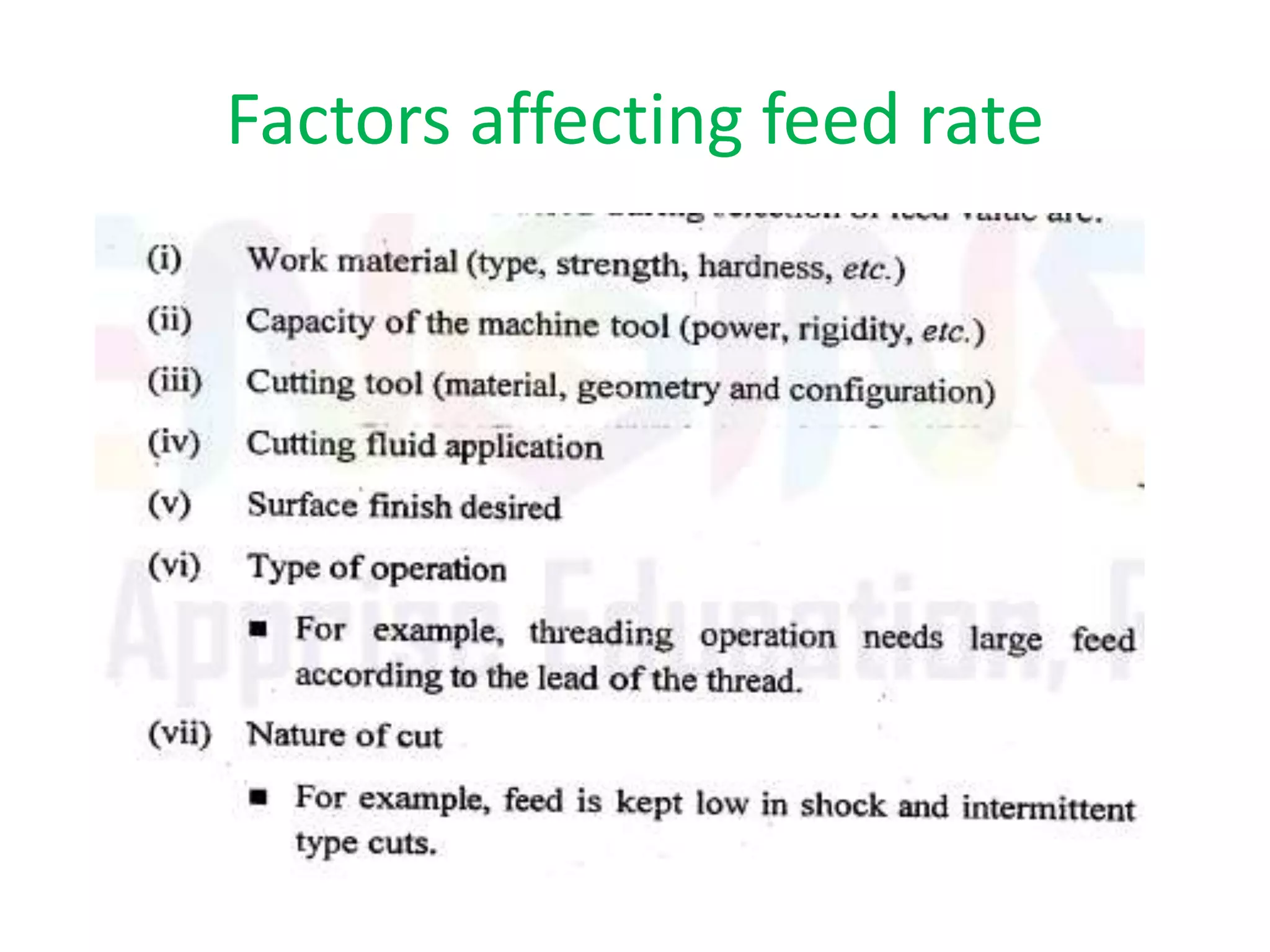
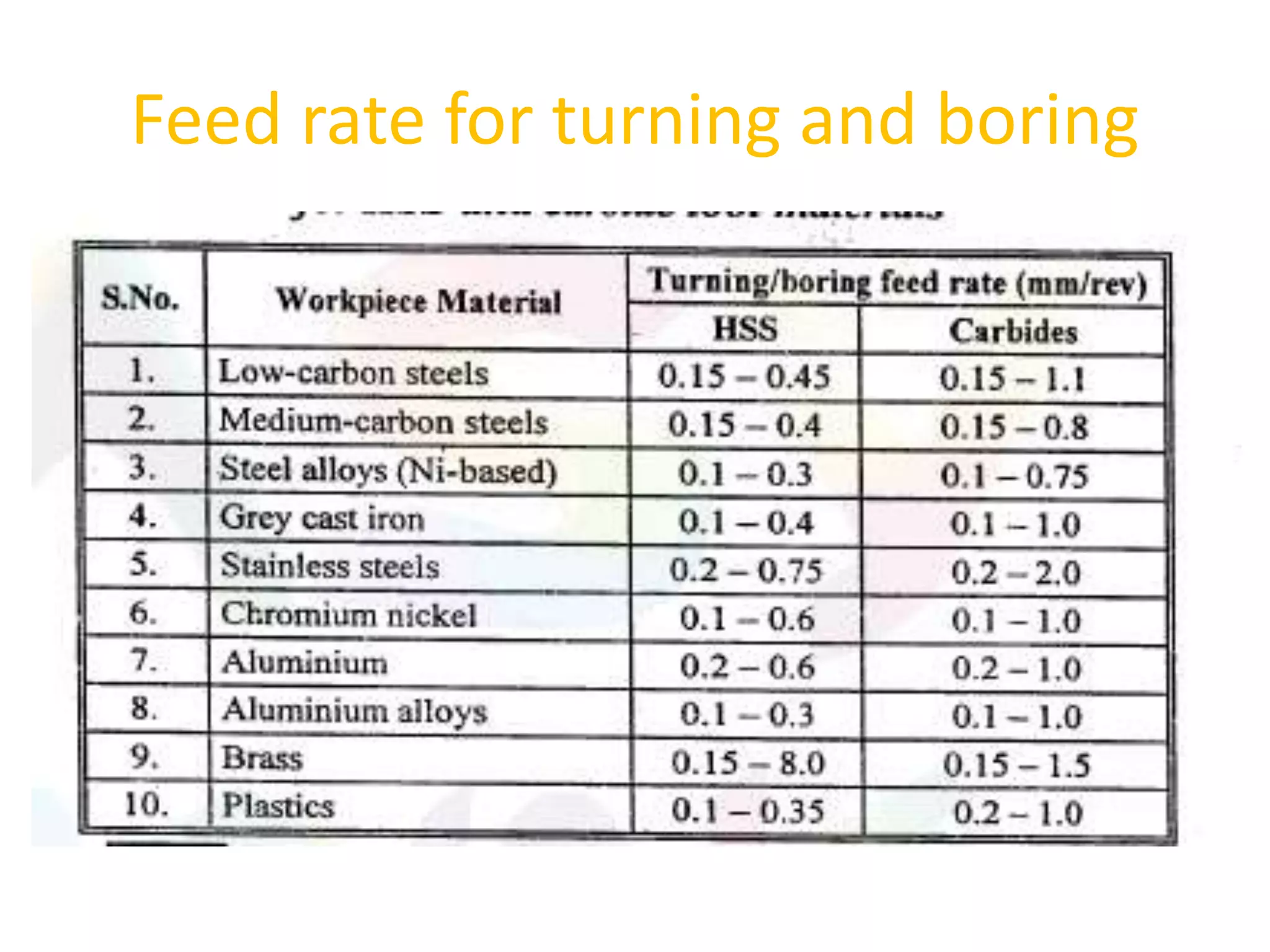
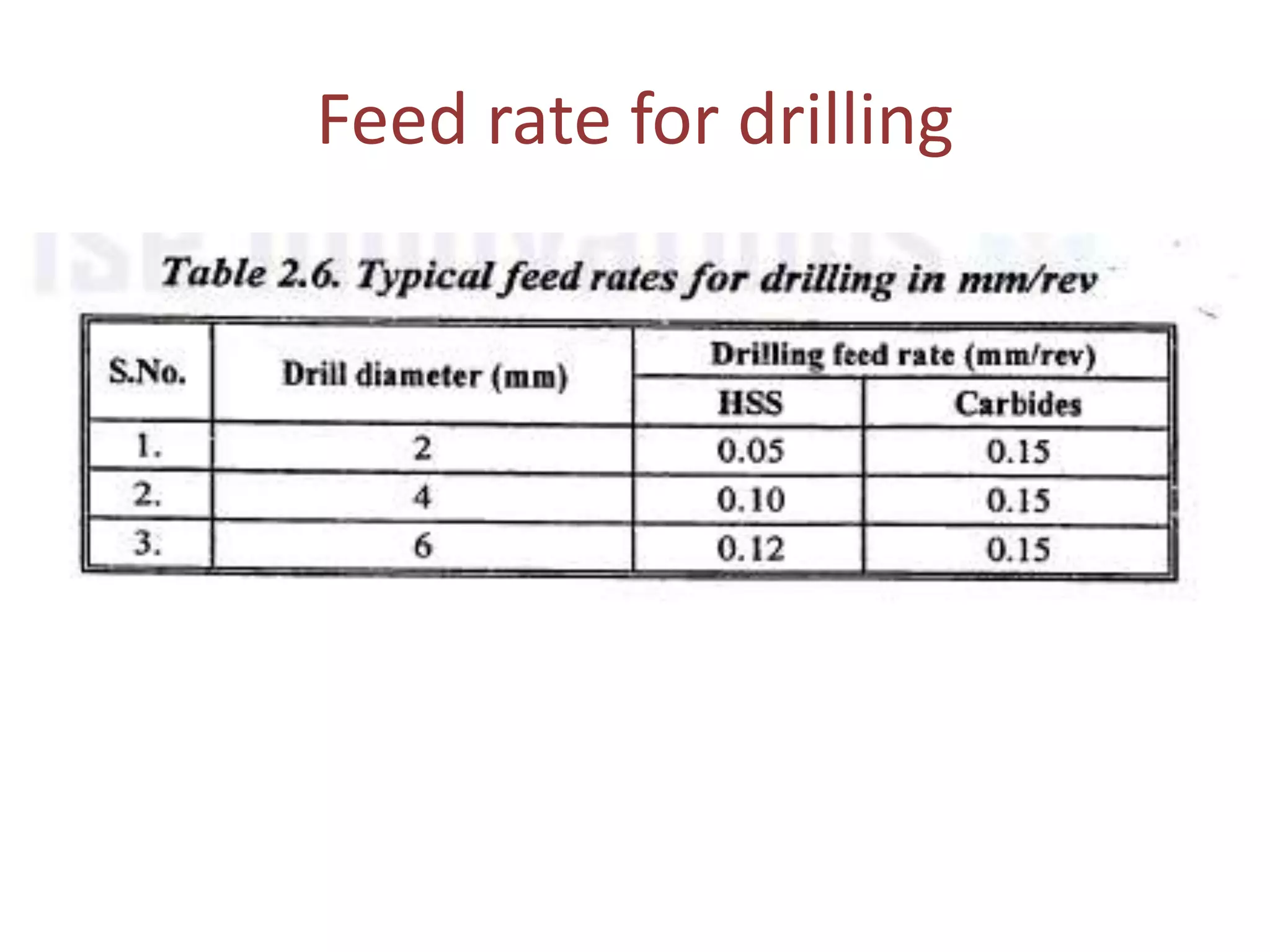
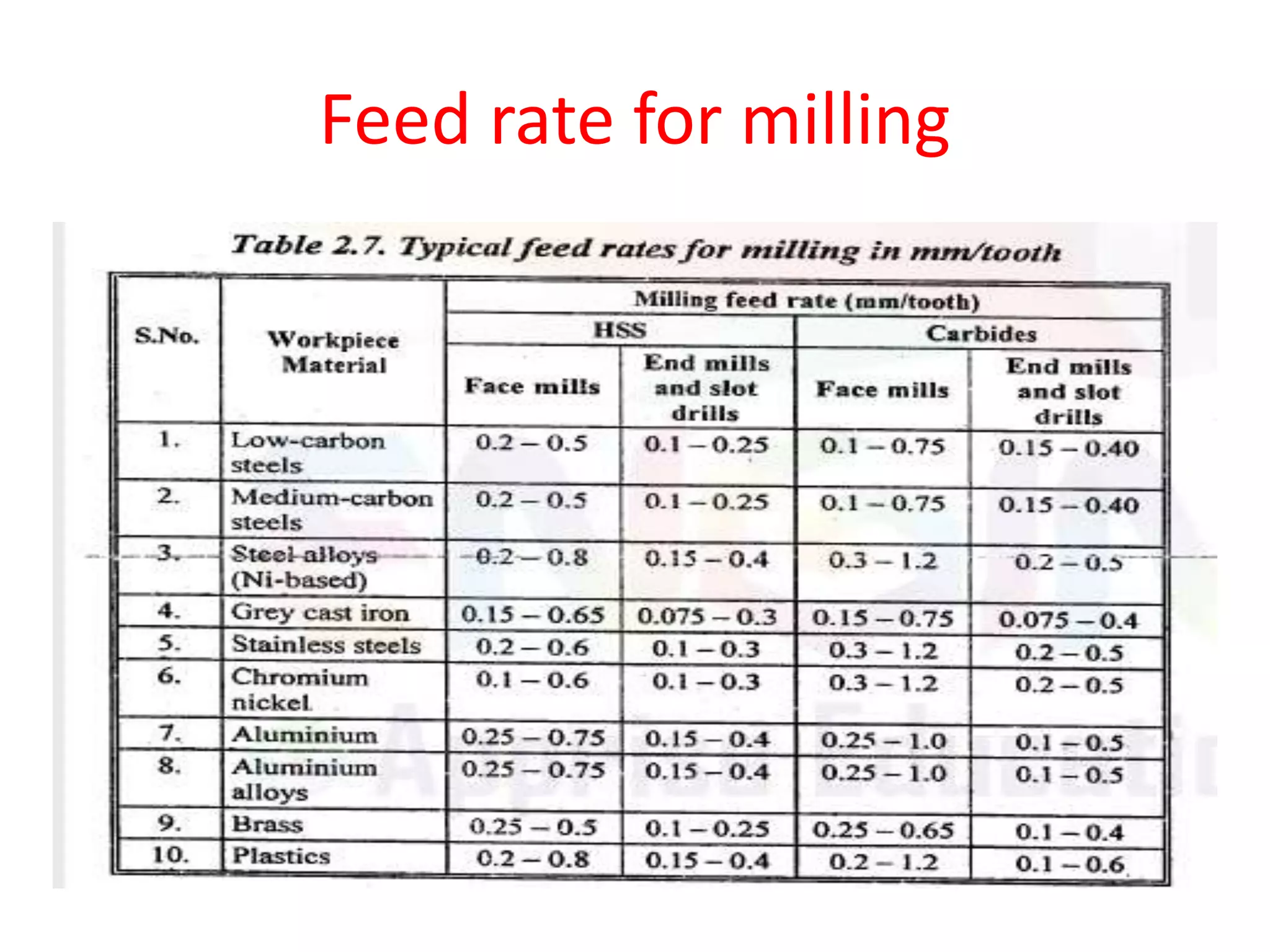
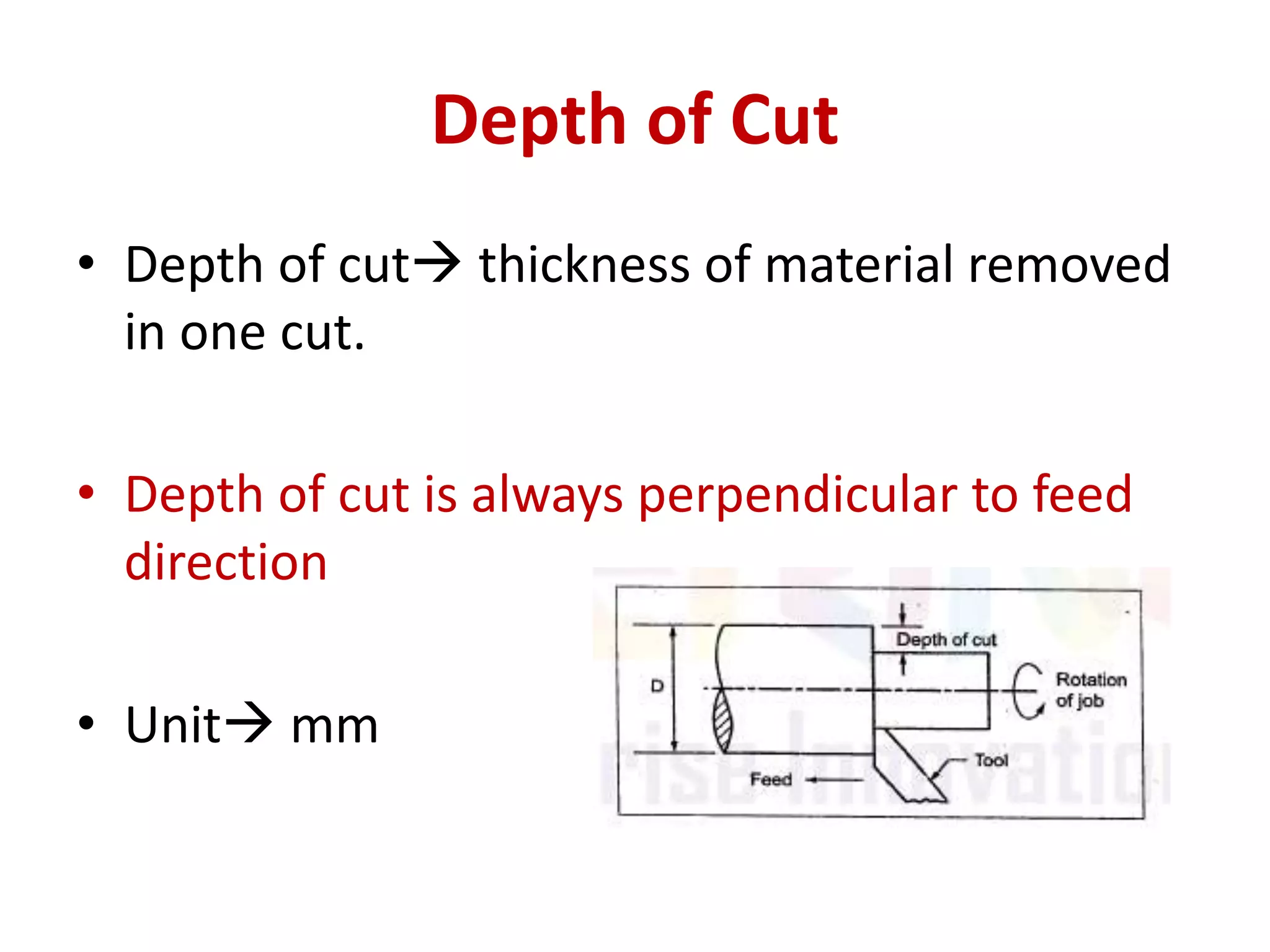
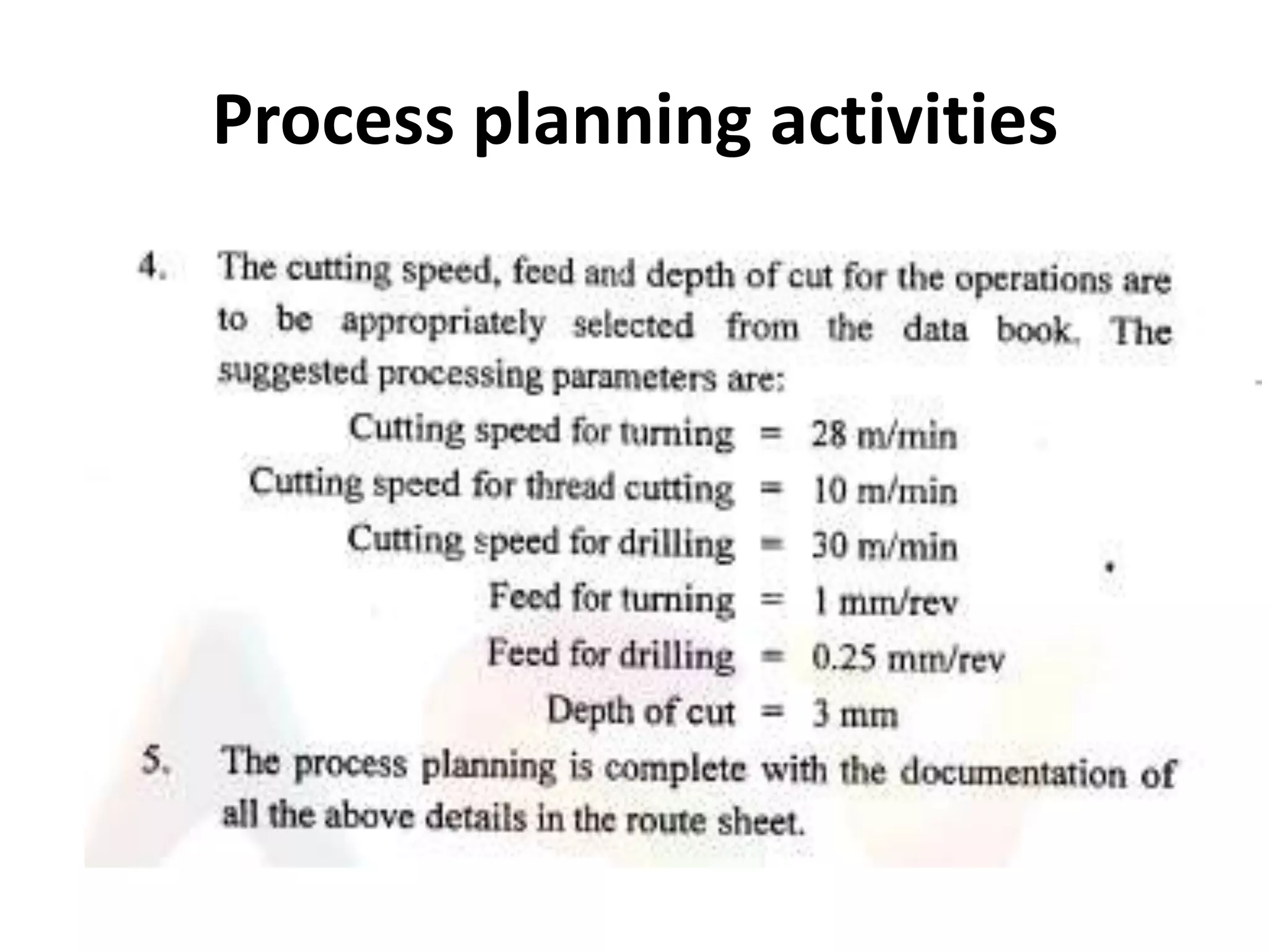
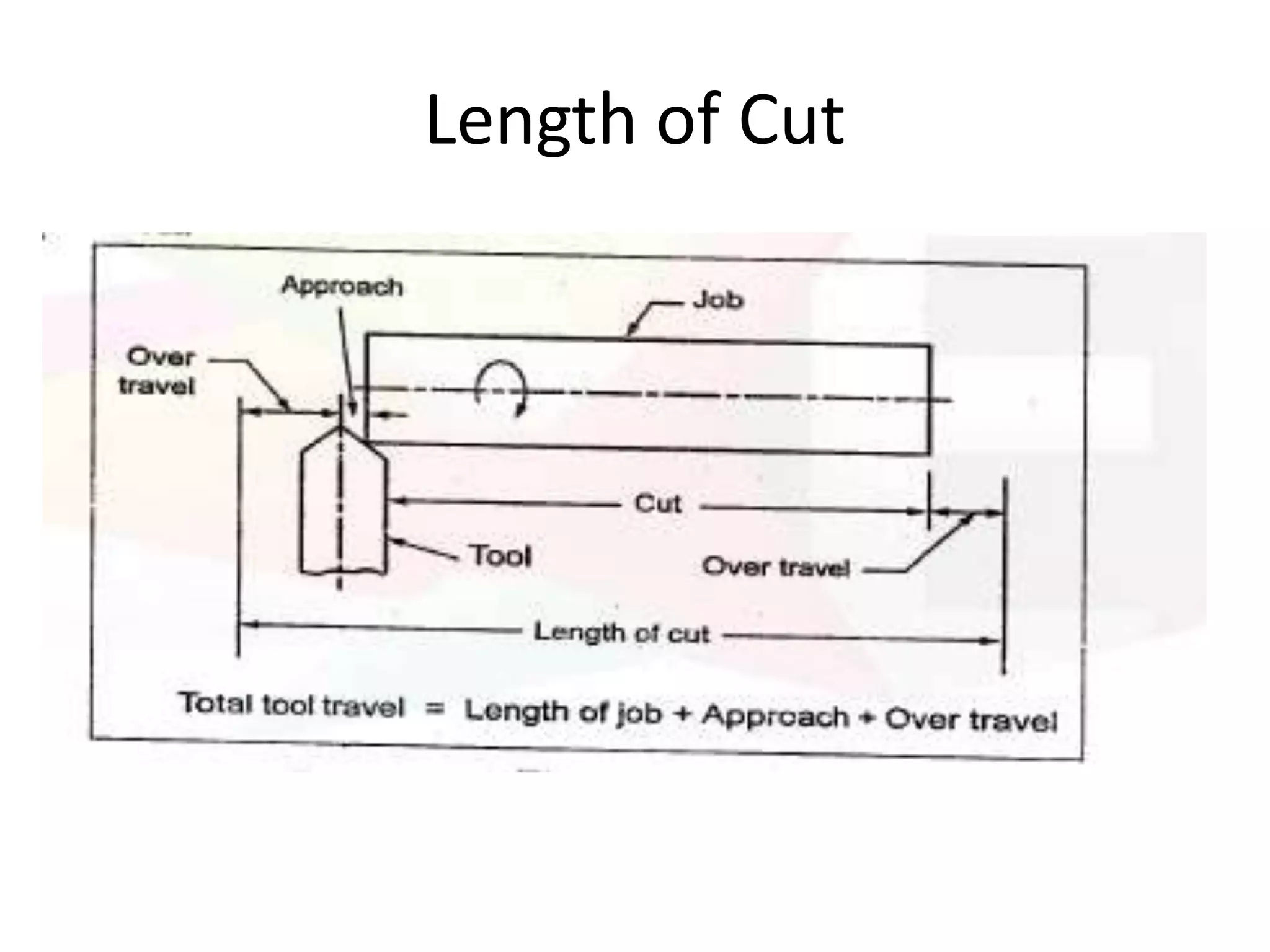
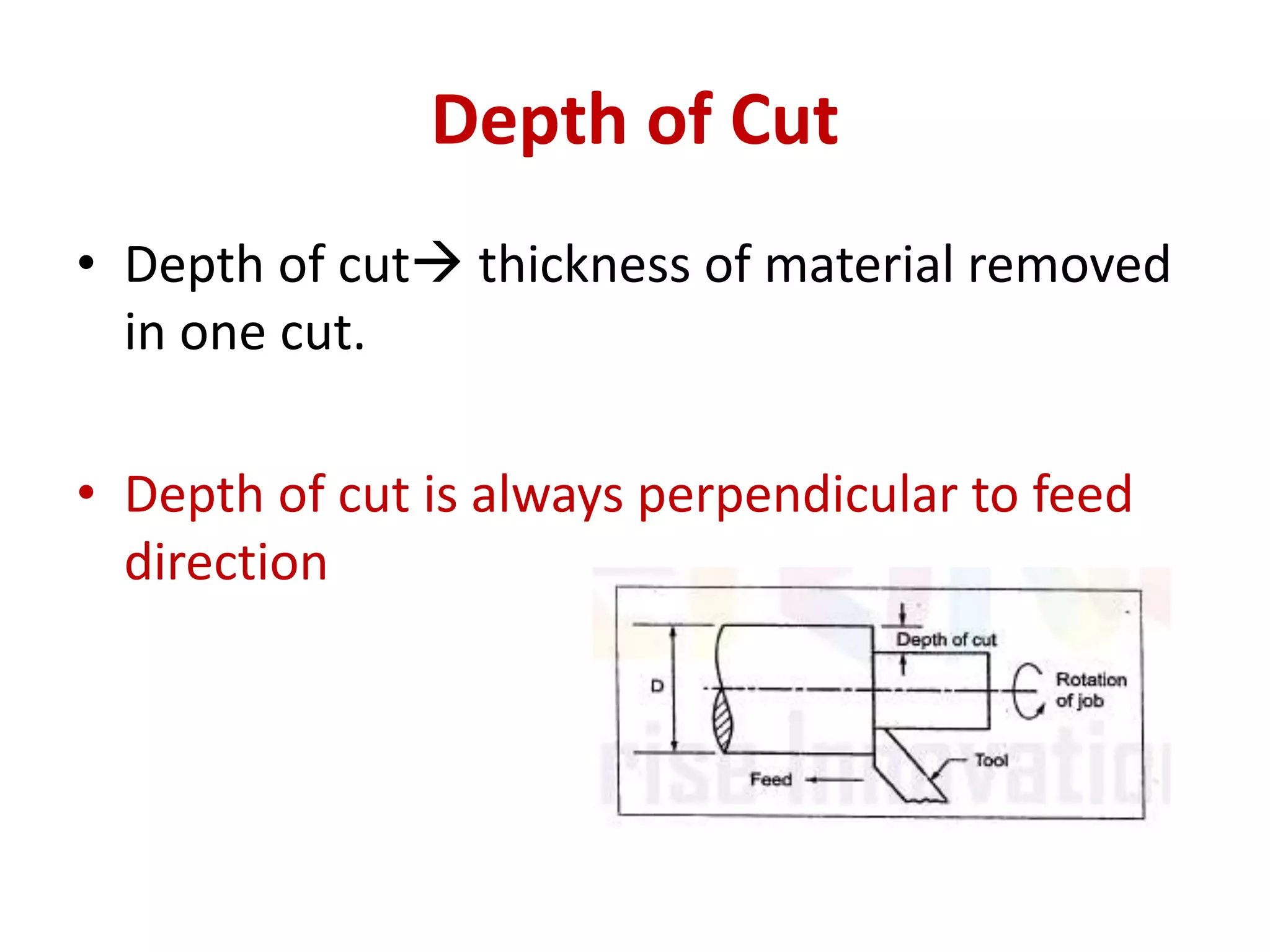
Details parameters like cutting speed, feed, and depth of cut. It includes influencing factors and their relevance to machining.
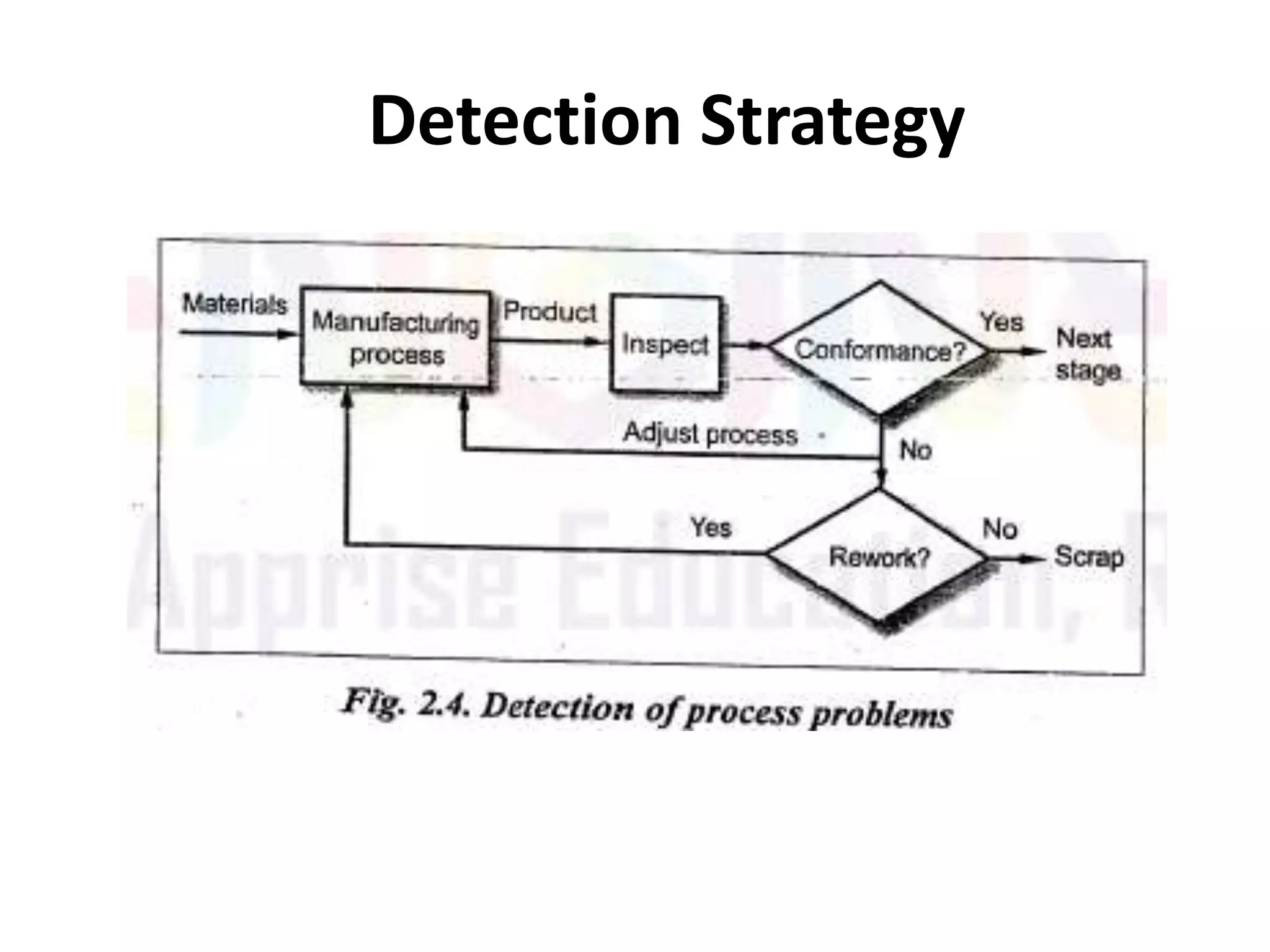
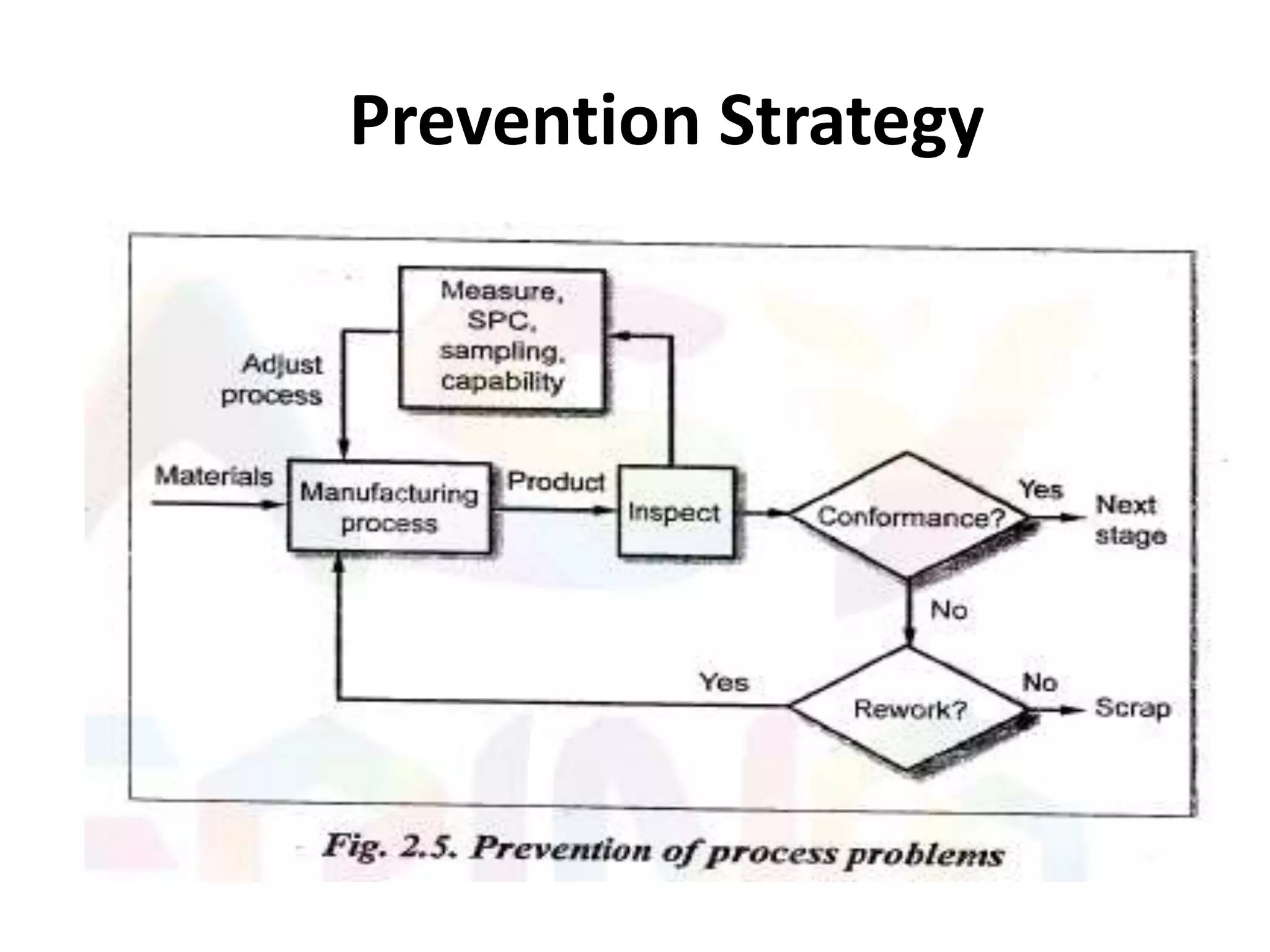
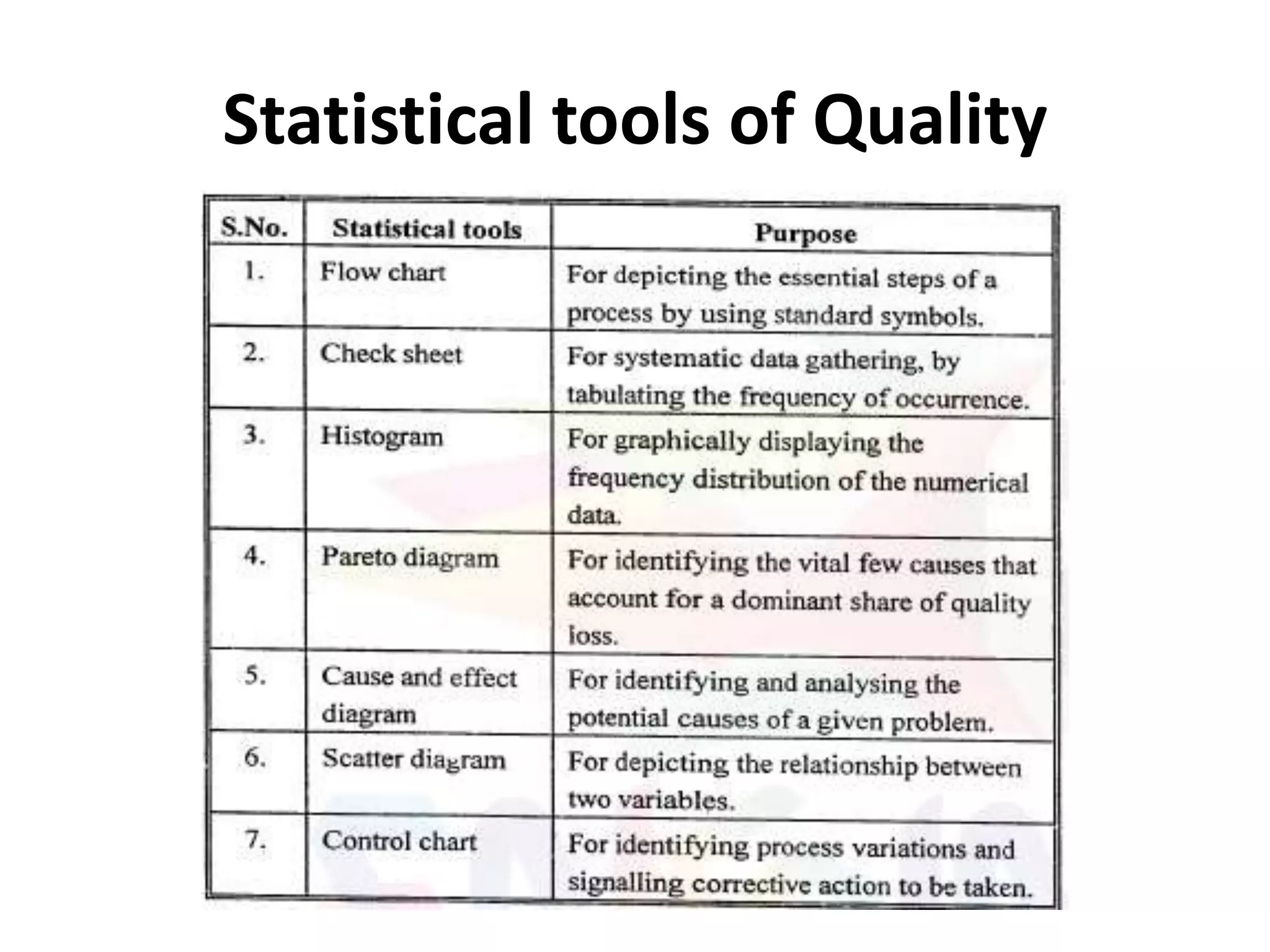
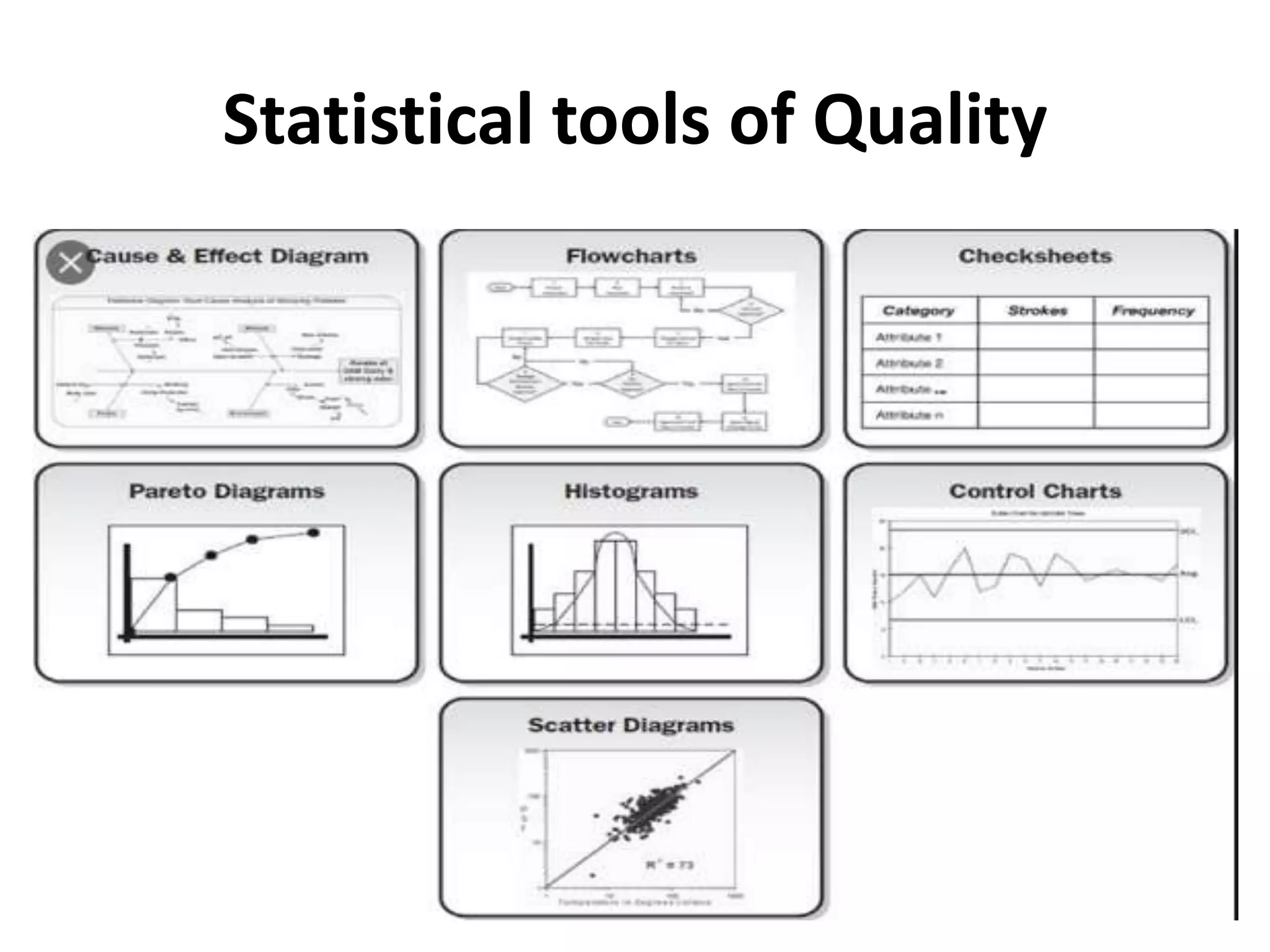
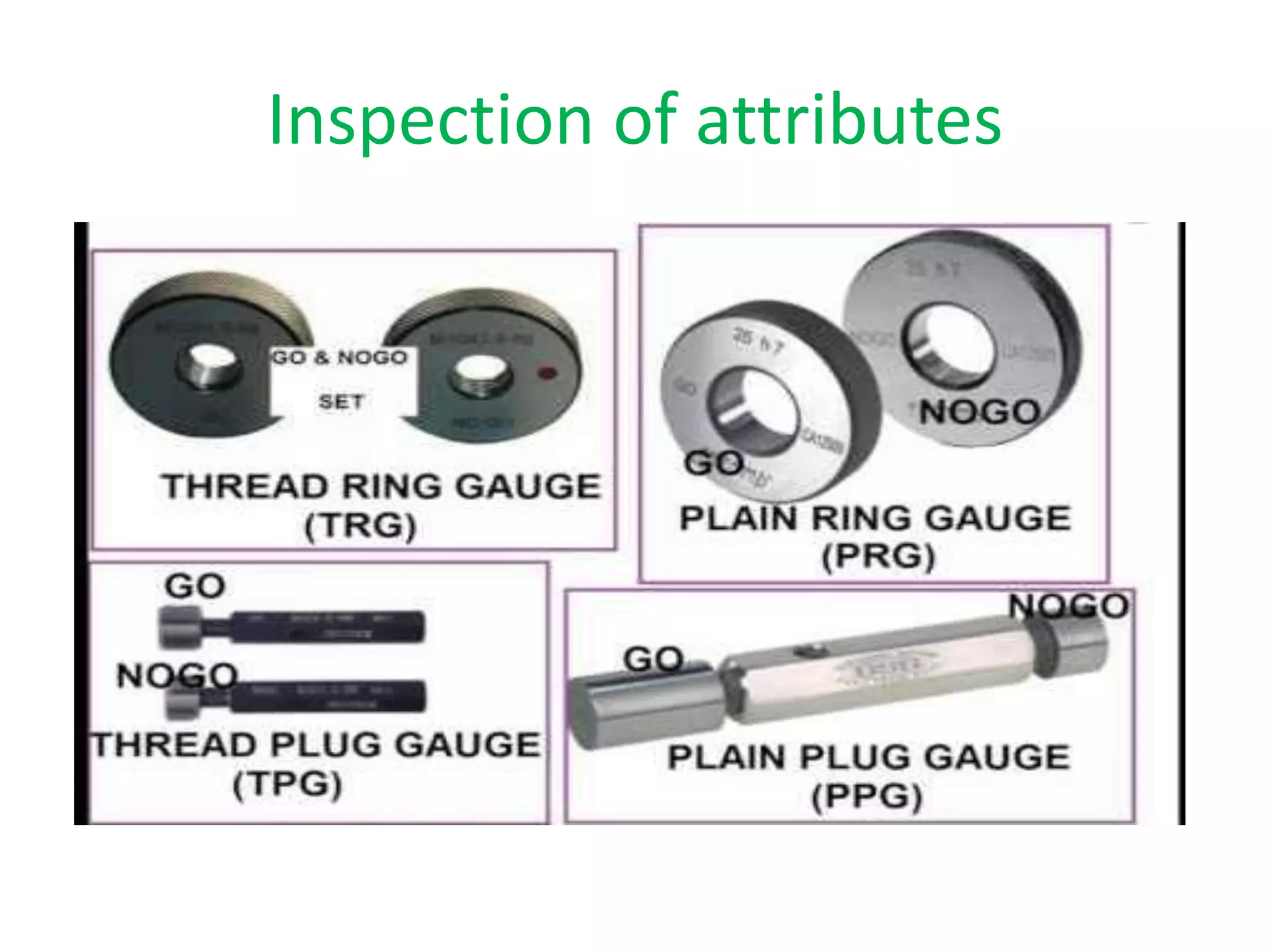
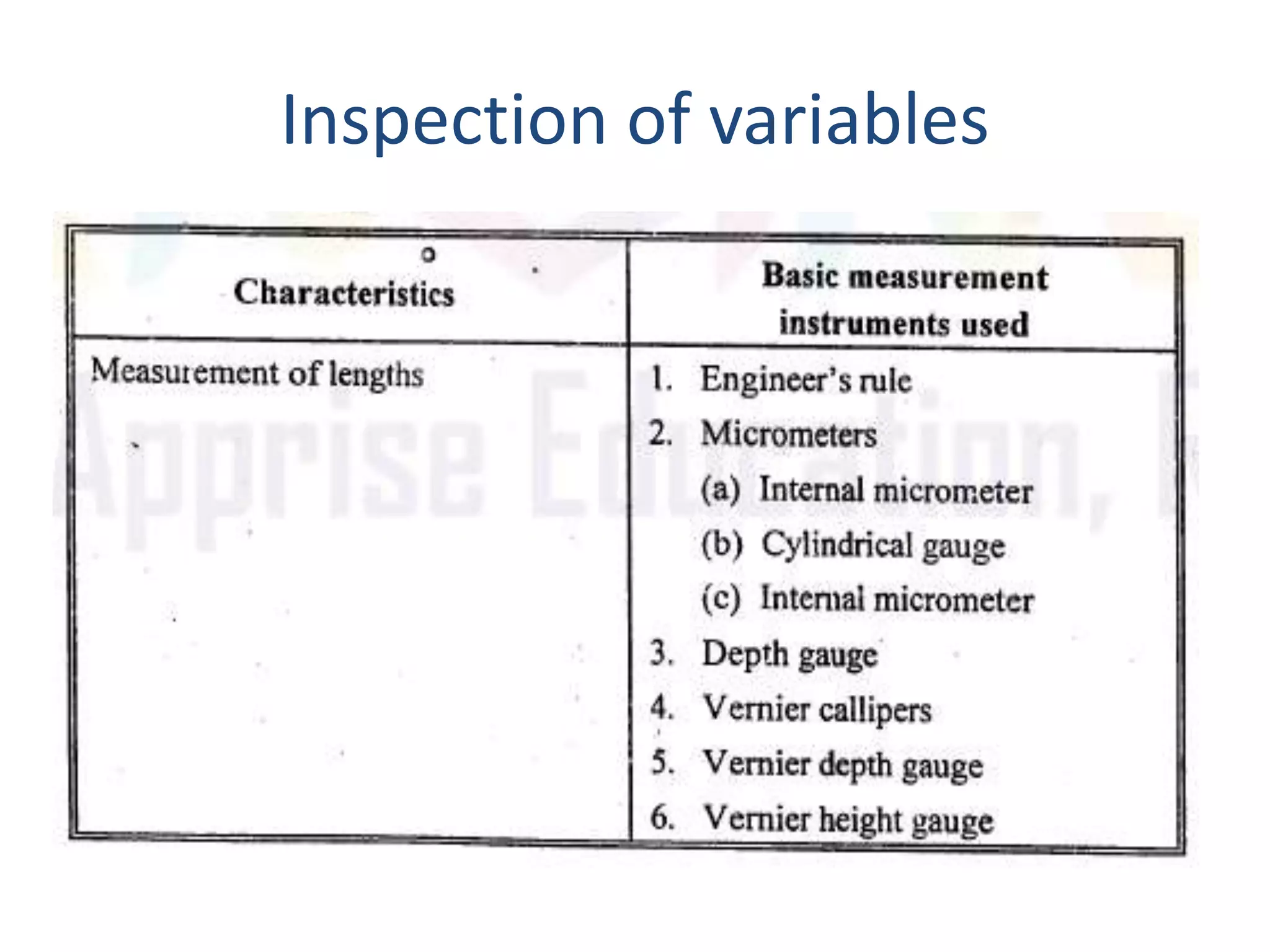
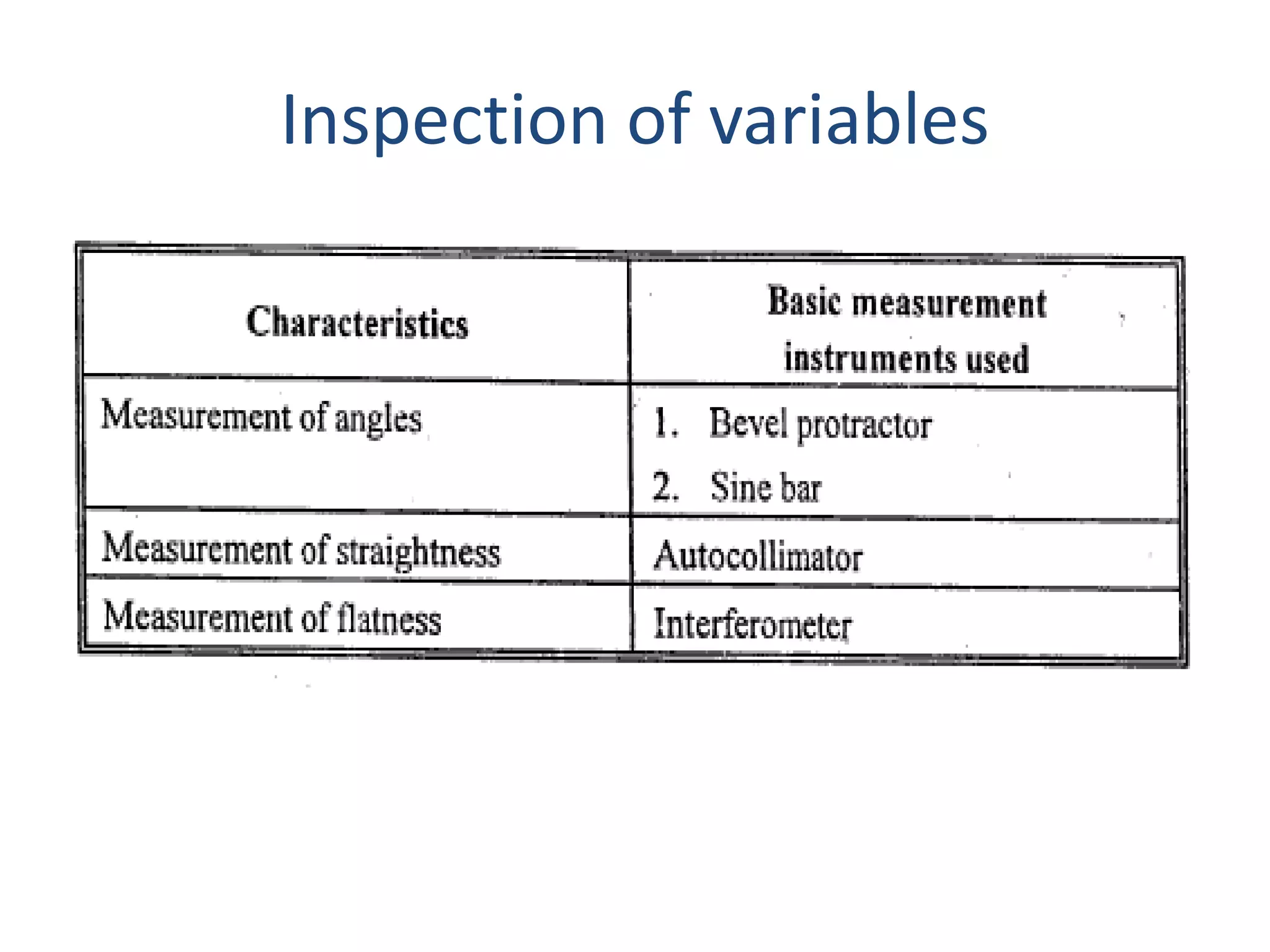
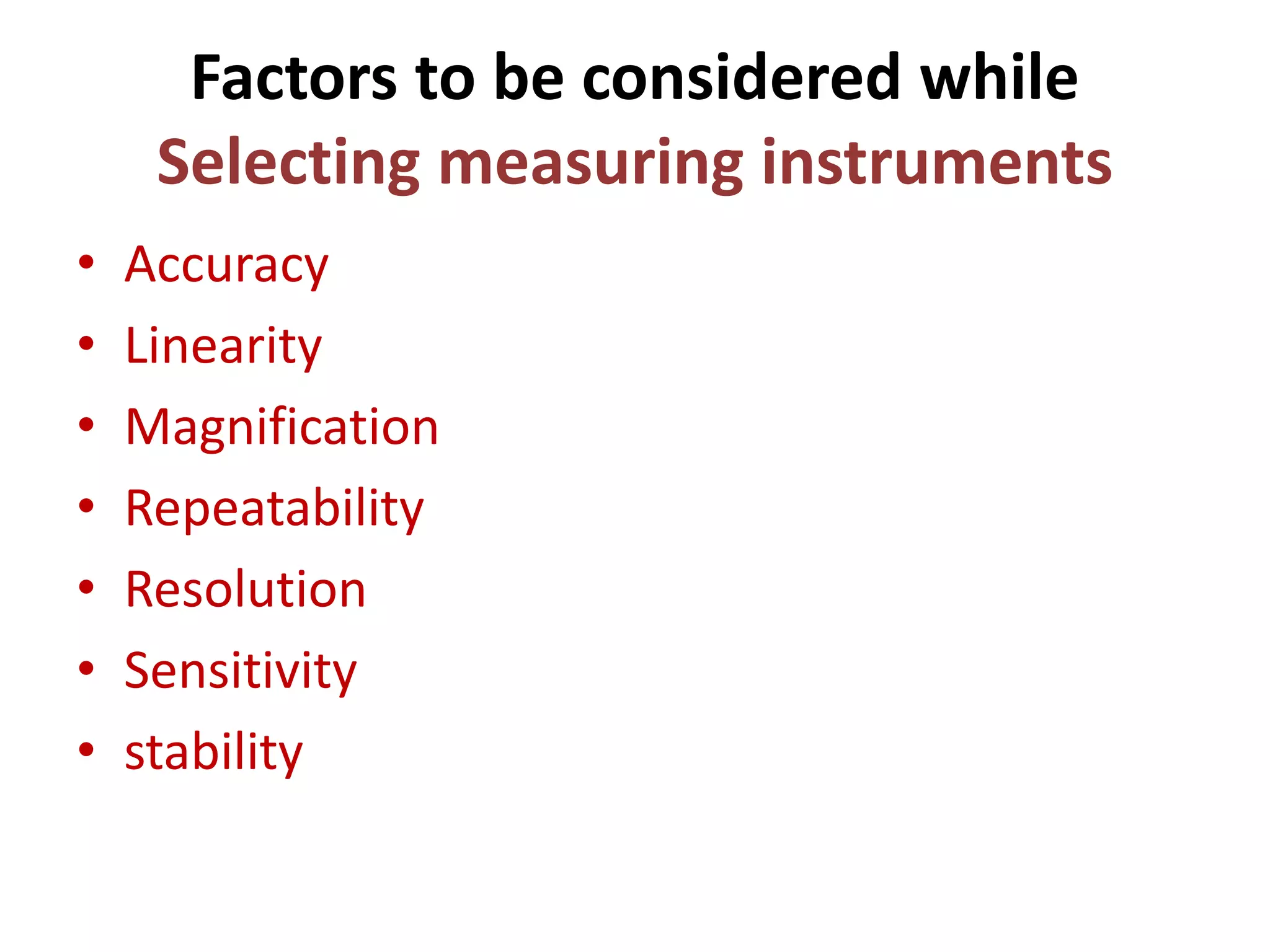
Covers methods and strategies in quality assurance, including inspection techniques, criteria, and statistical tools for quality control.
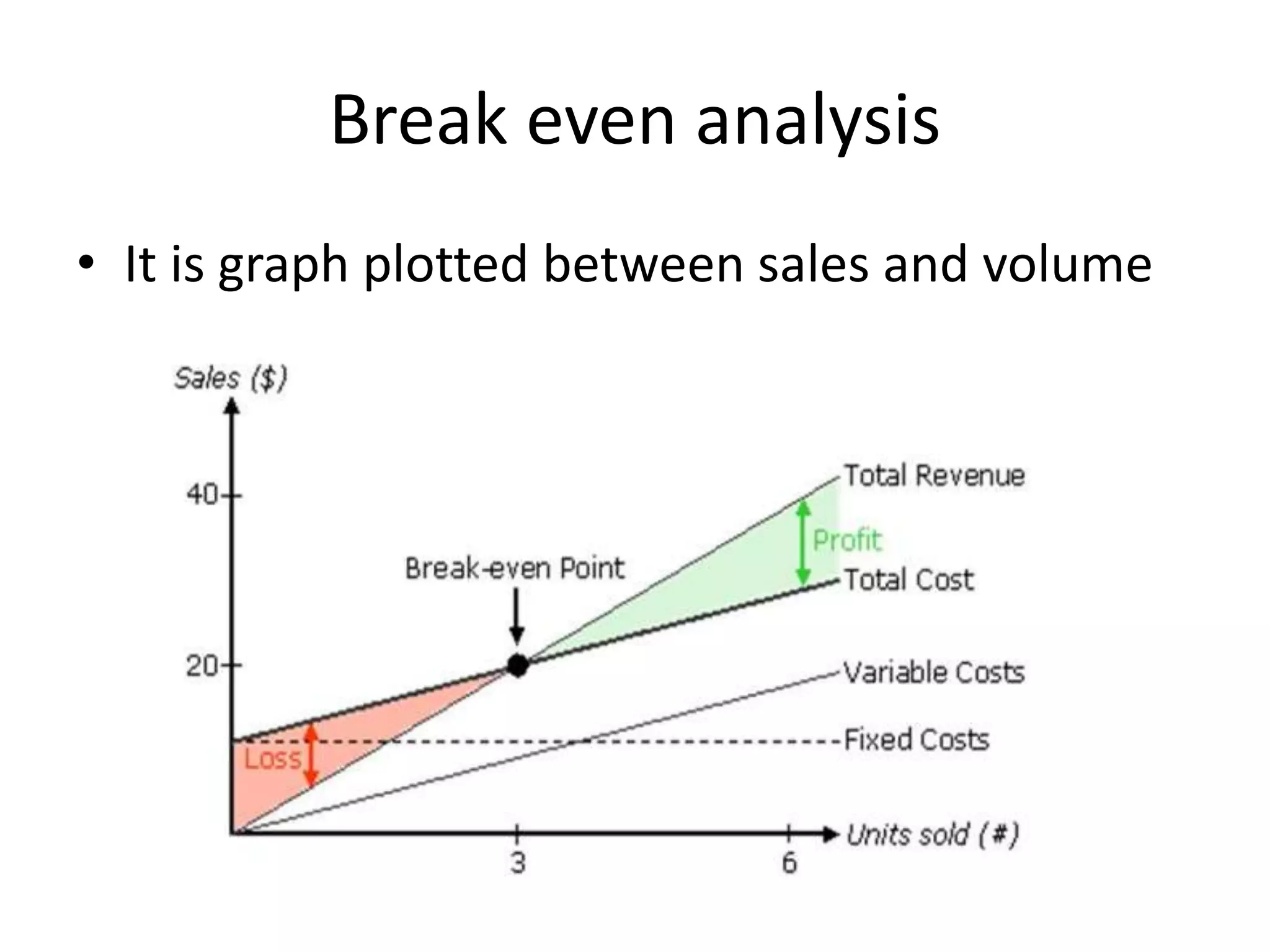
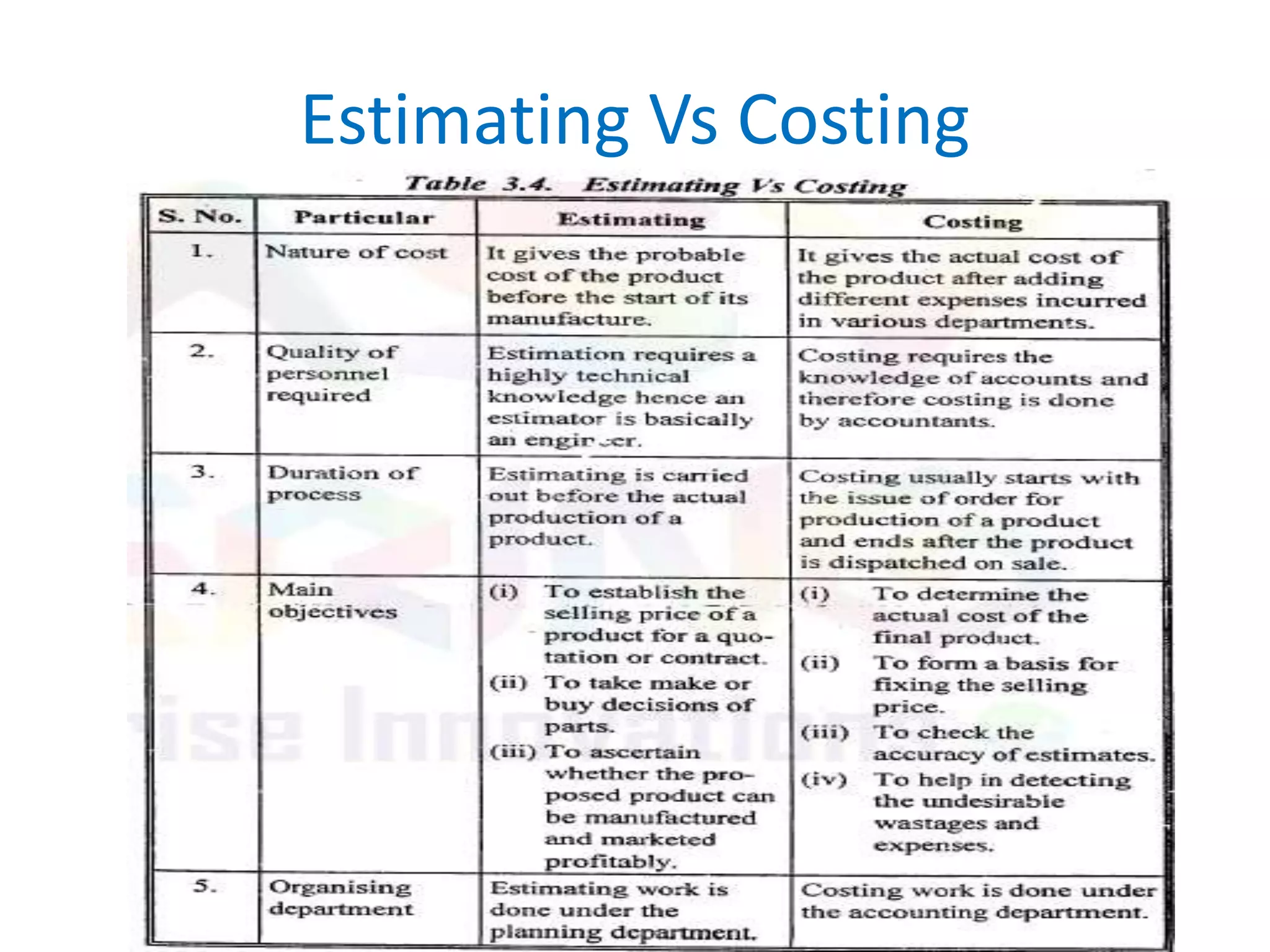
Introduction to cost estimation versus cost accounting with definitions and importance for manufacturing policy decisions.
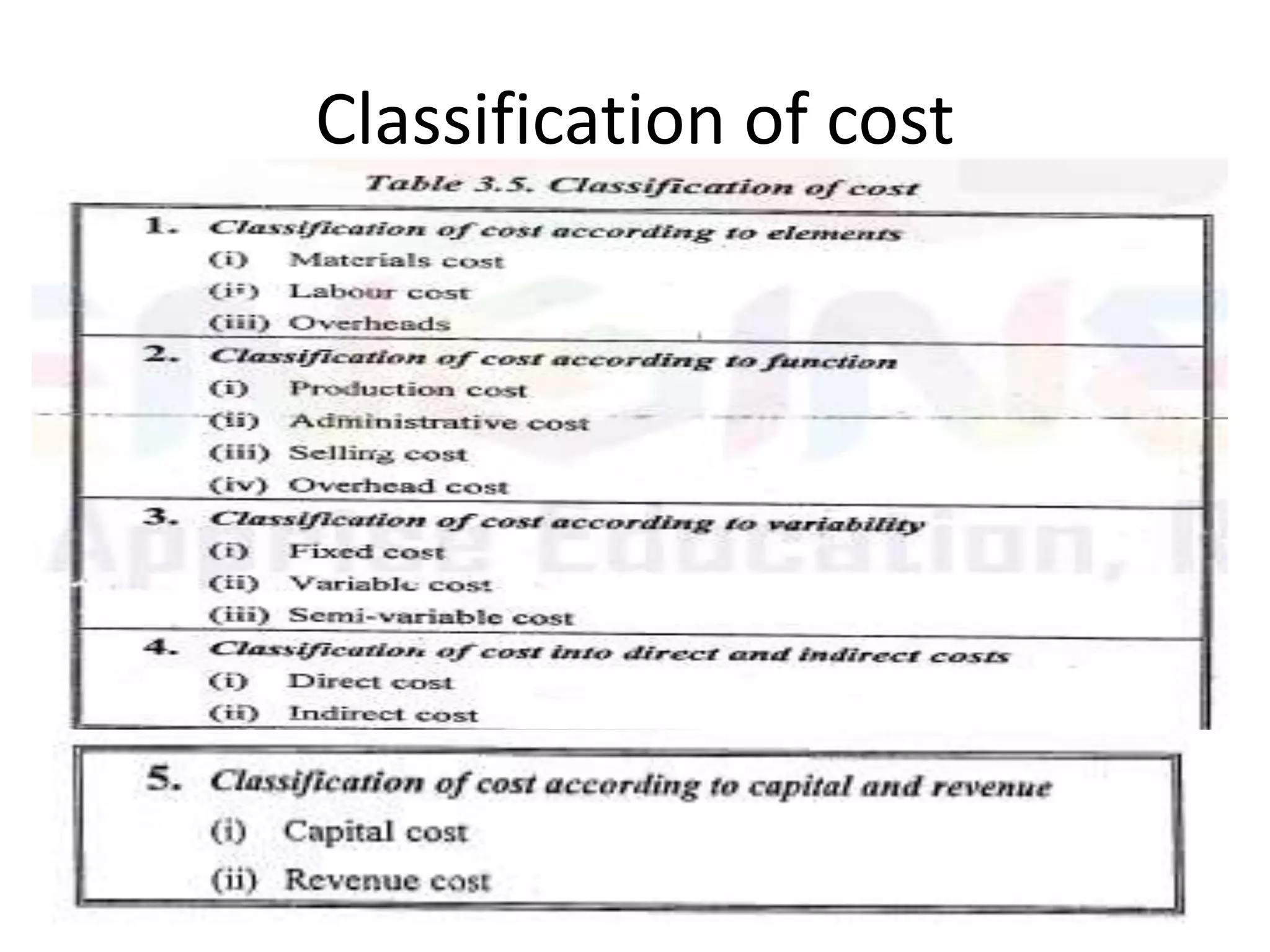
Objectives of cost estimation along with classifications: preliminary and final estimates and their accuracy levels.
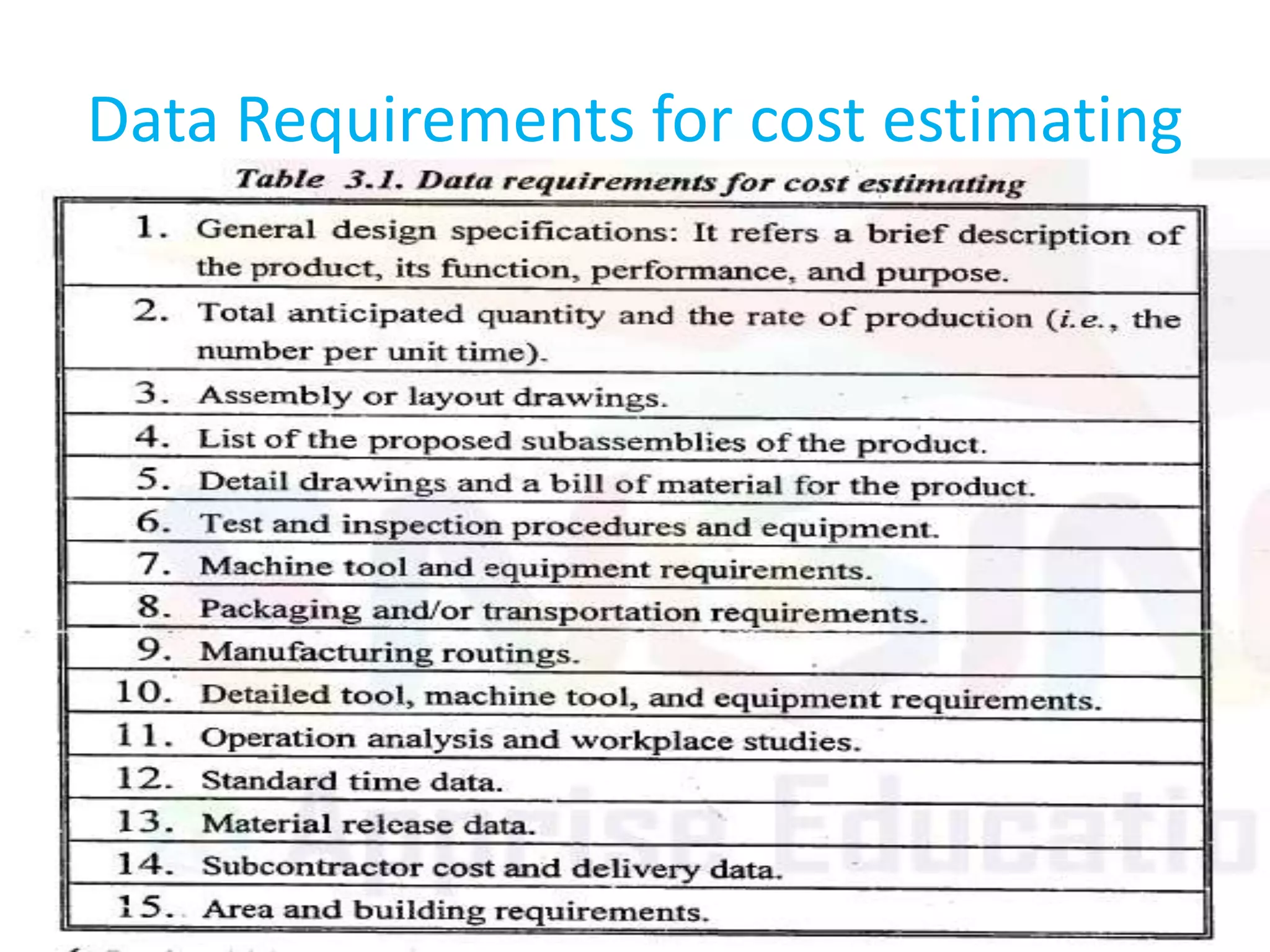
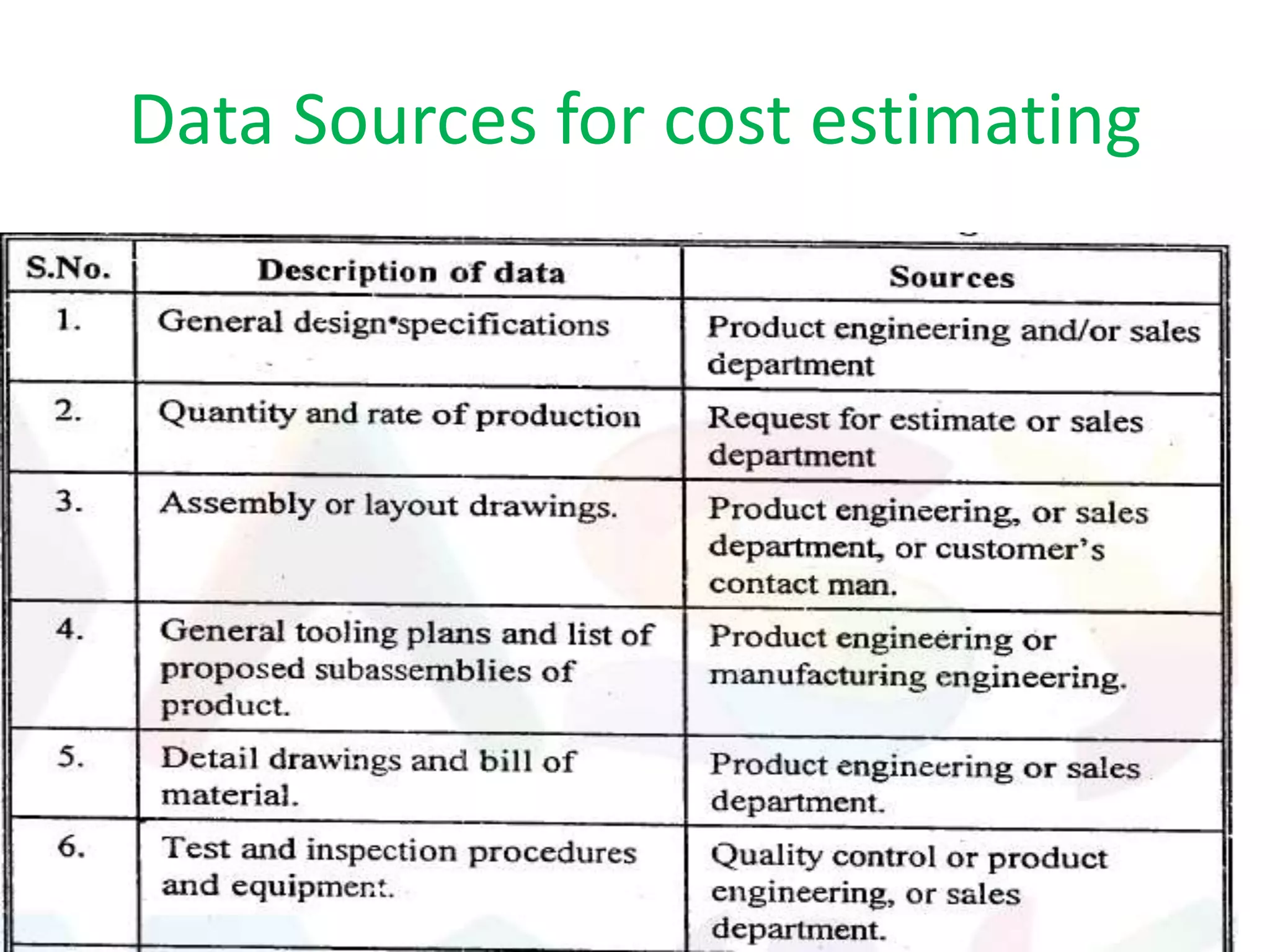
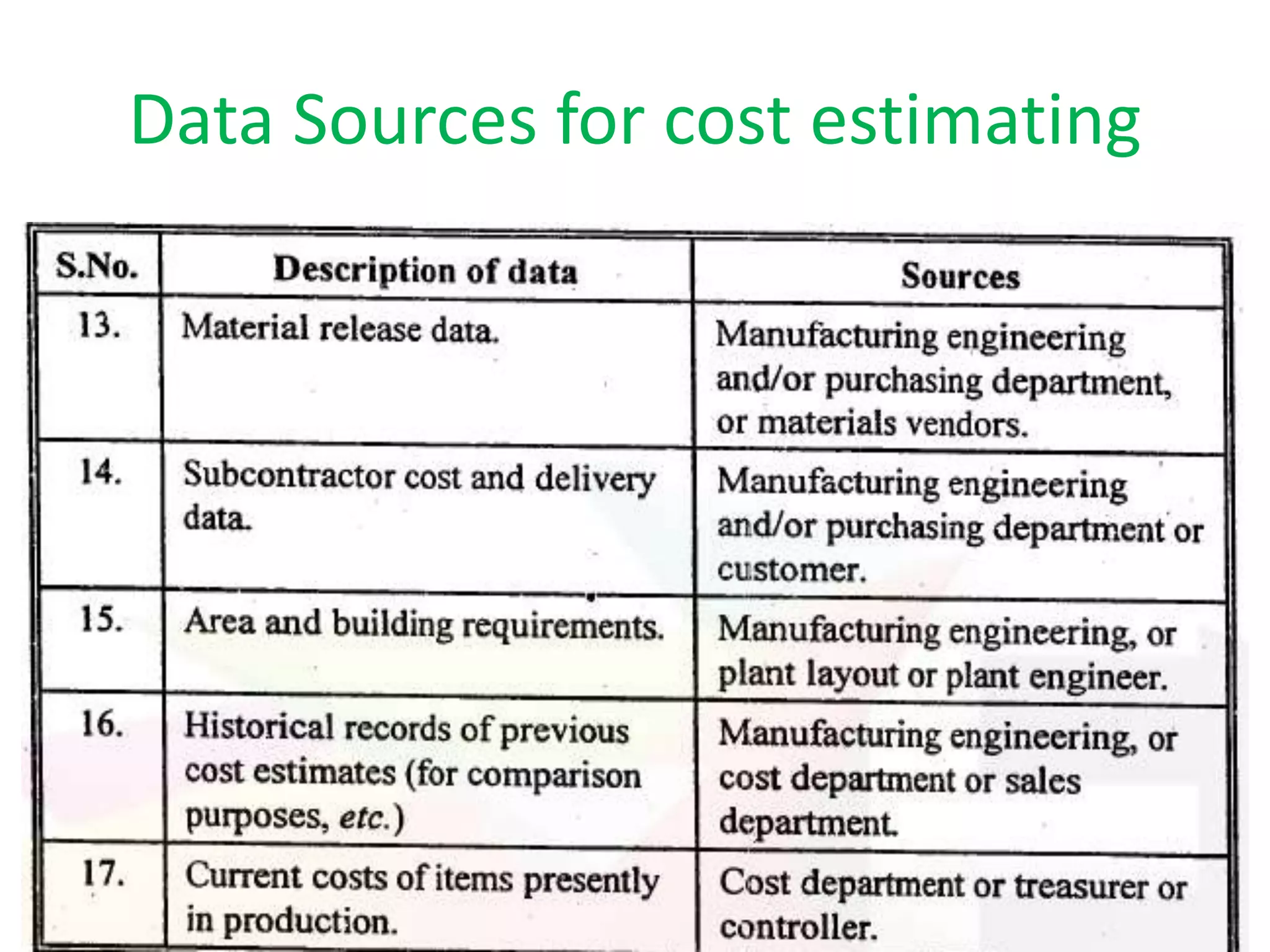
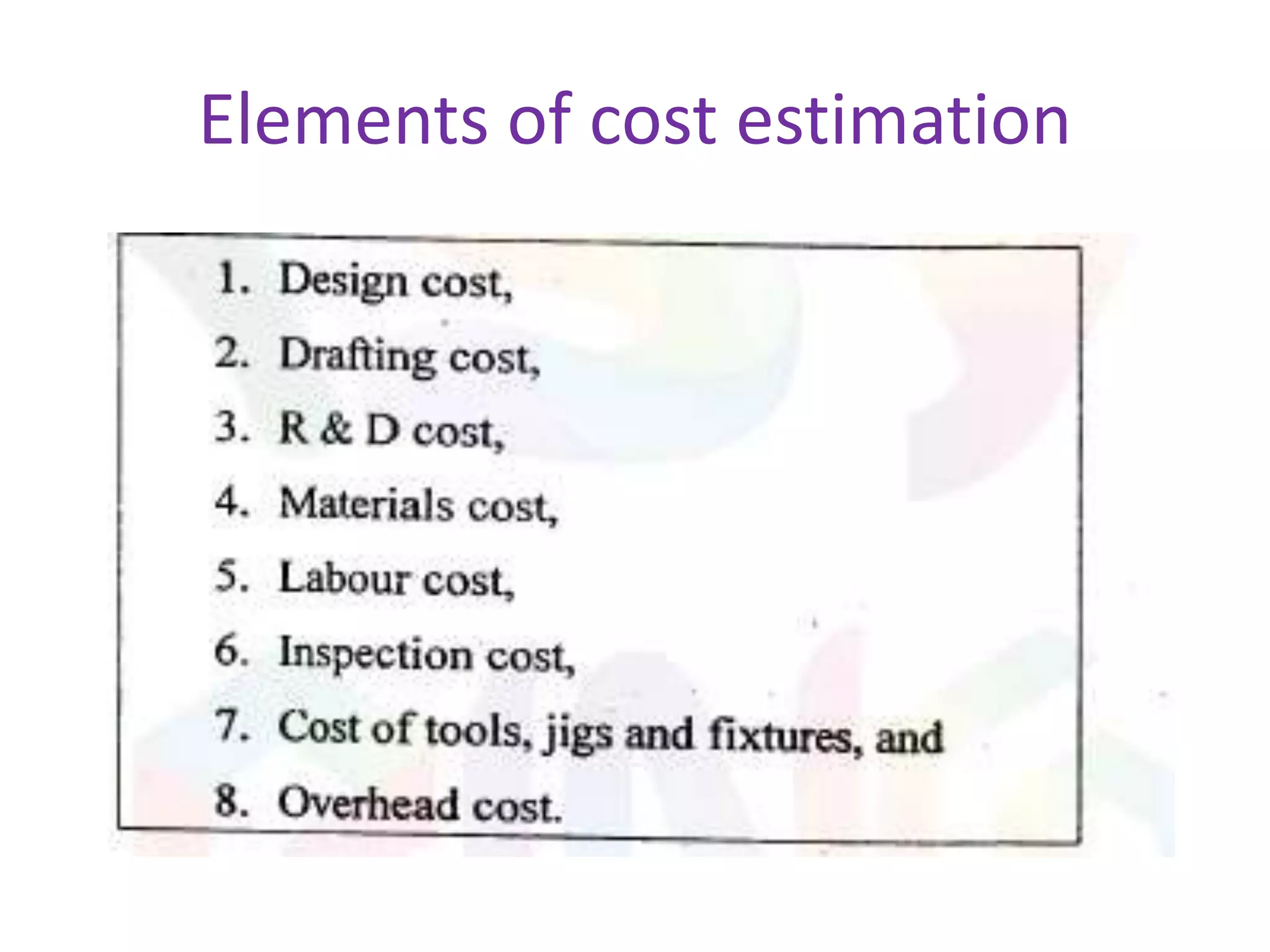
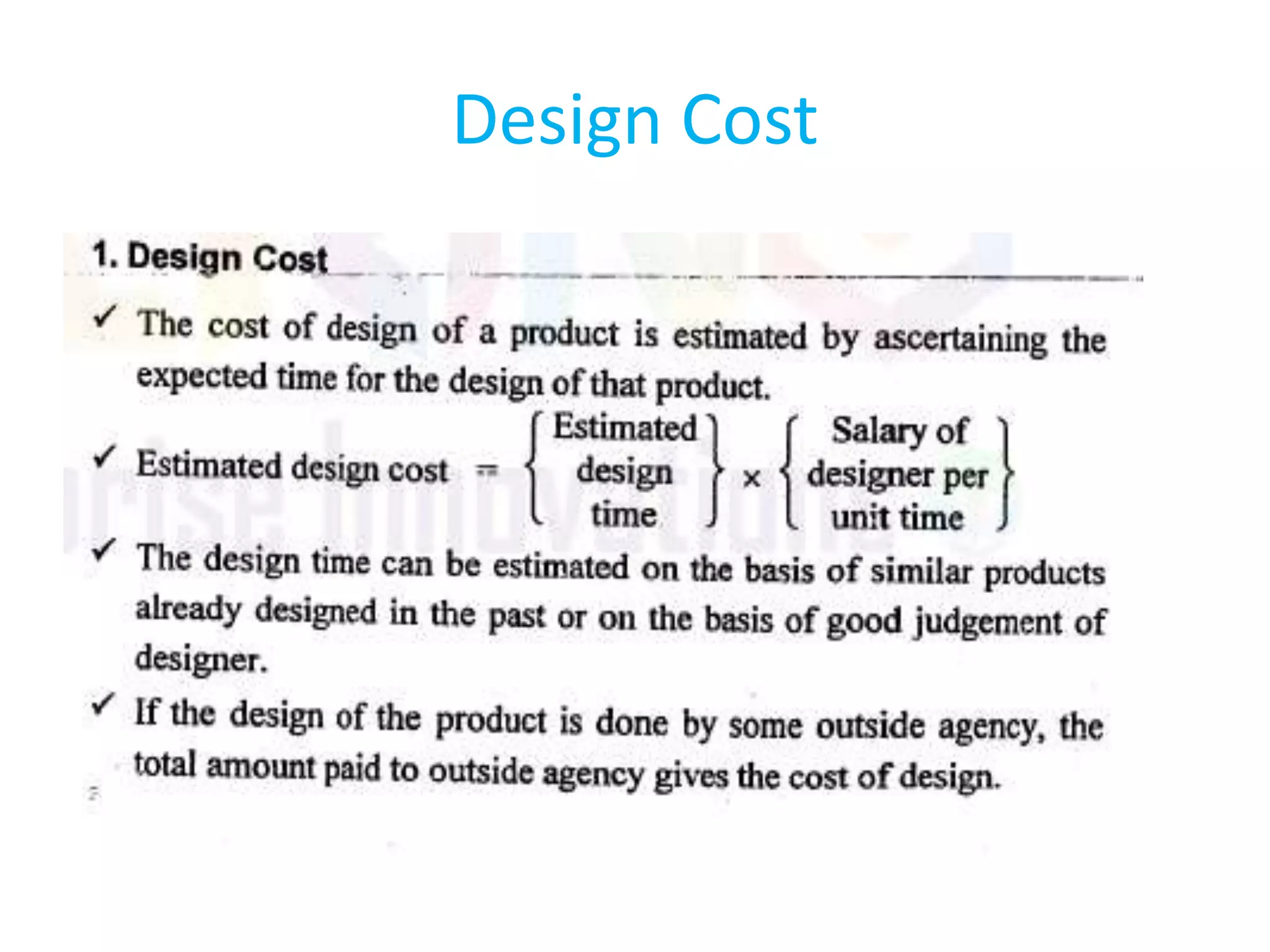
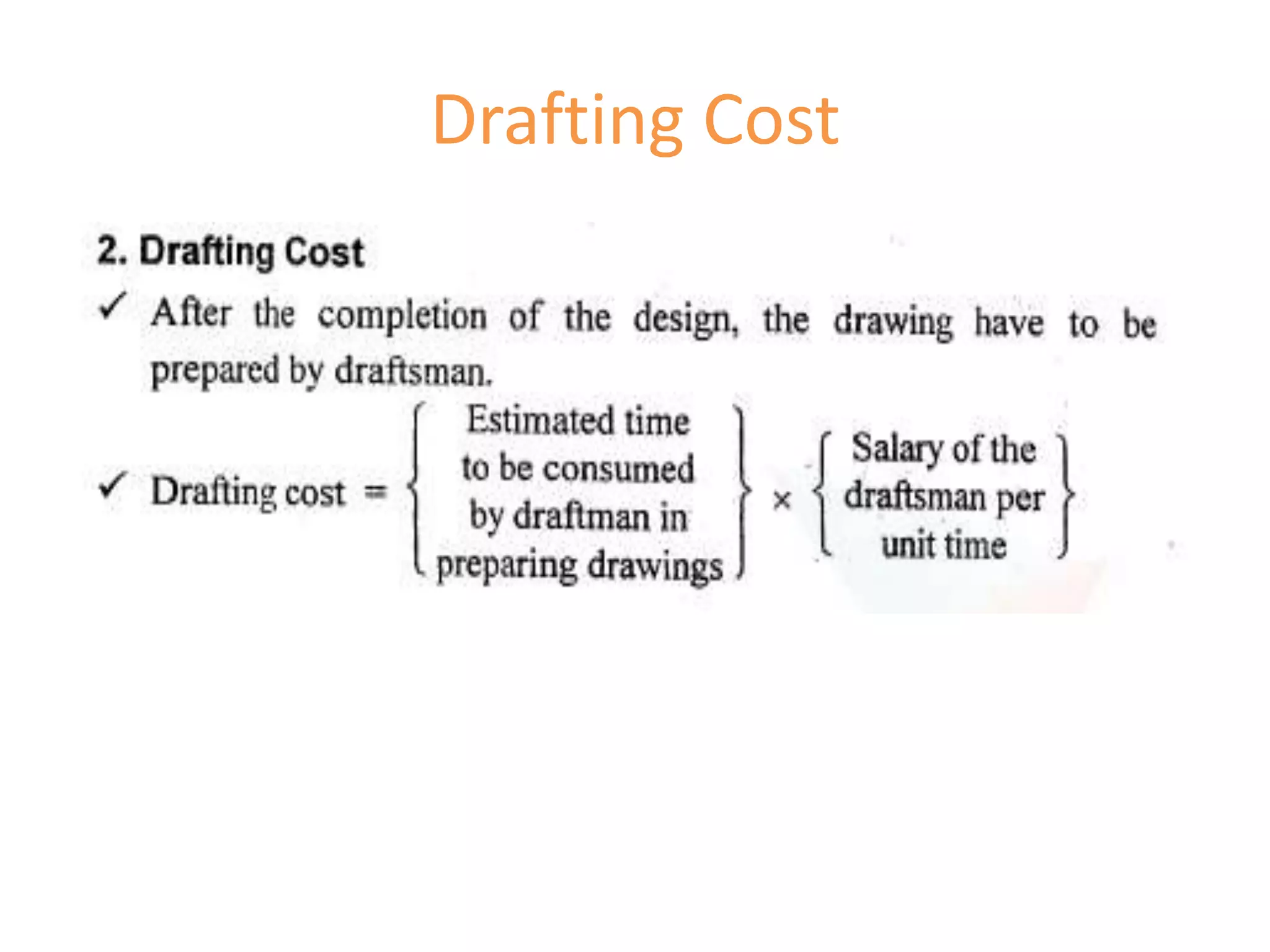
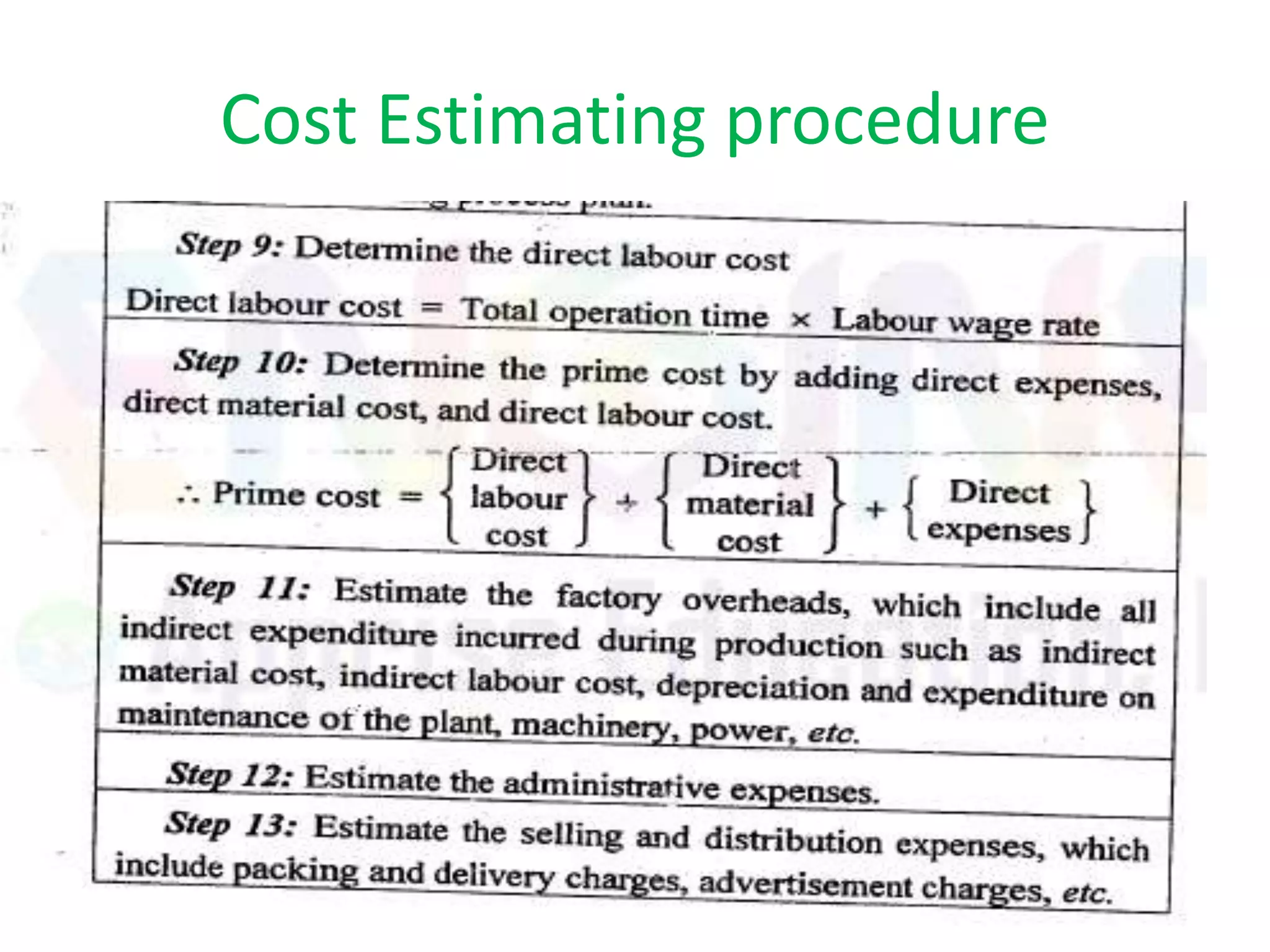
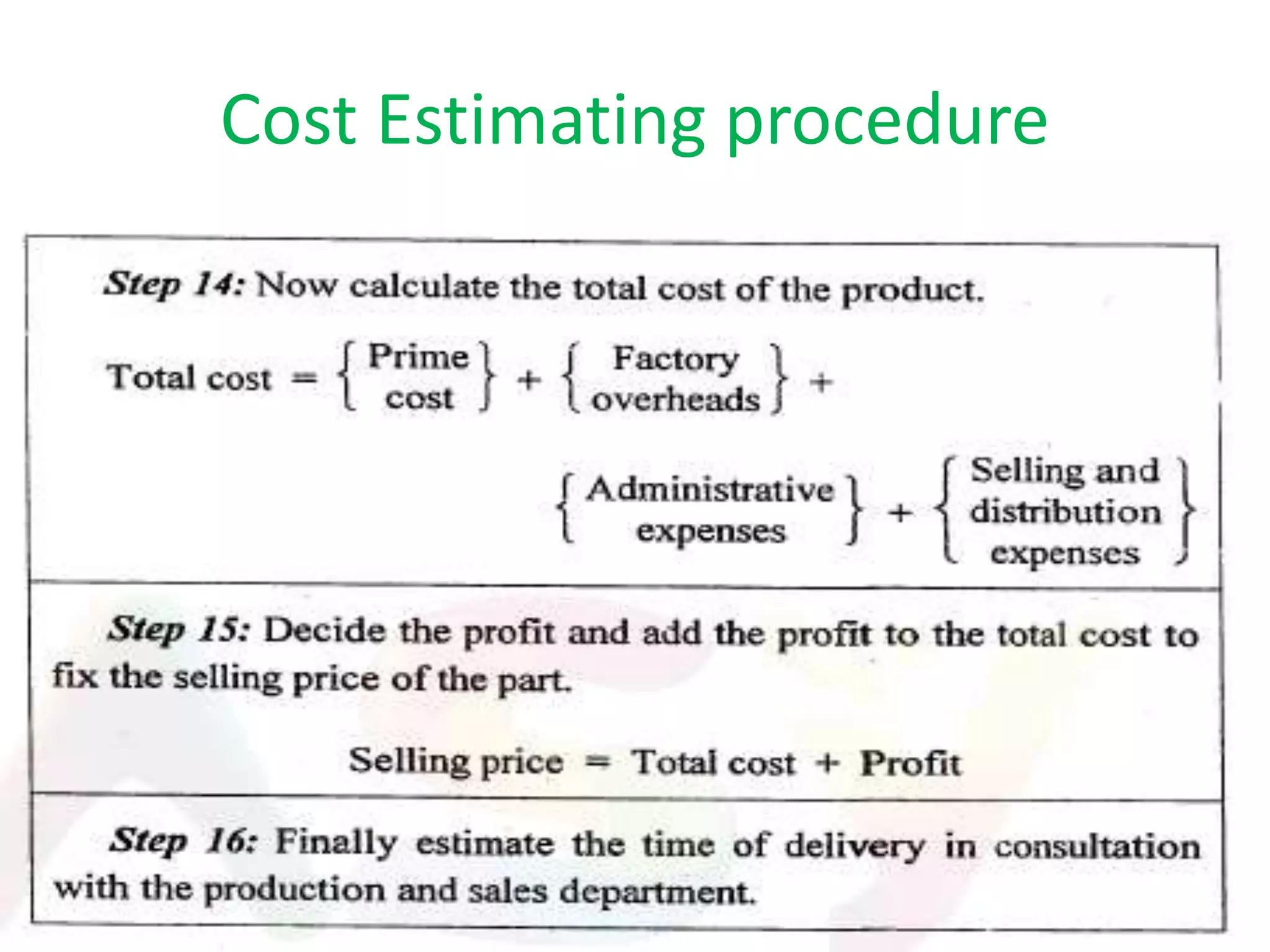
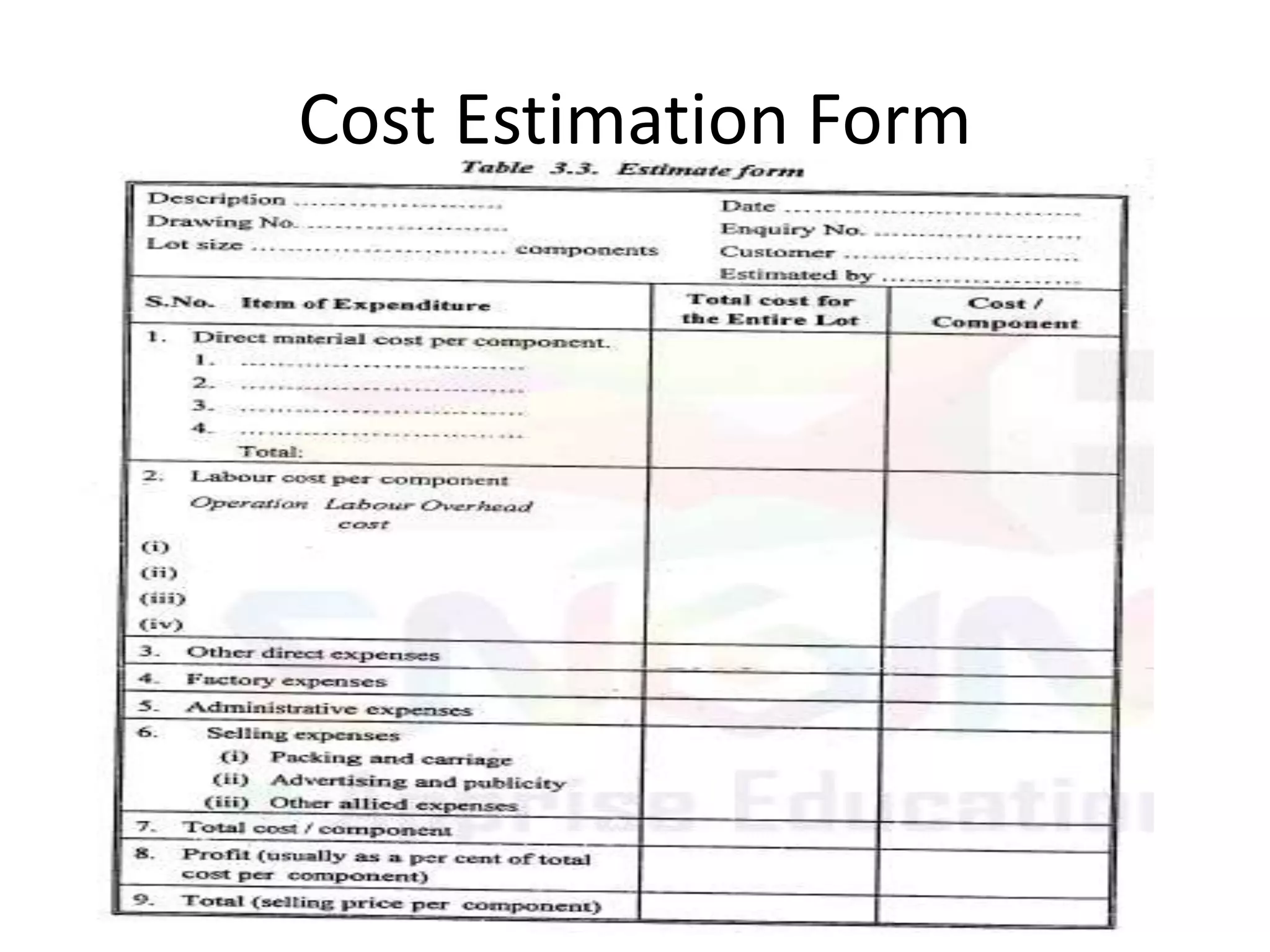
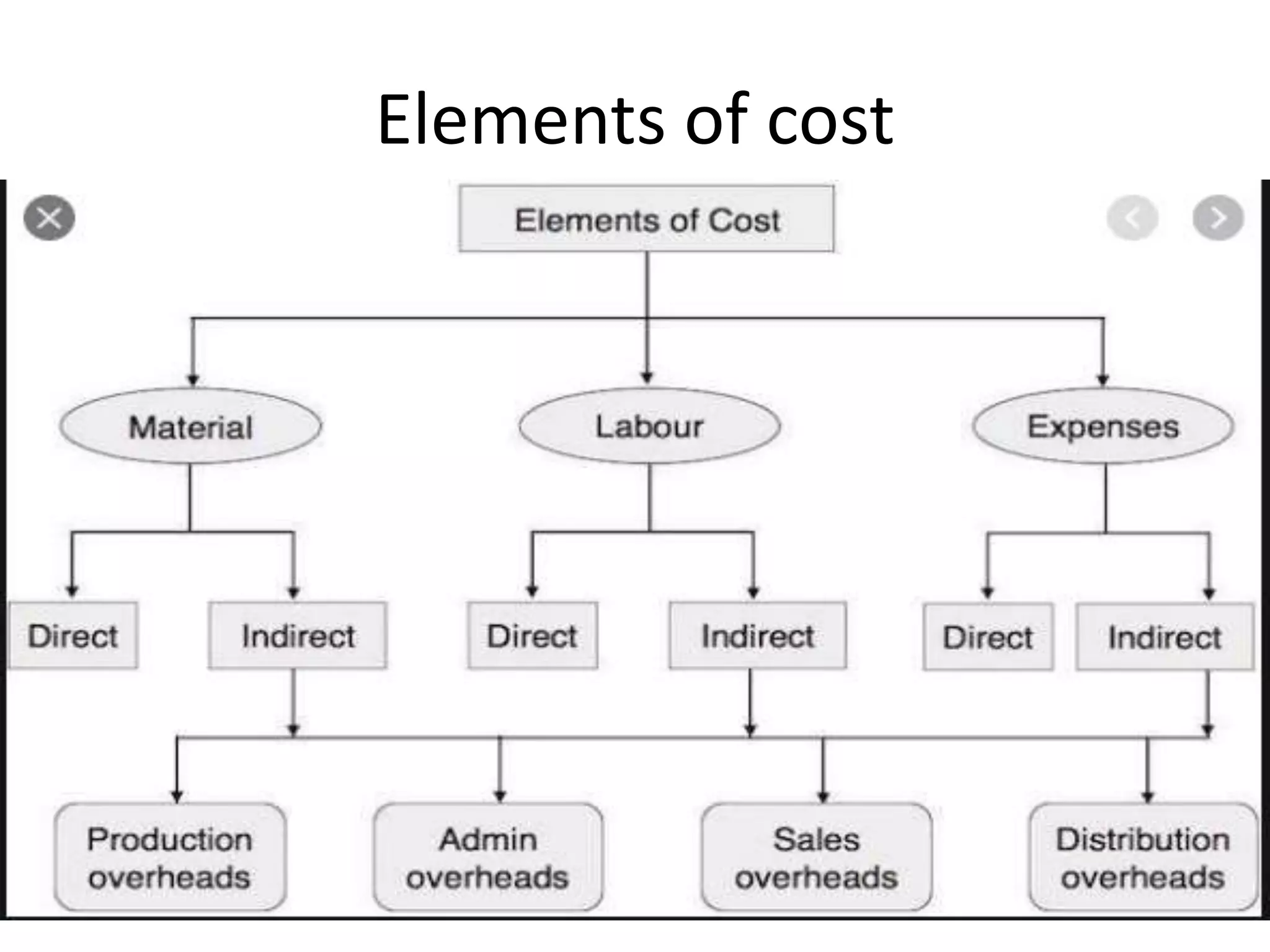
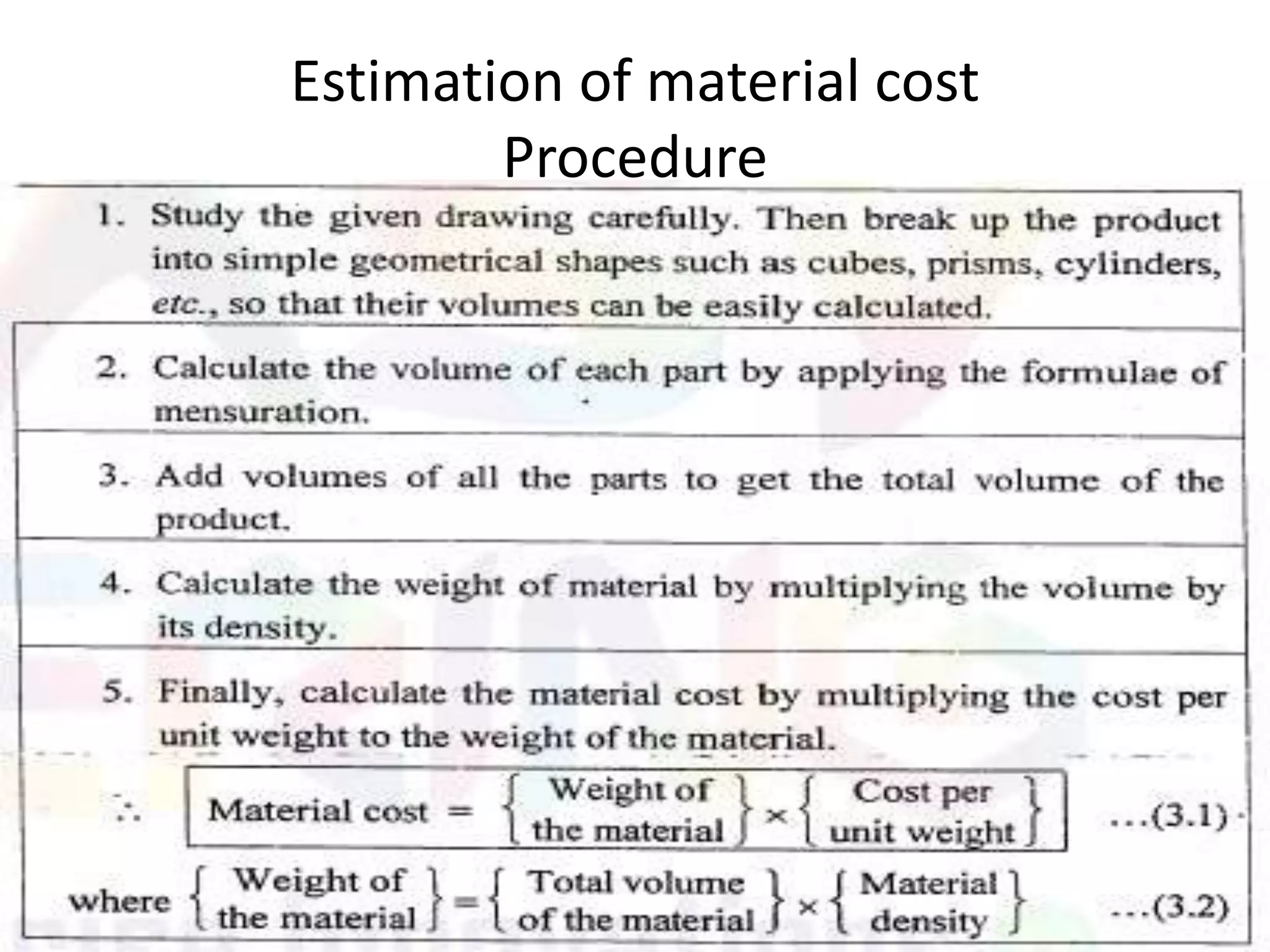
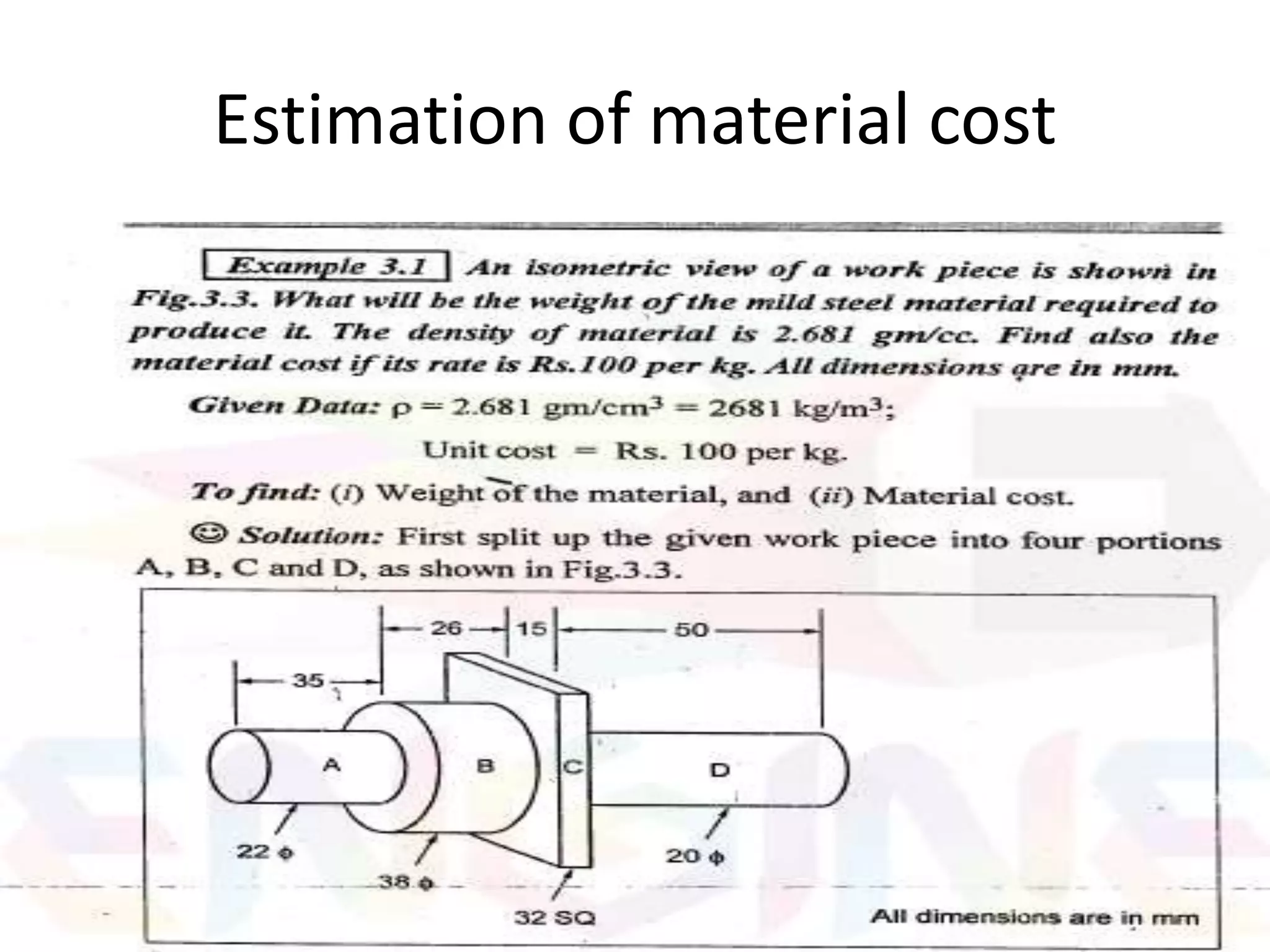
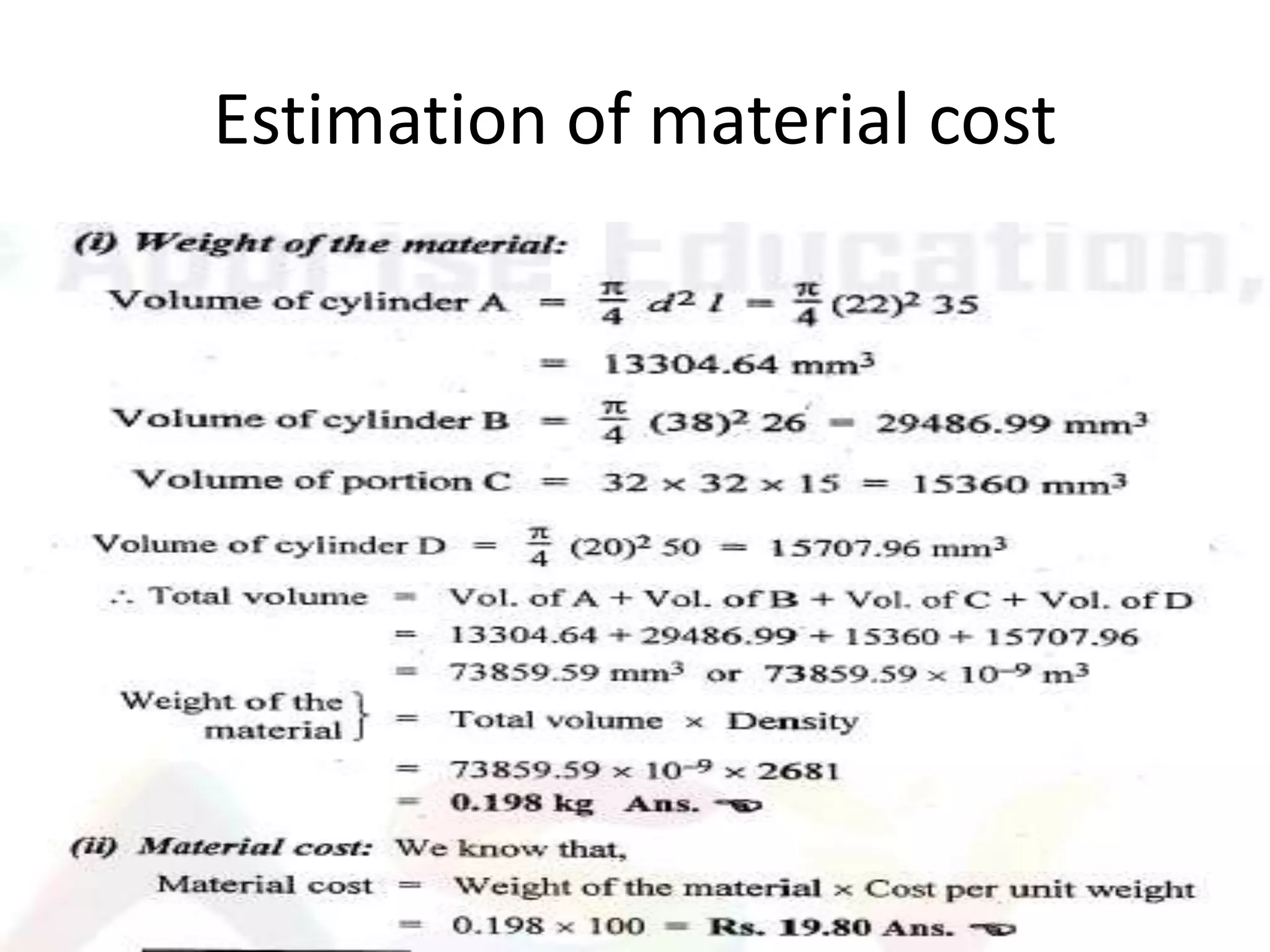
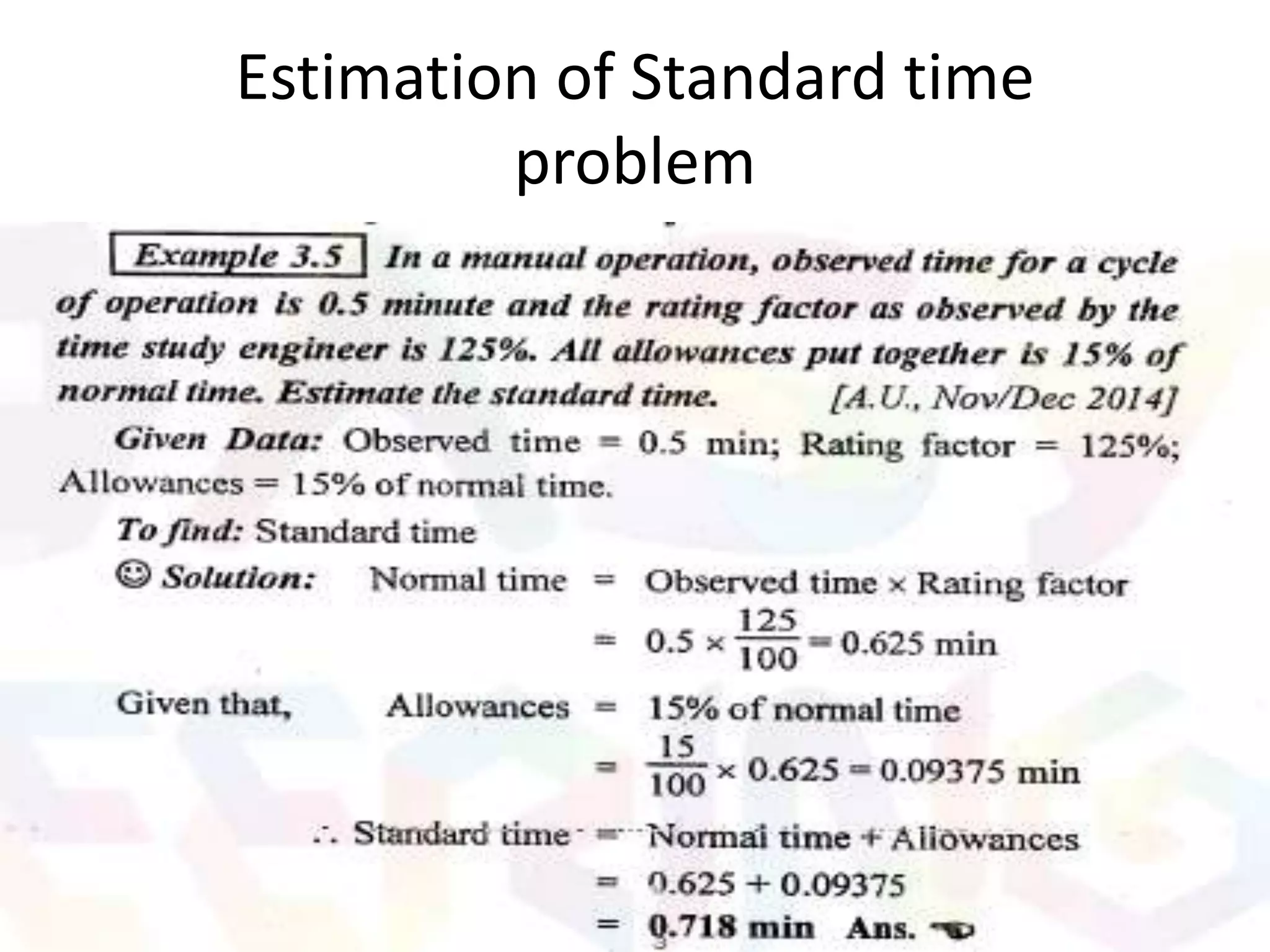
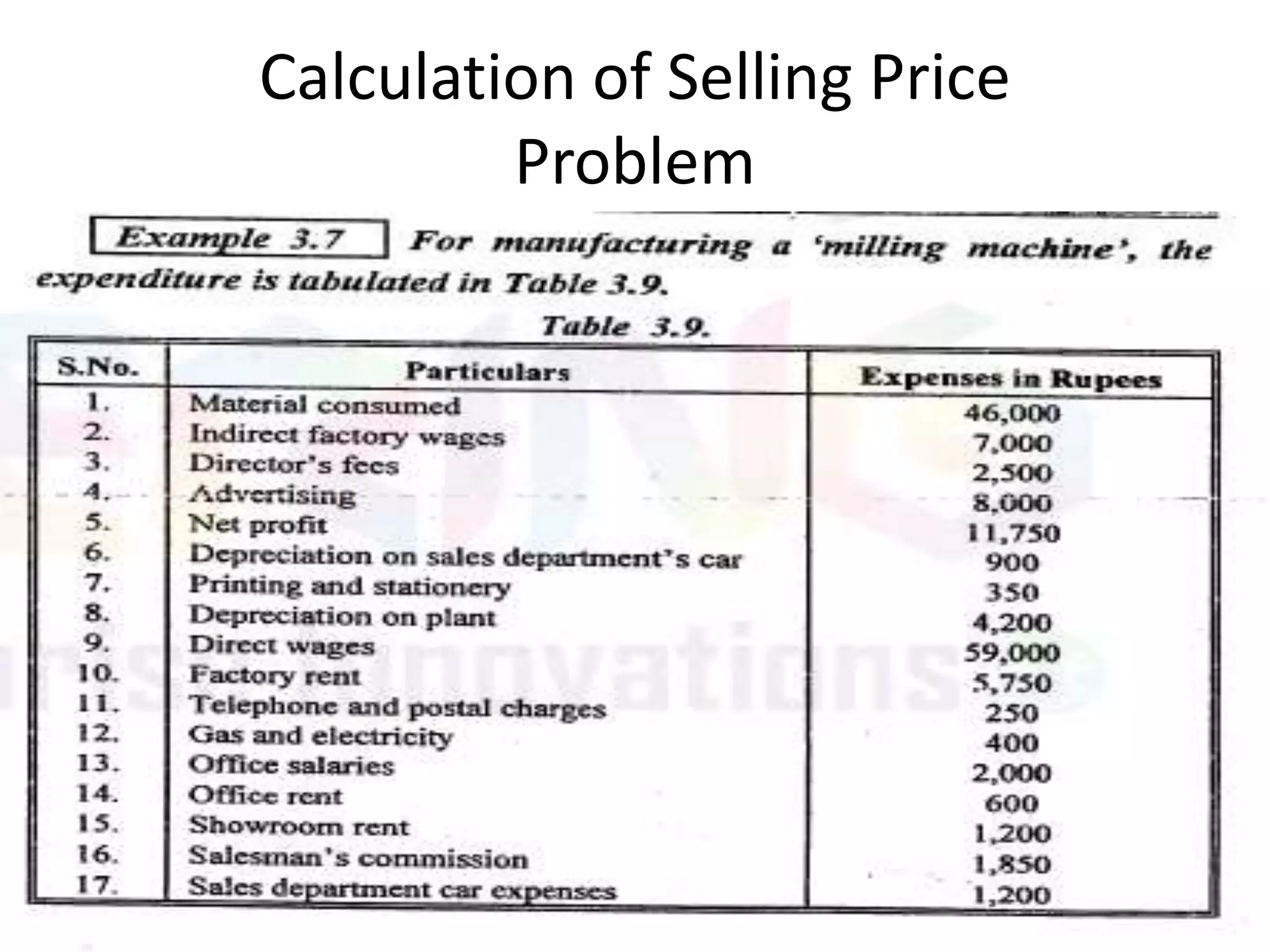
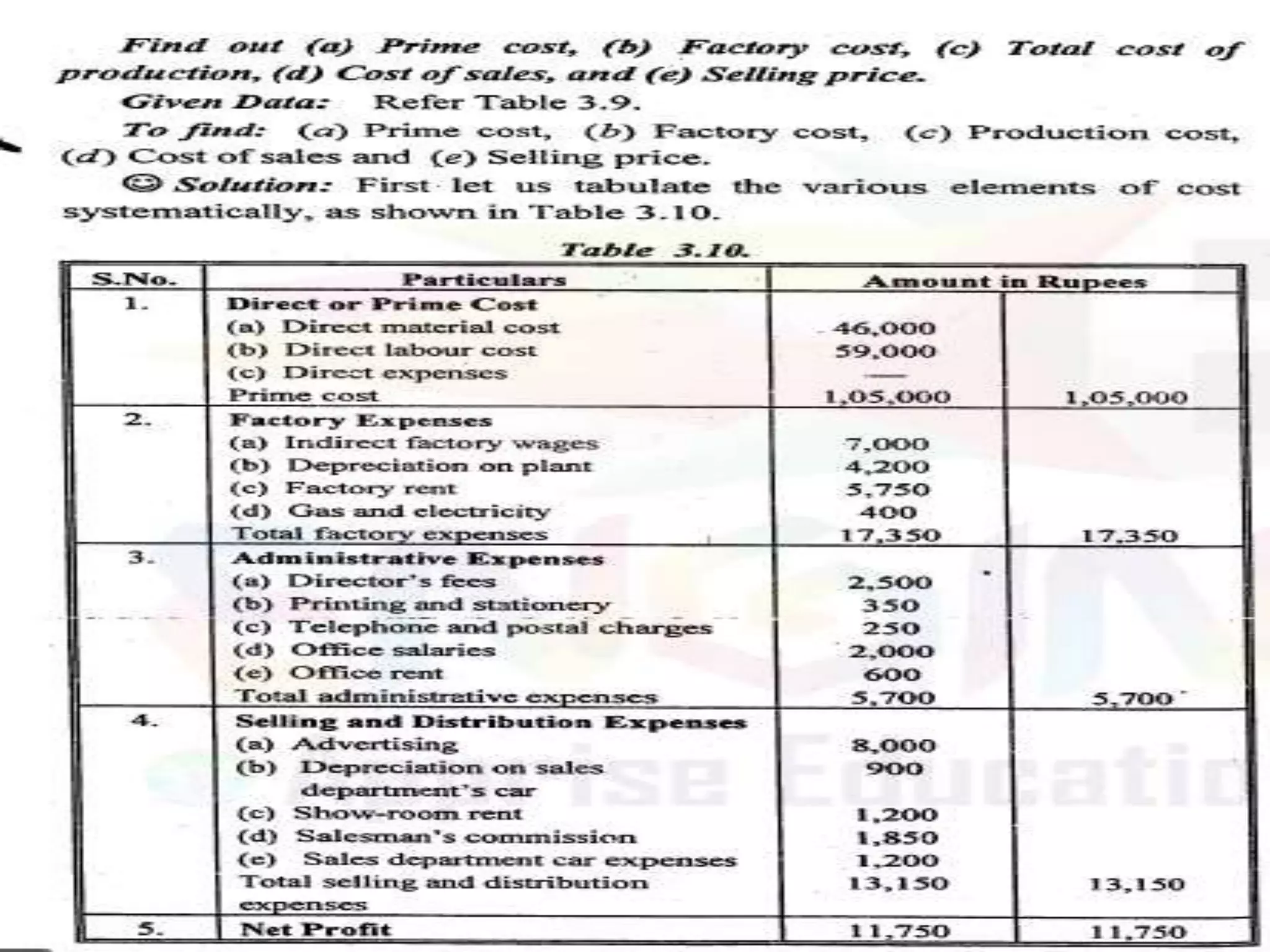
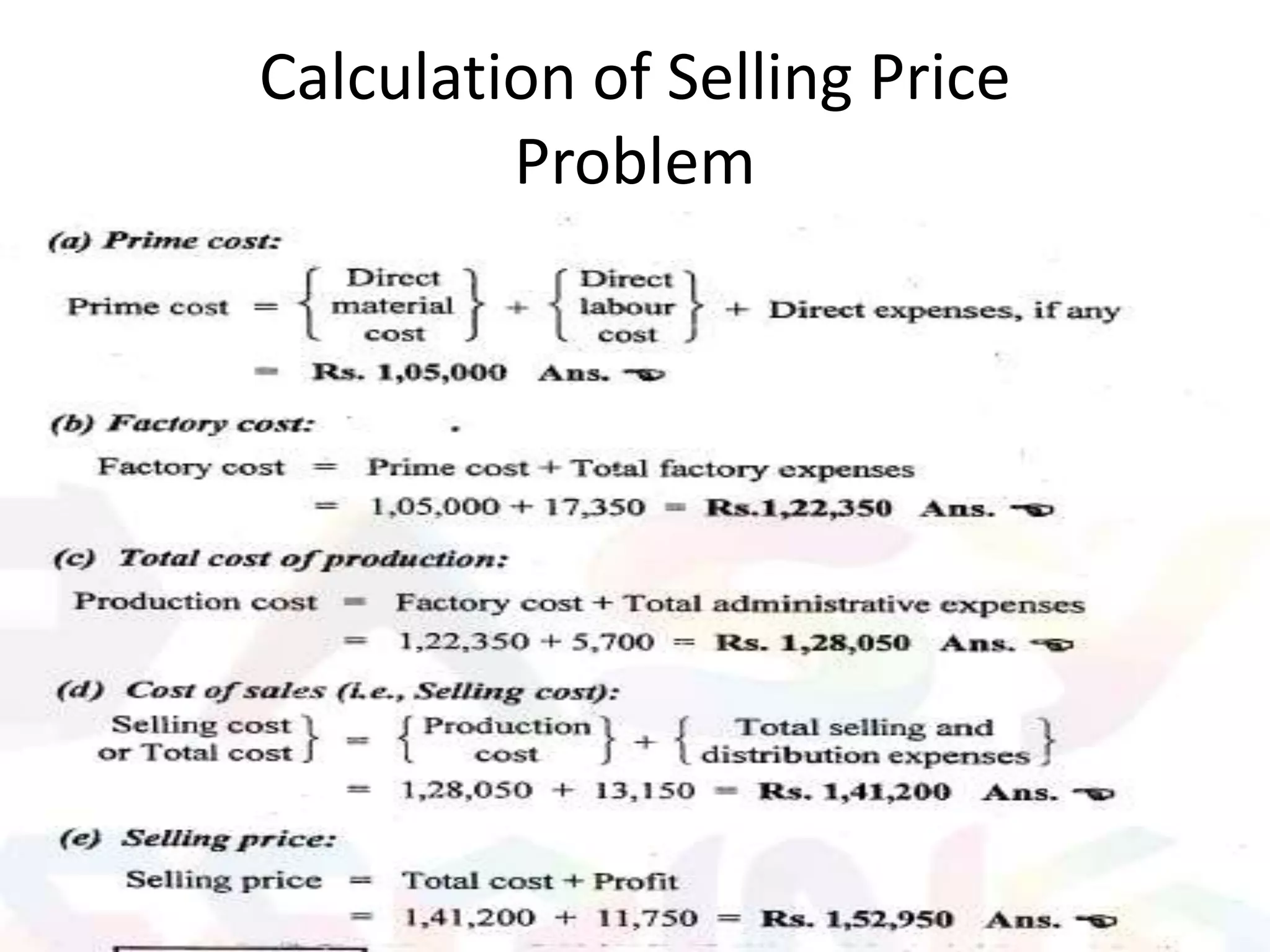
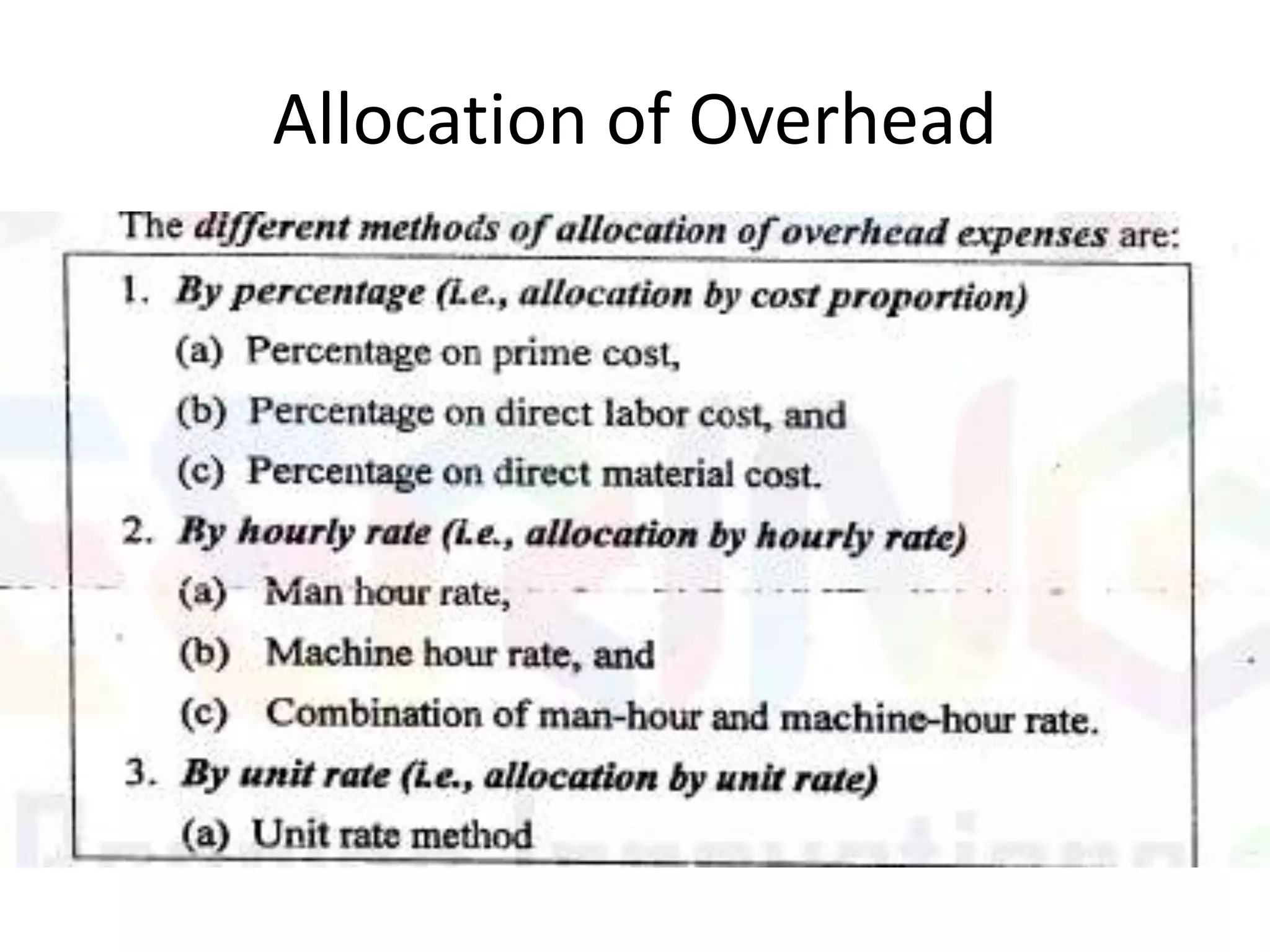
Details various elements in cost estimation, including design, labor, material costs, and overheads, plus the estimating procedures.
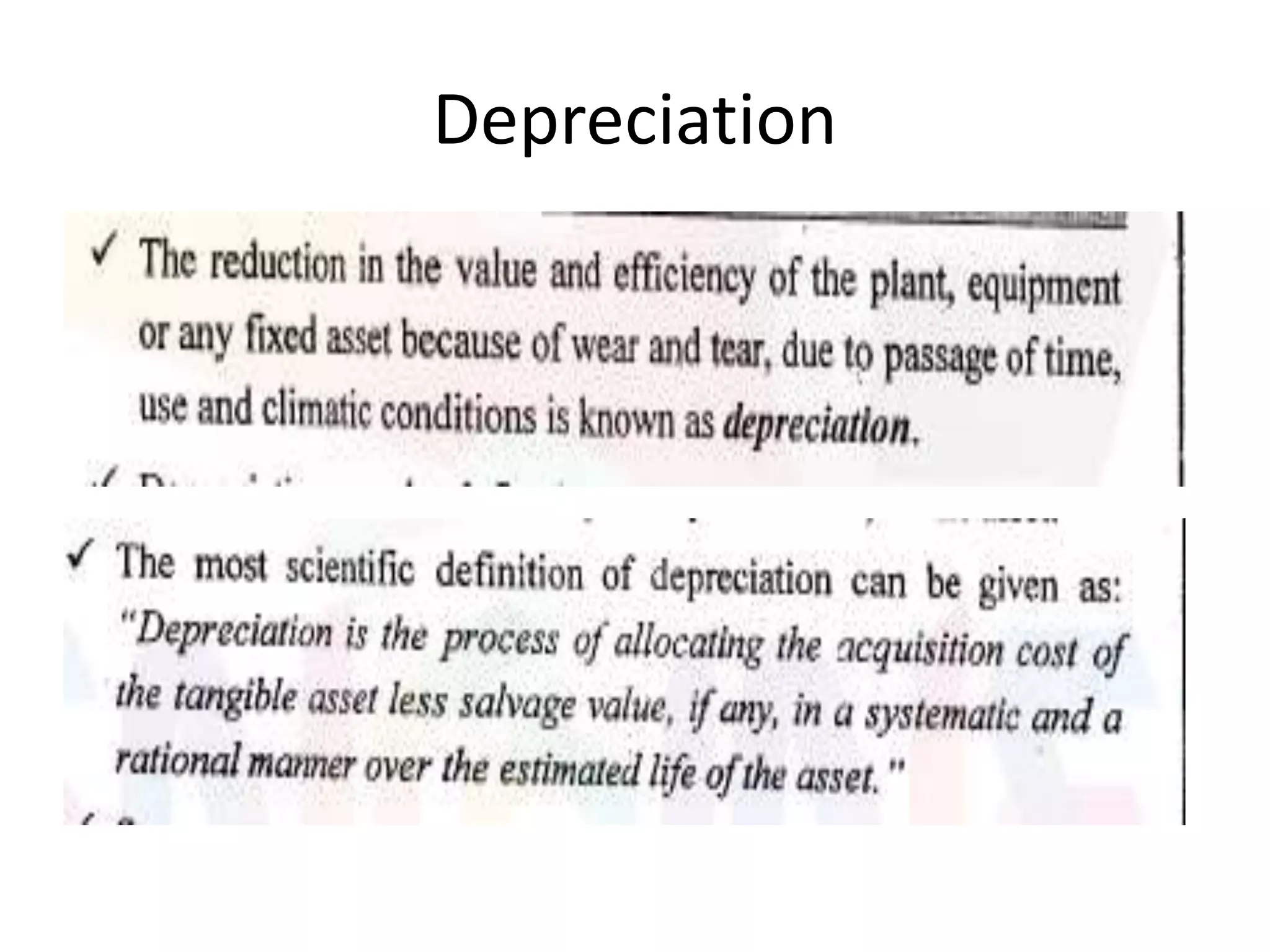
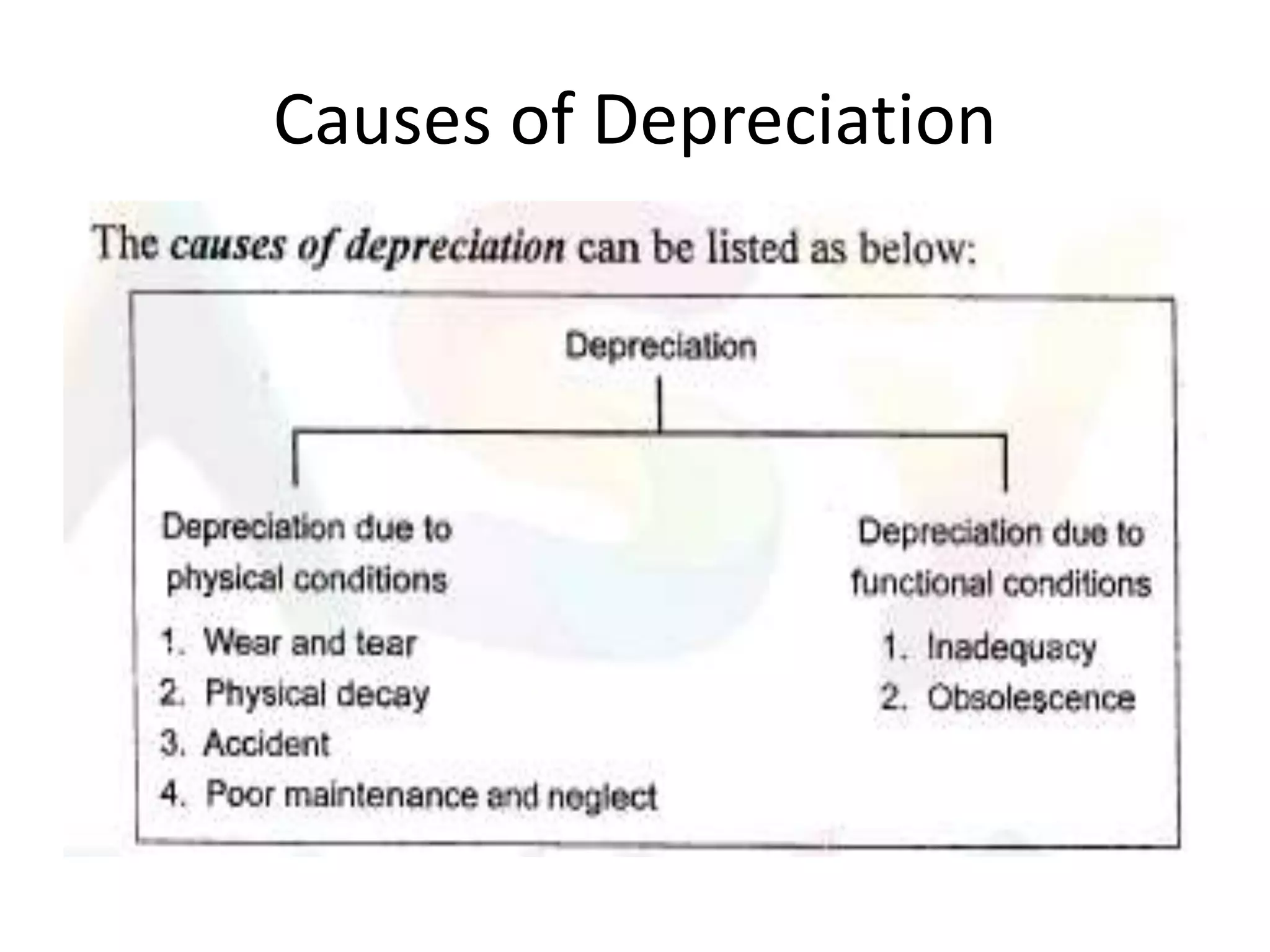
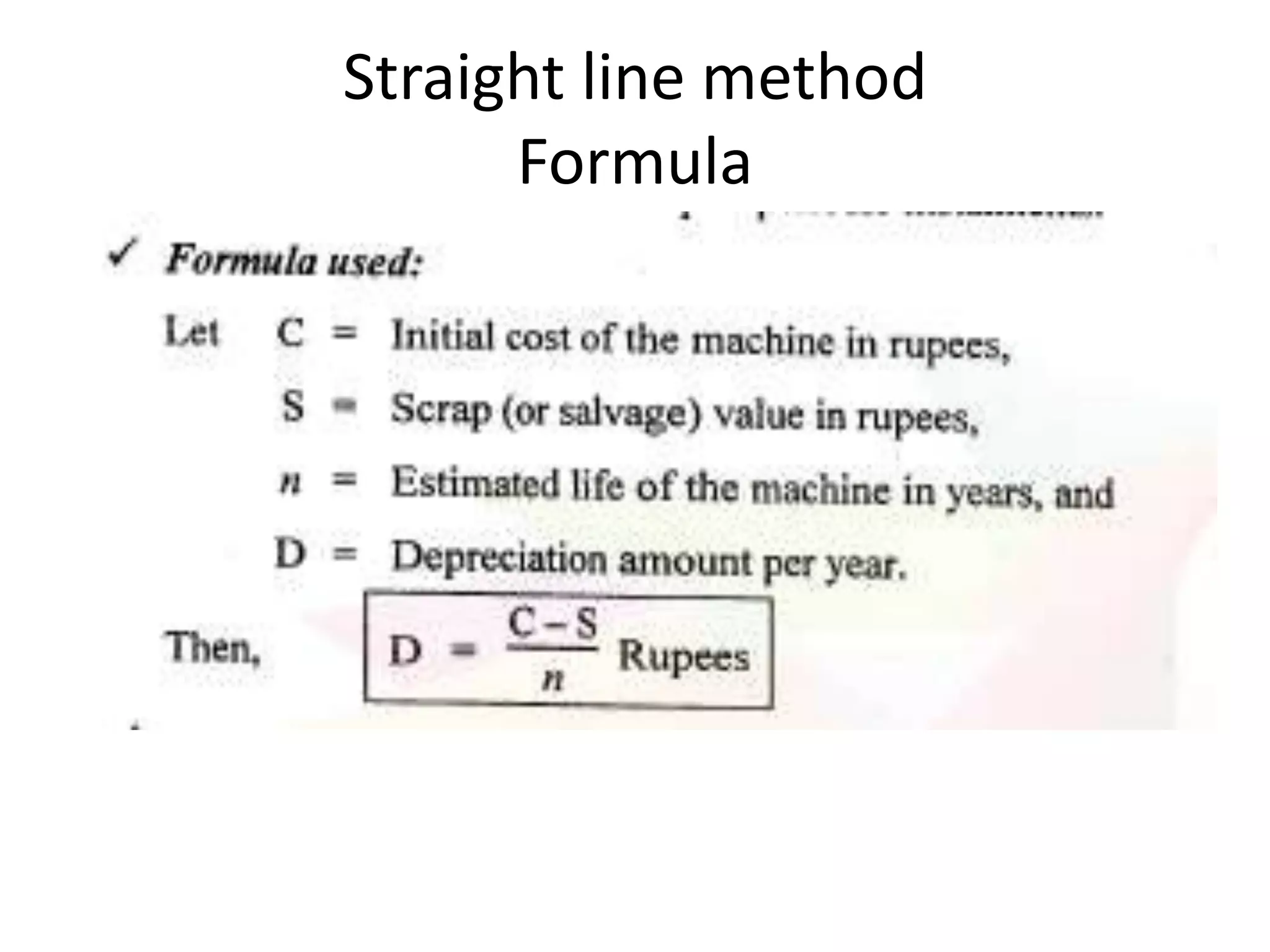
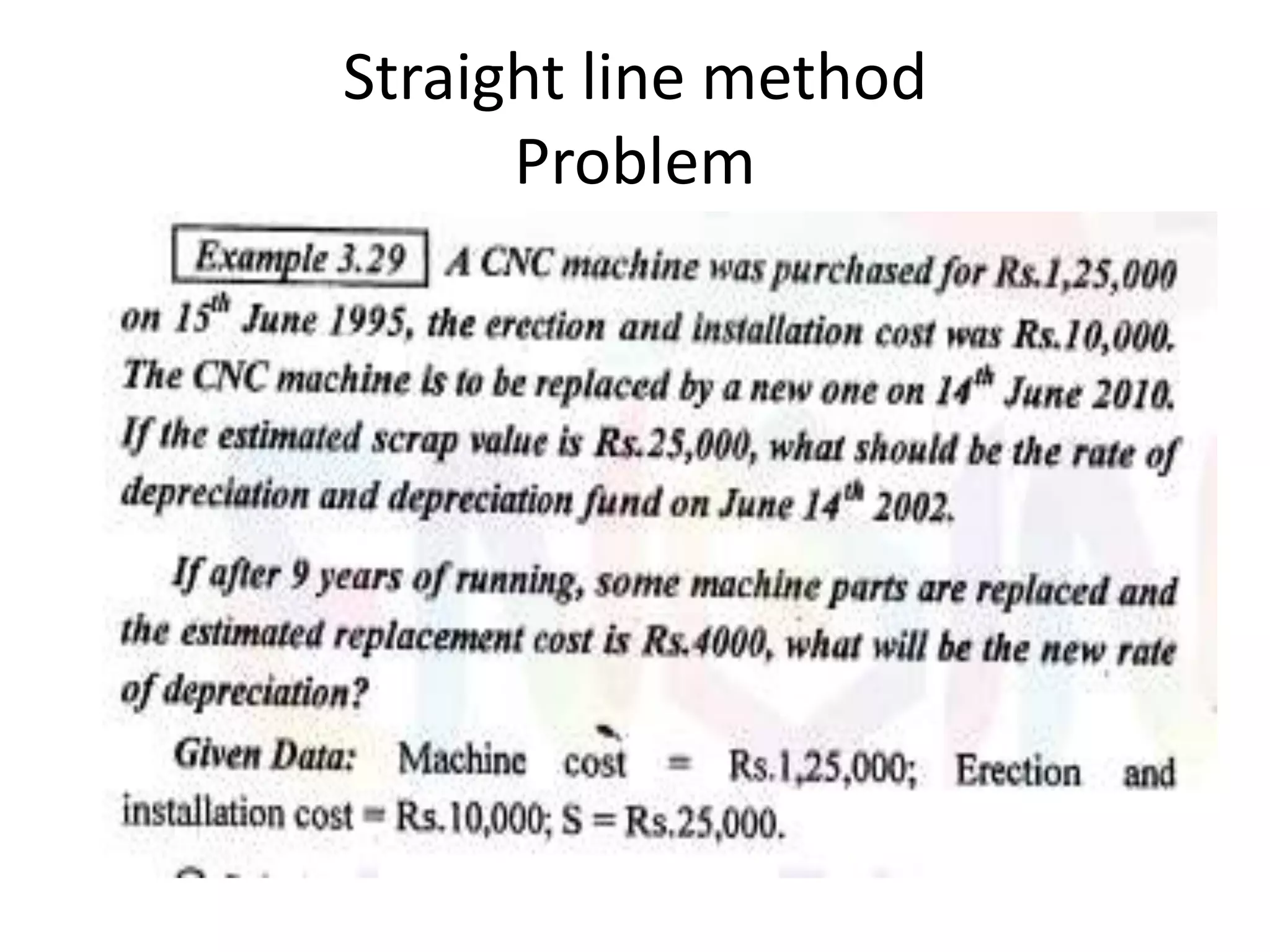
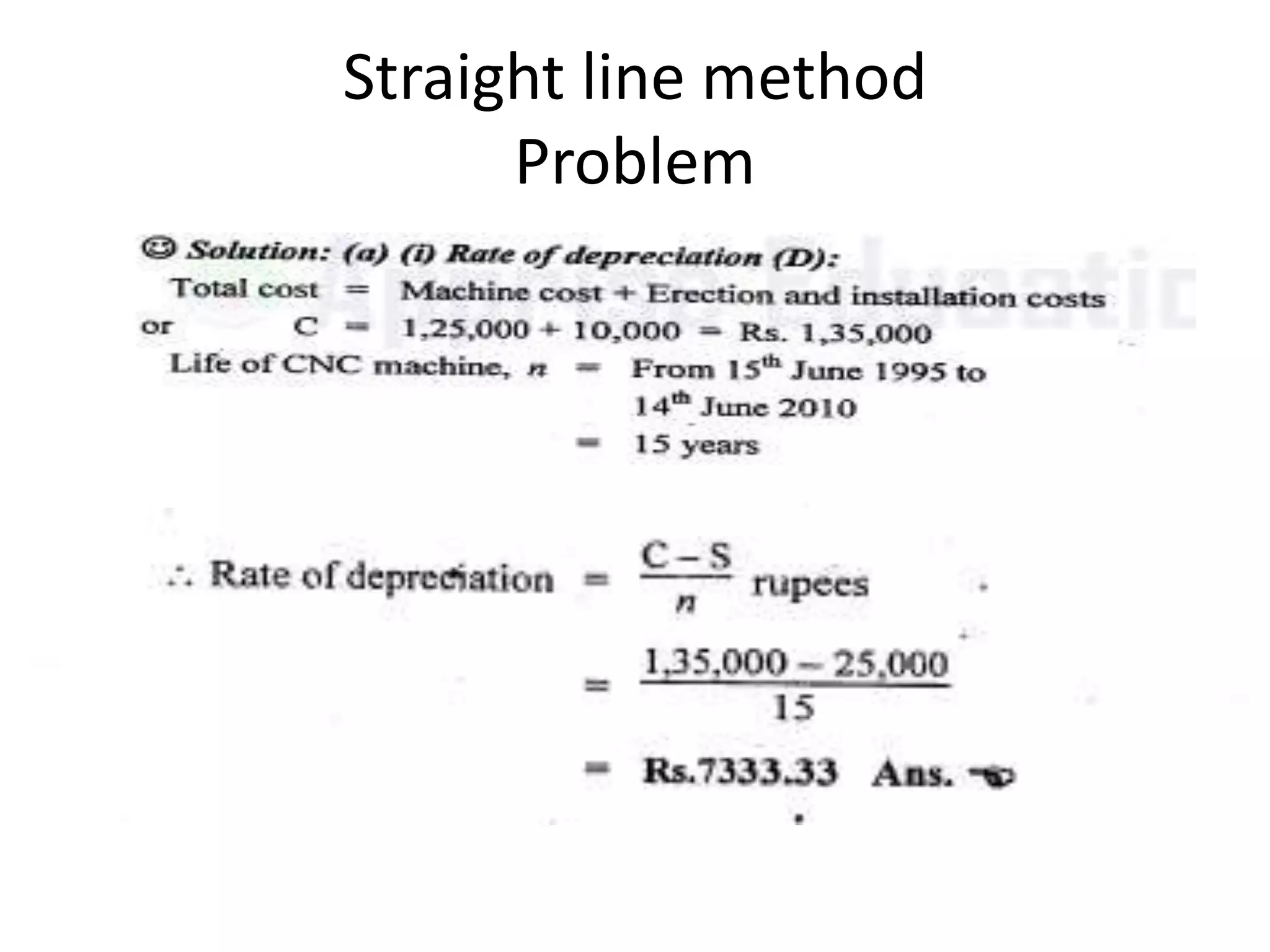
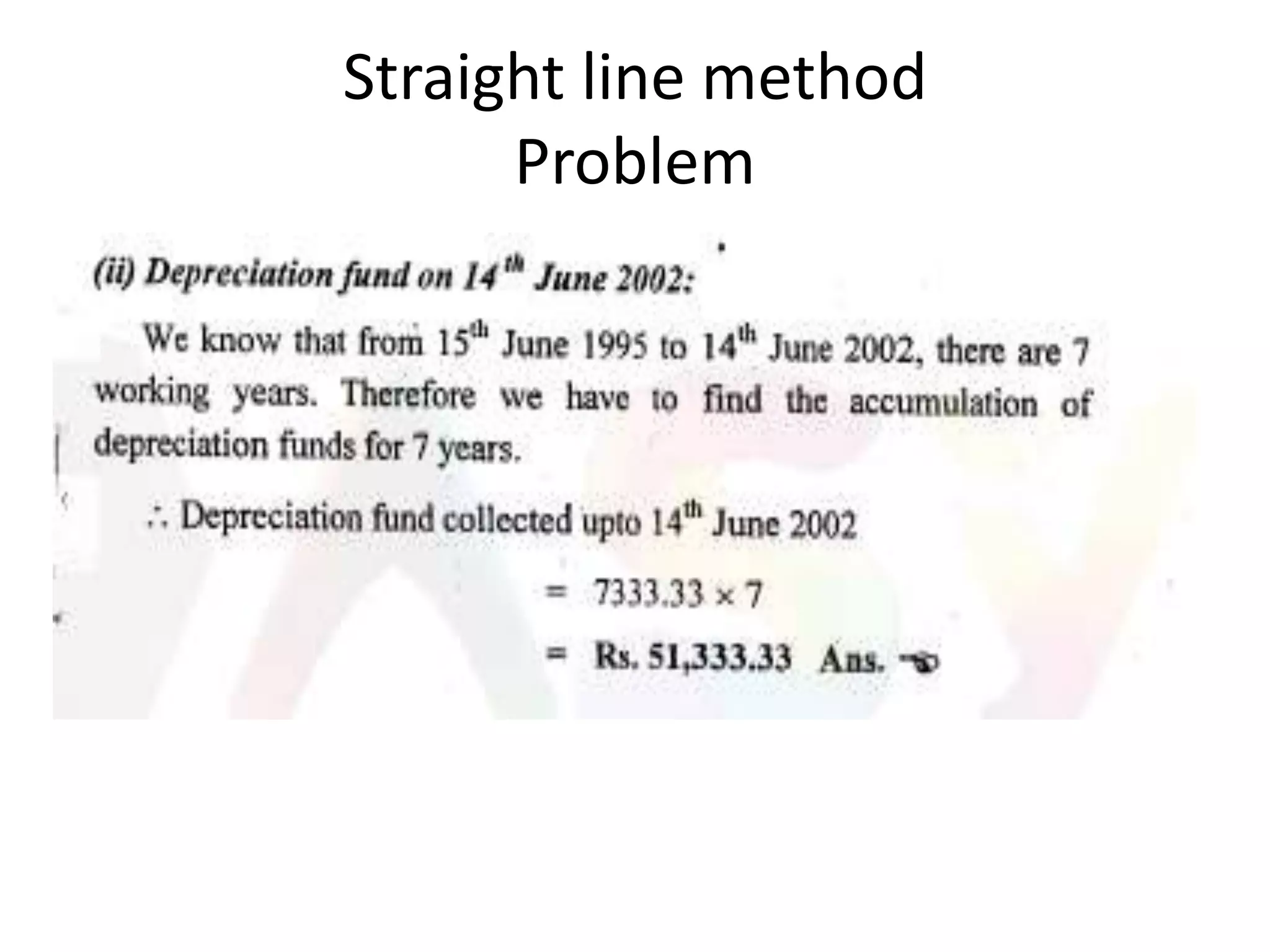
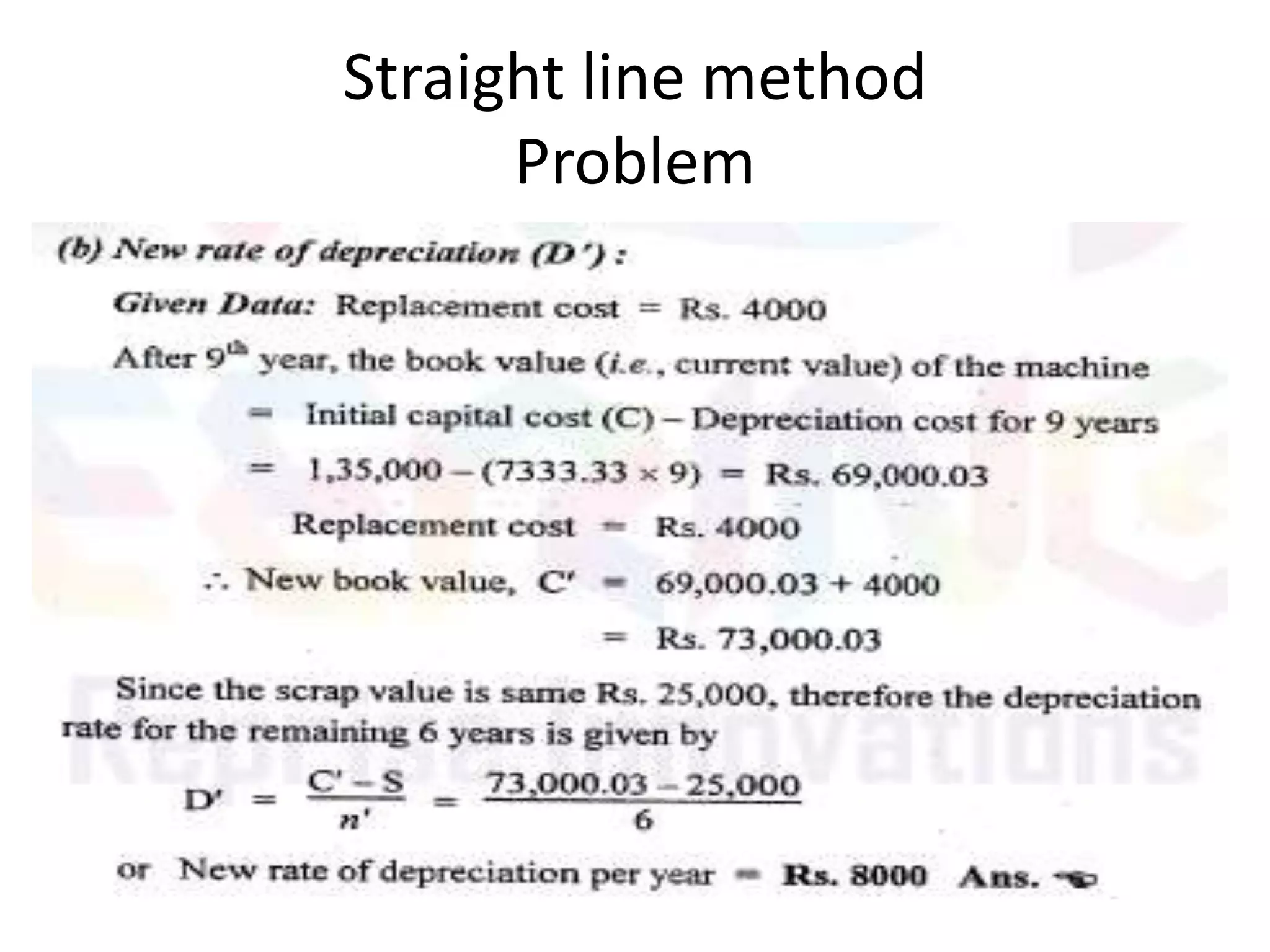
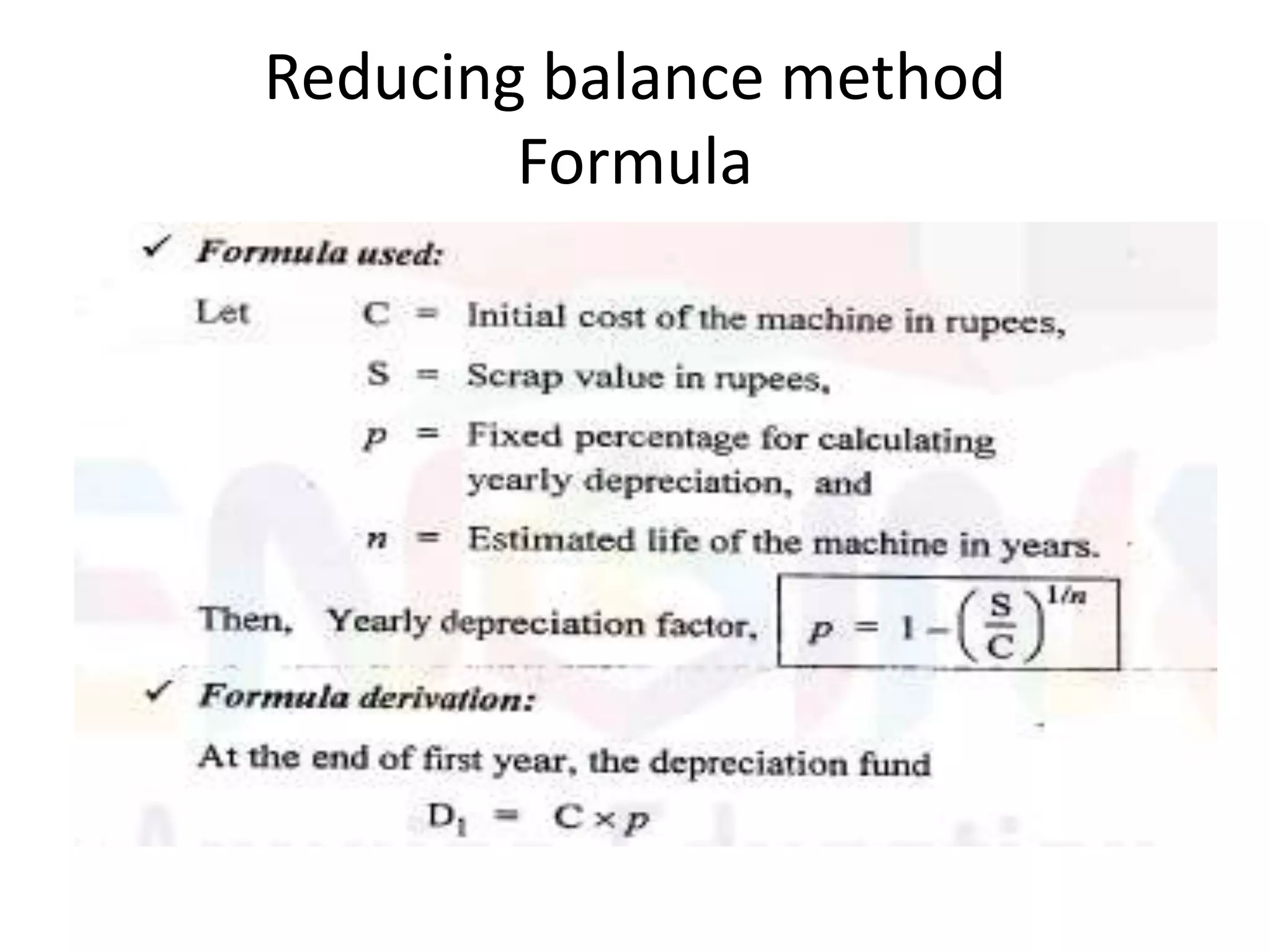
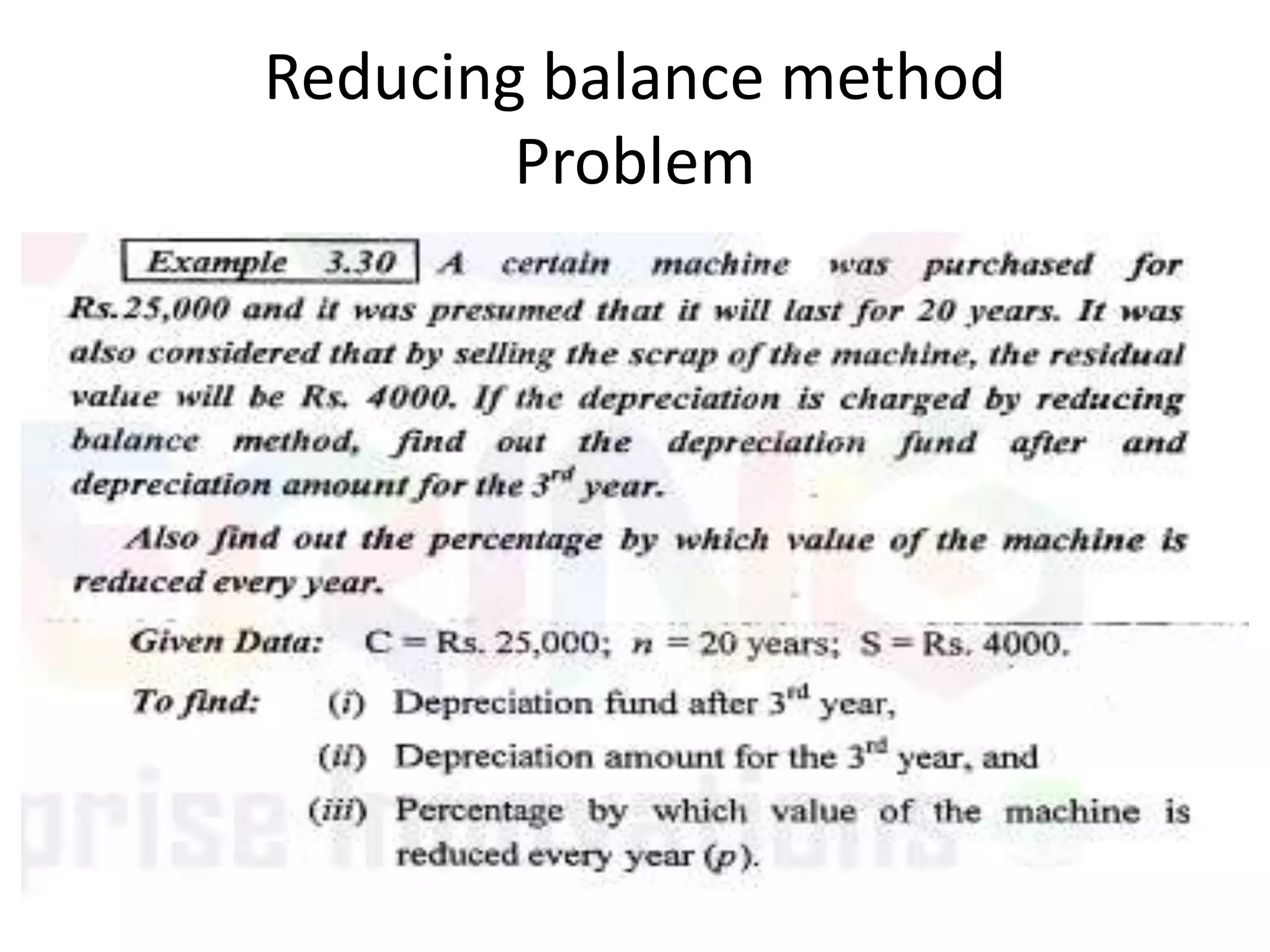
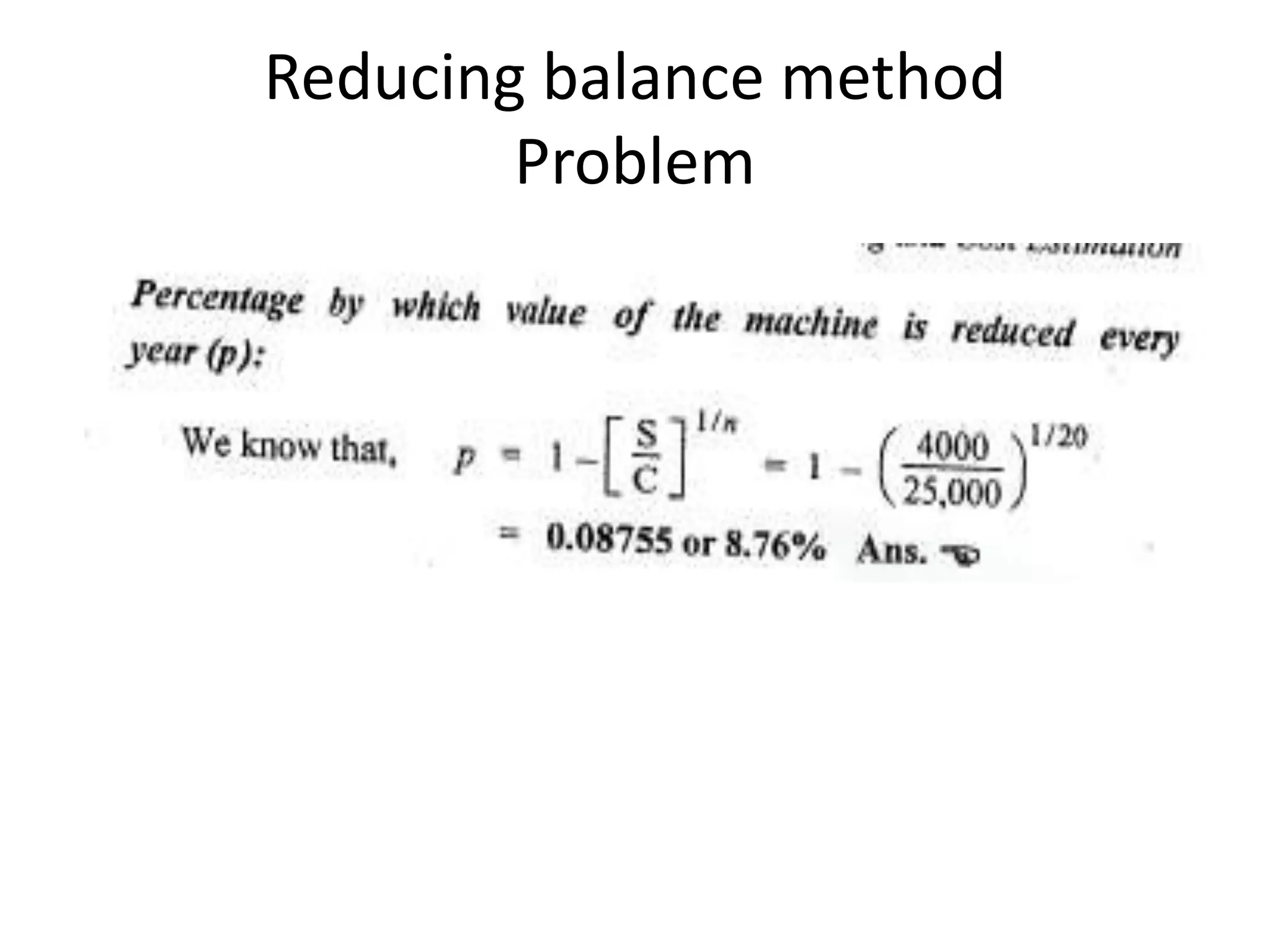
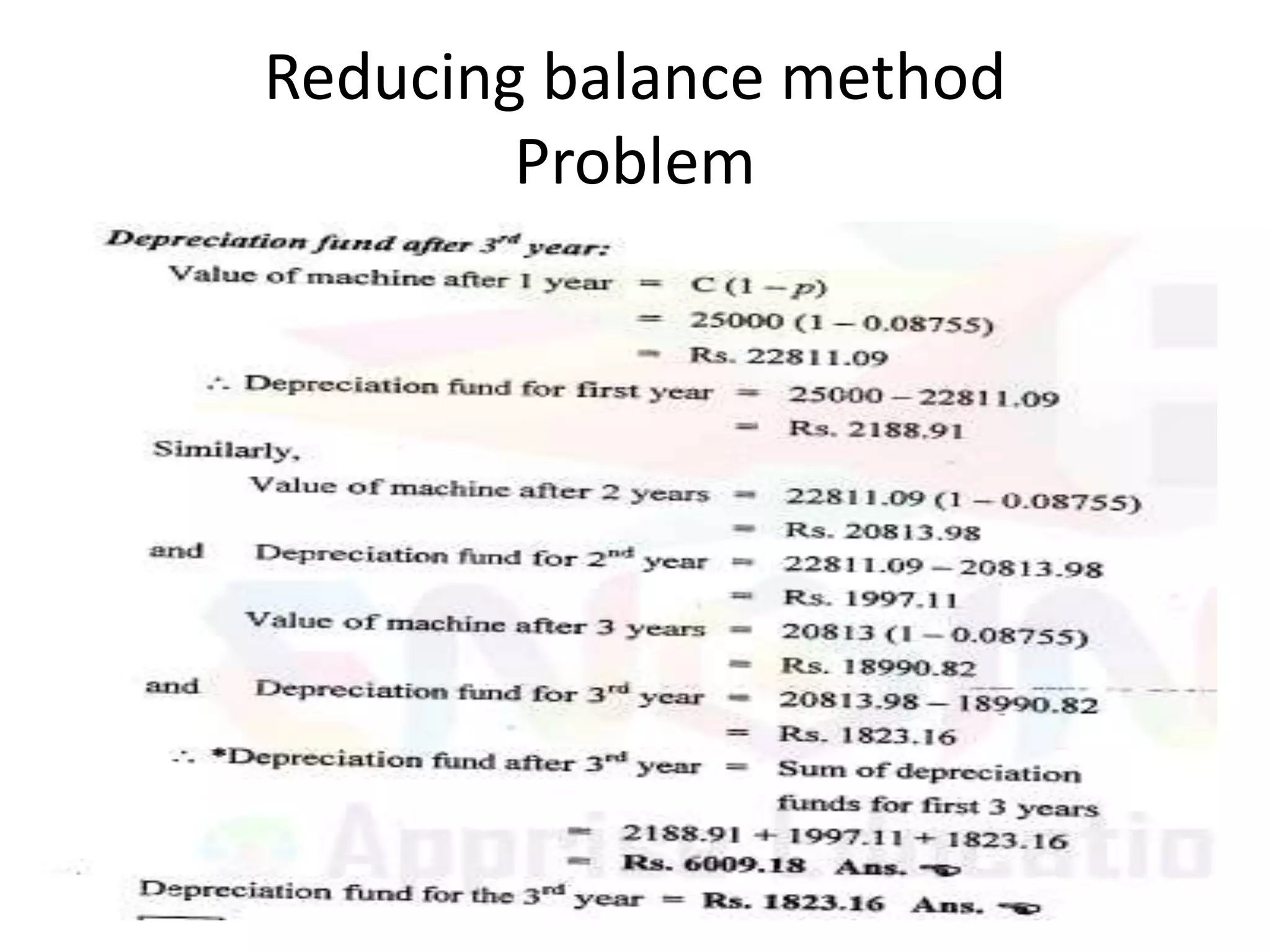
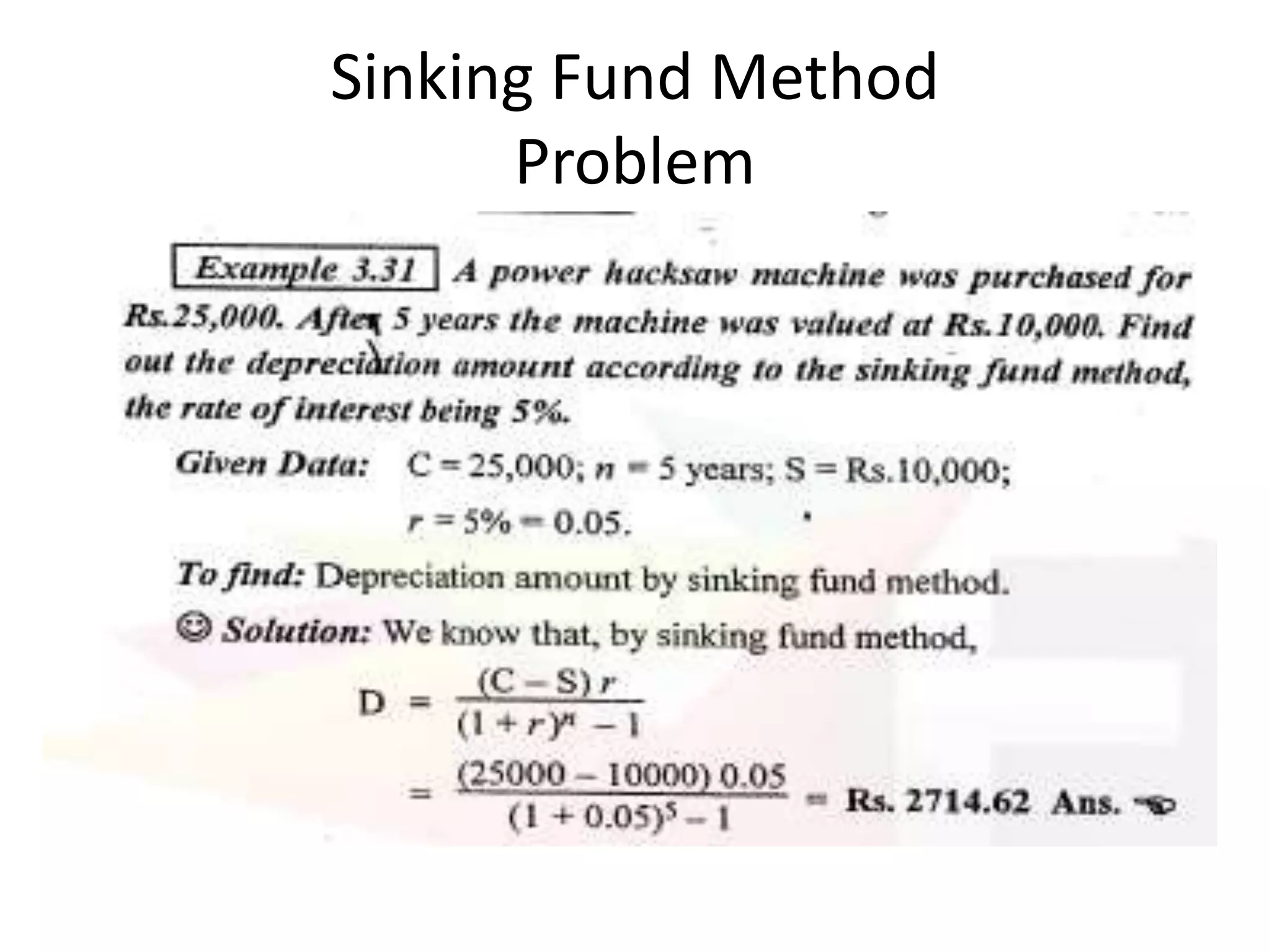
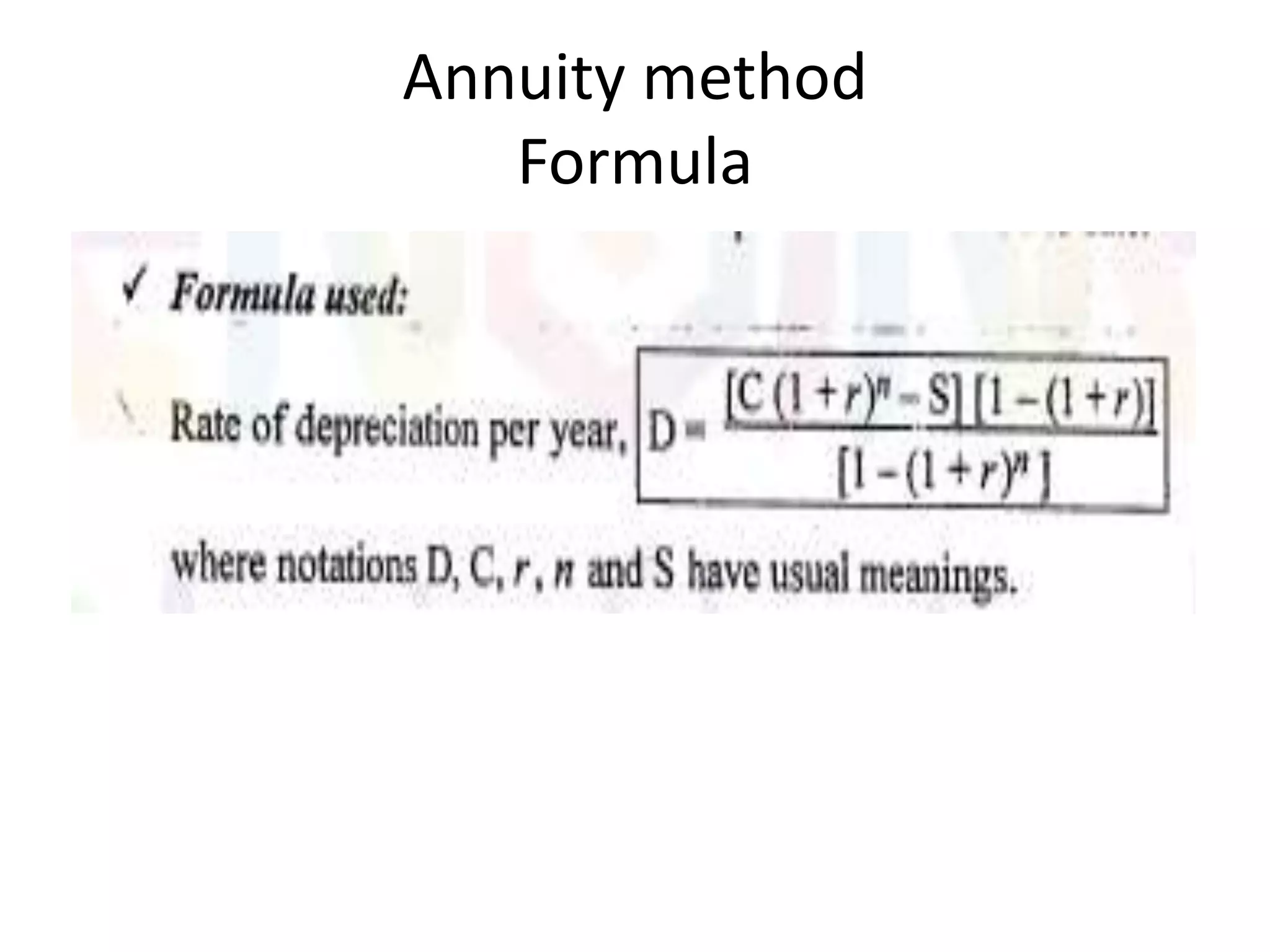
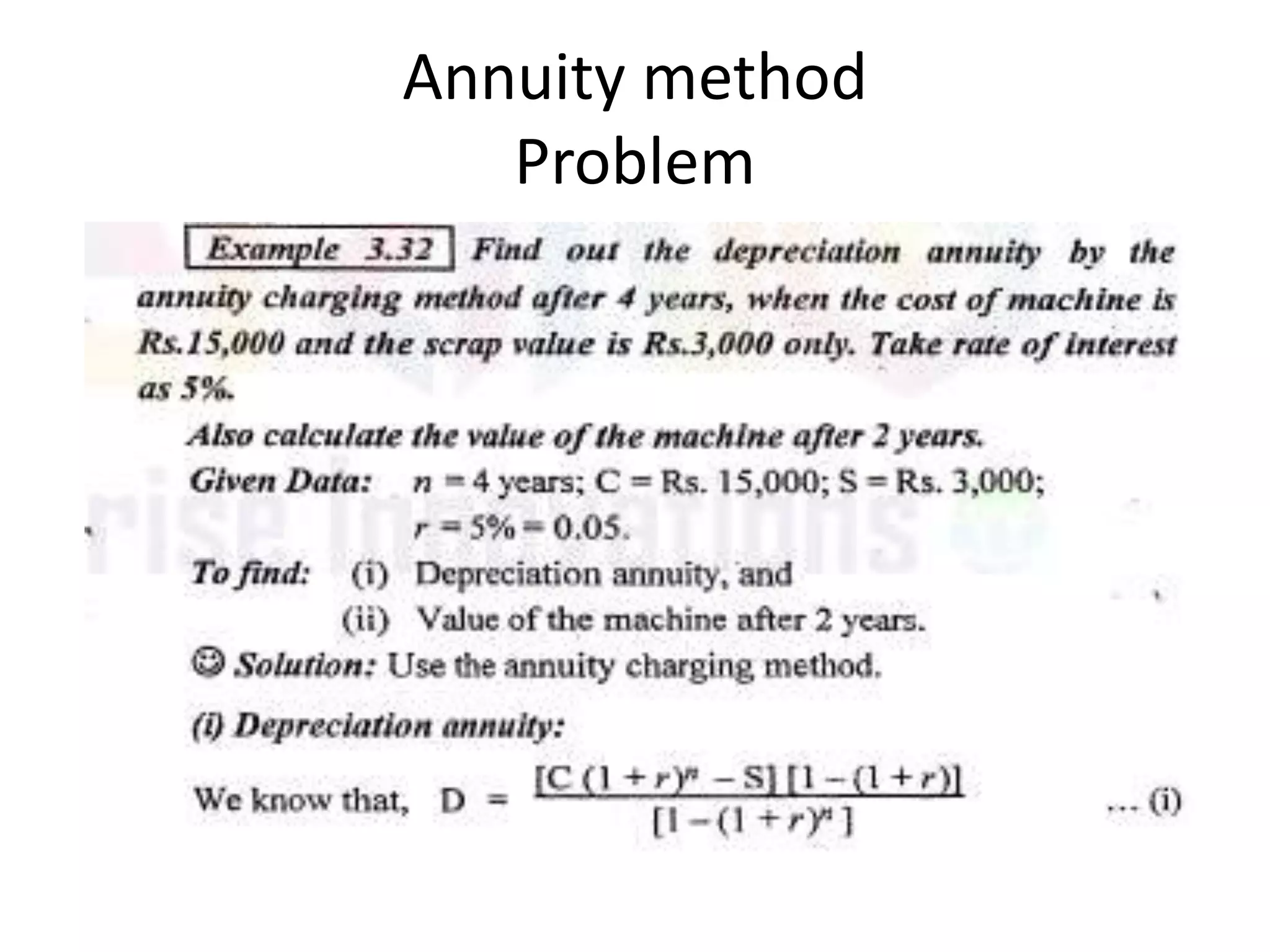
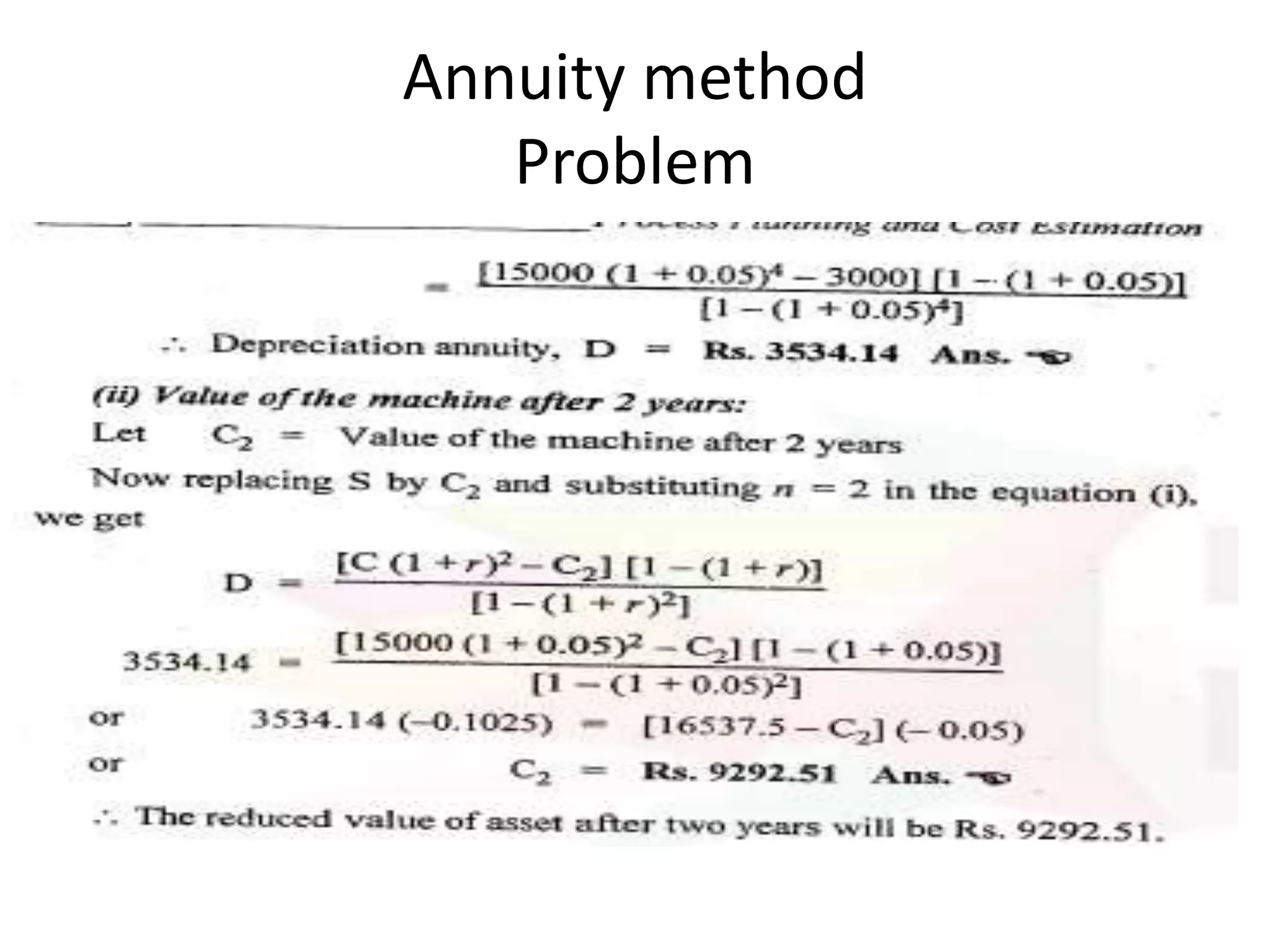
Discusses methods for calculating depreciation, outlining different approaches including straight-line and diminishing balance methods.
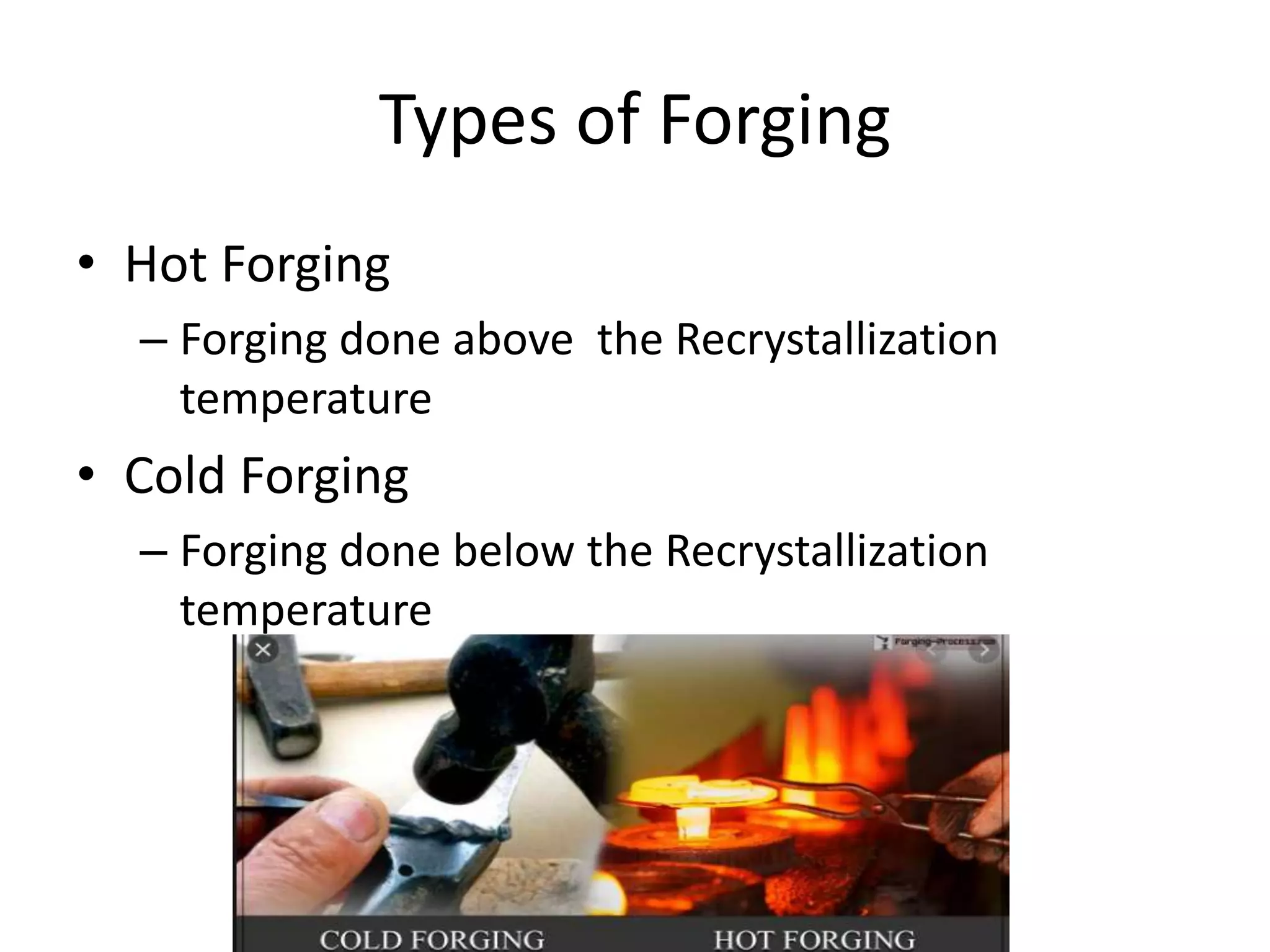
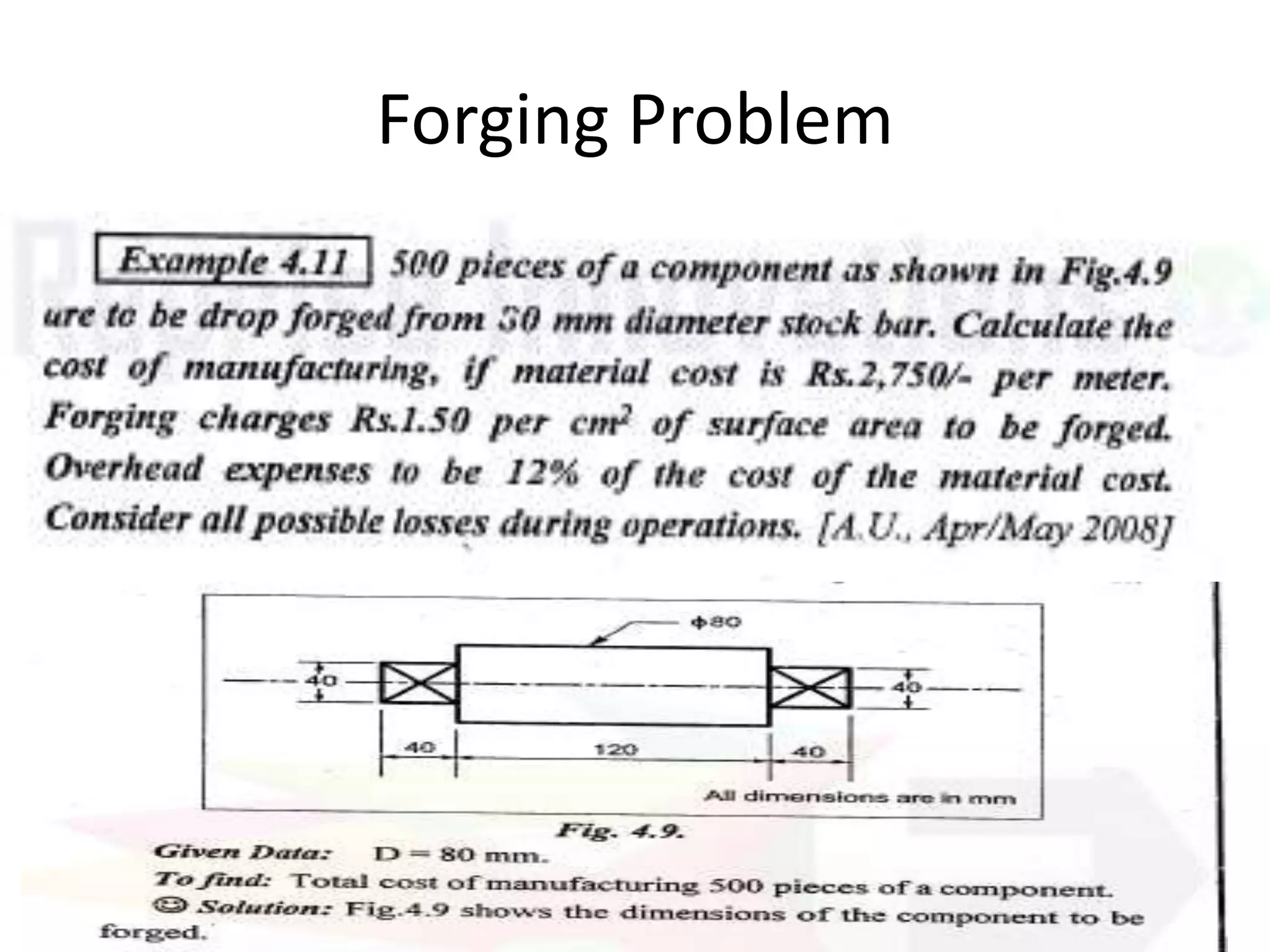
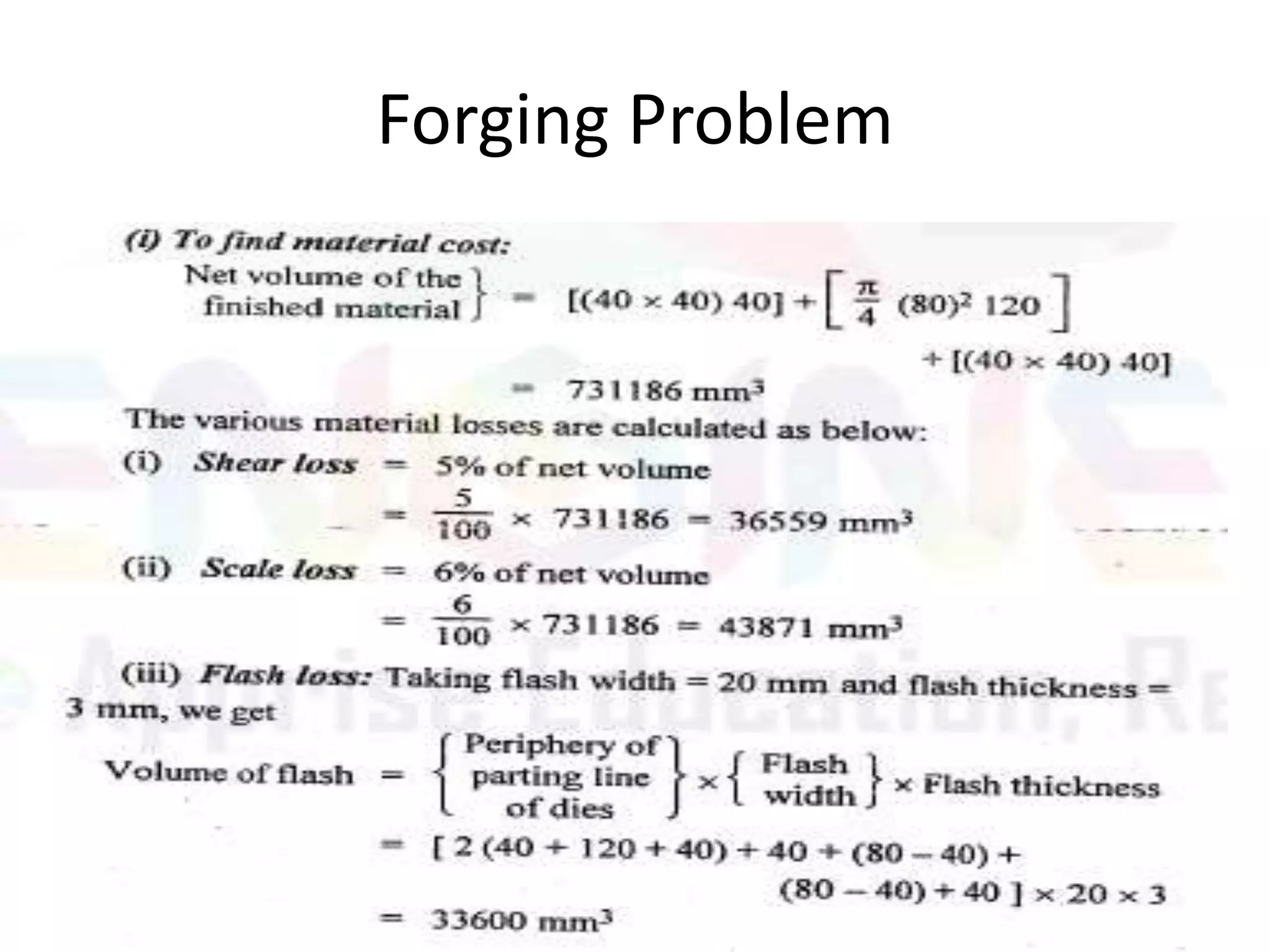
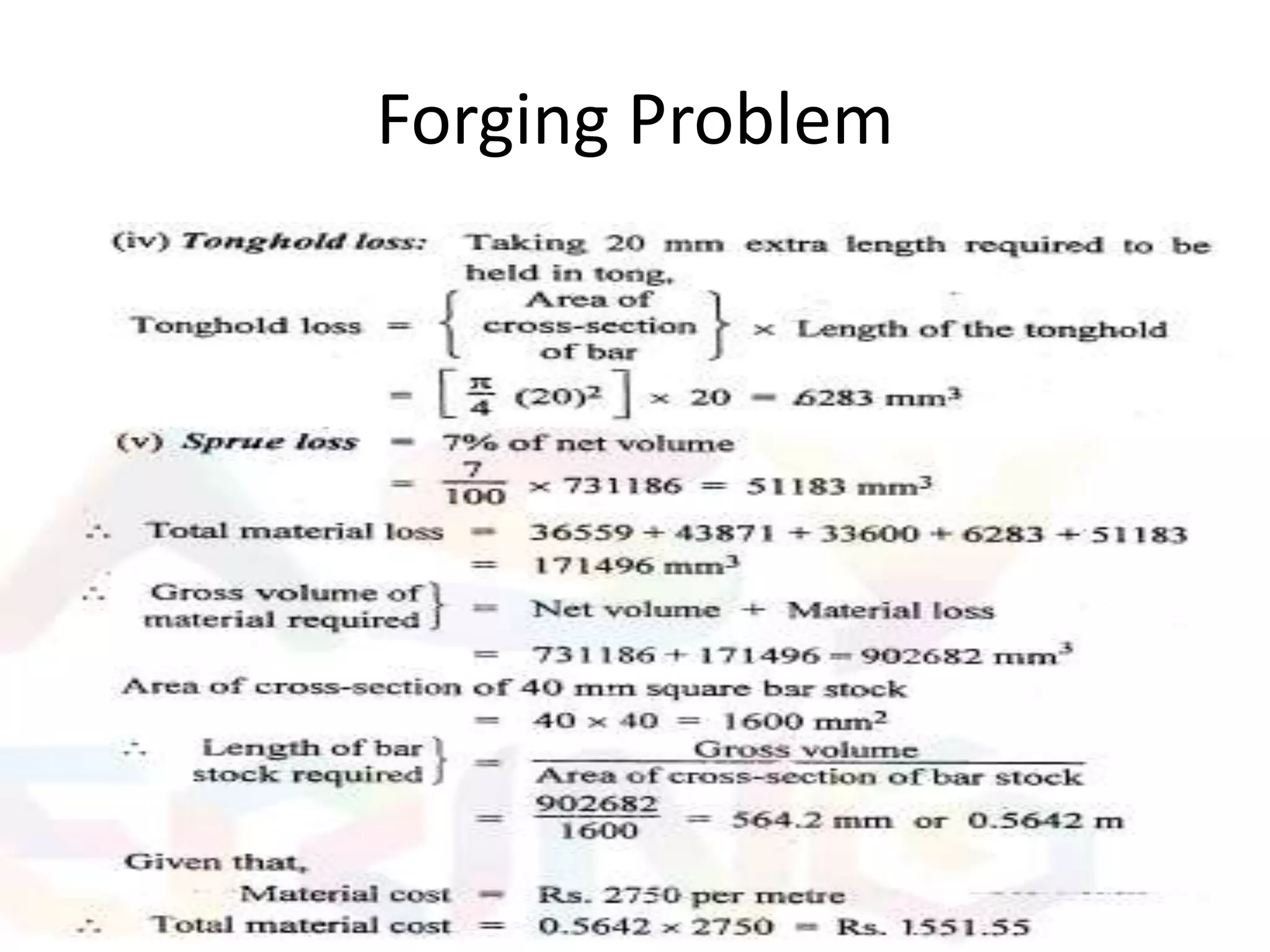
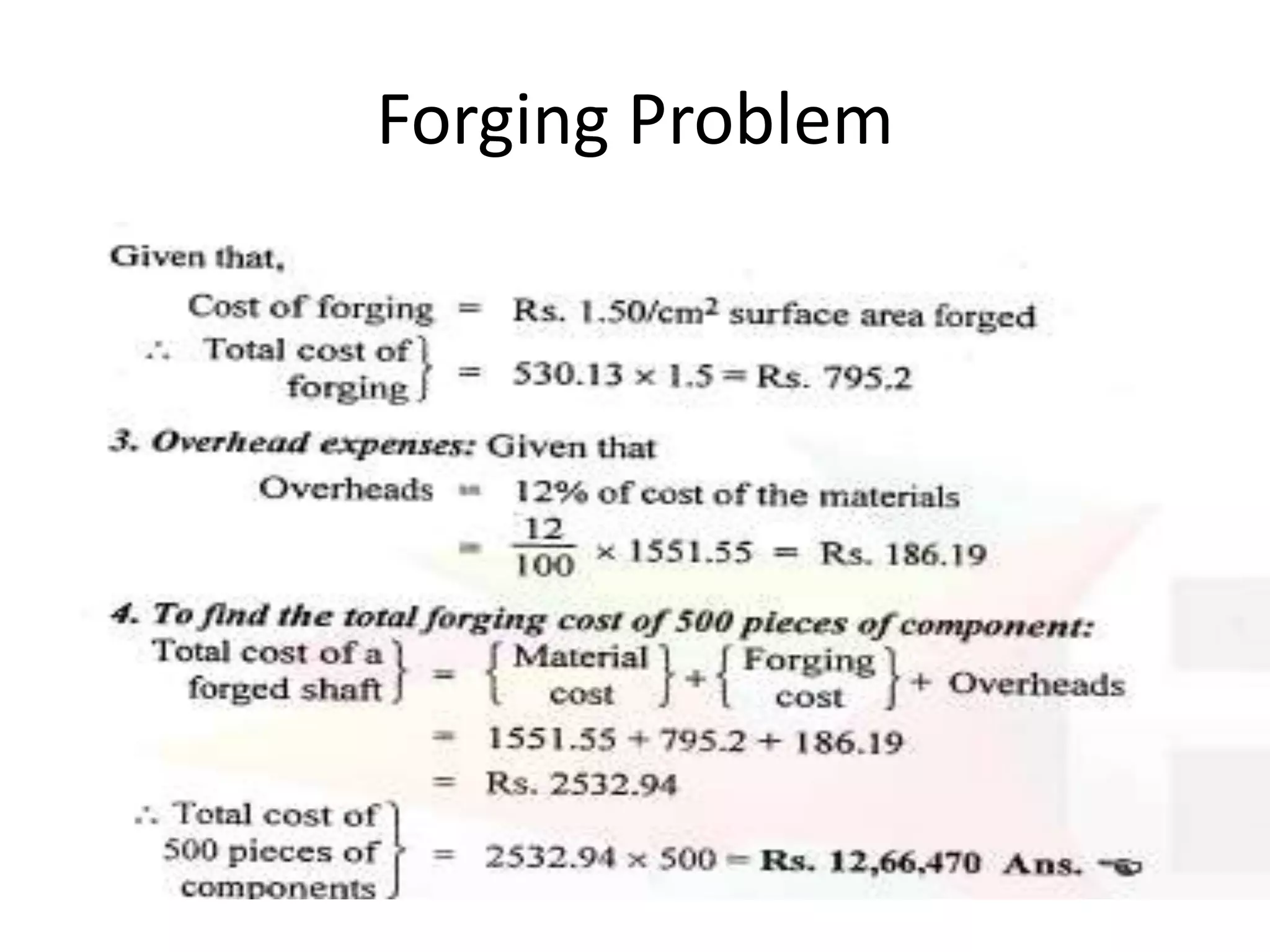
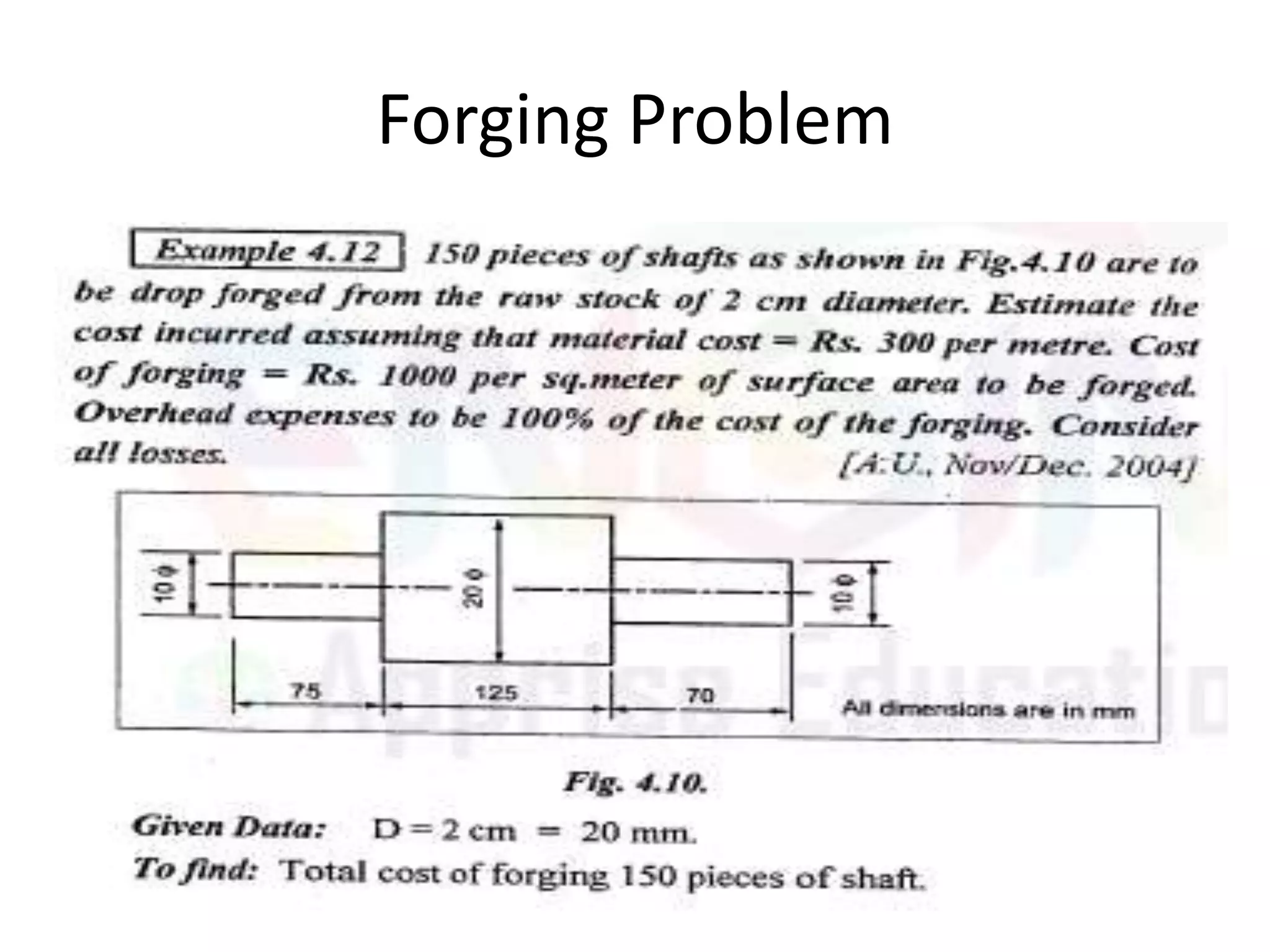
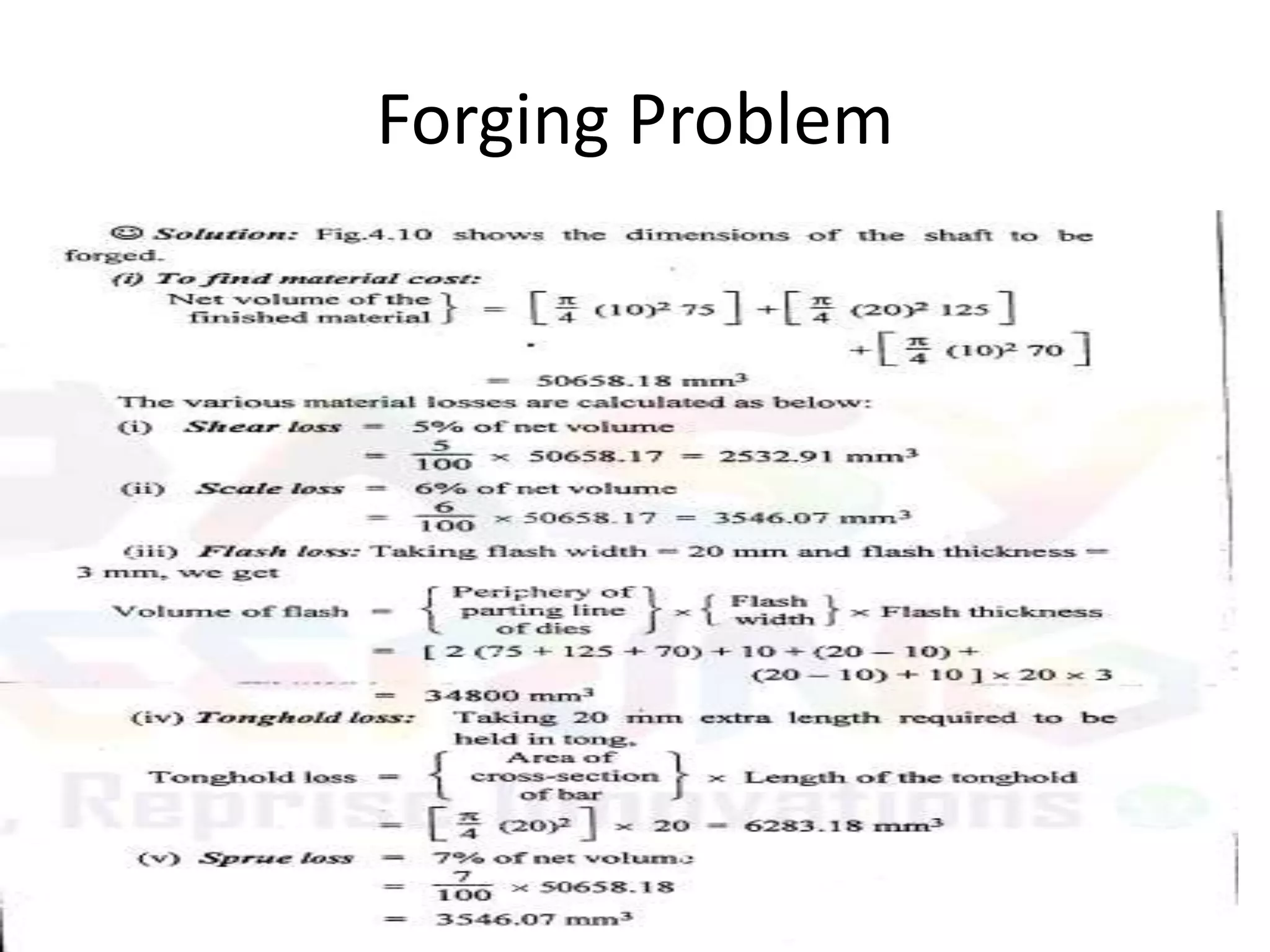
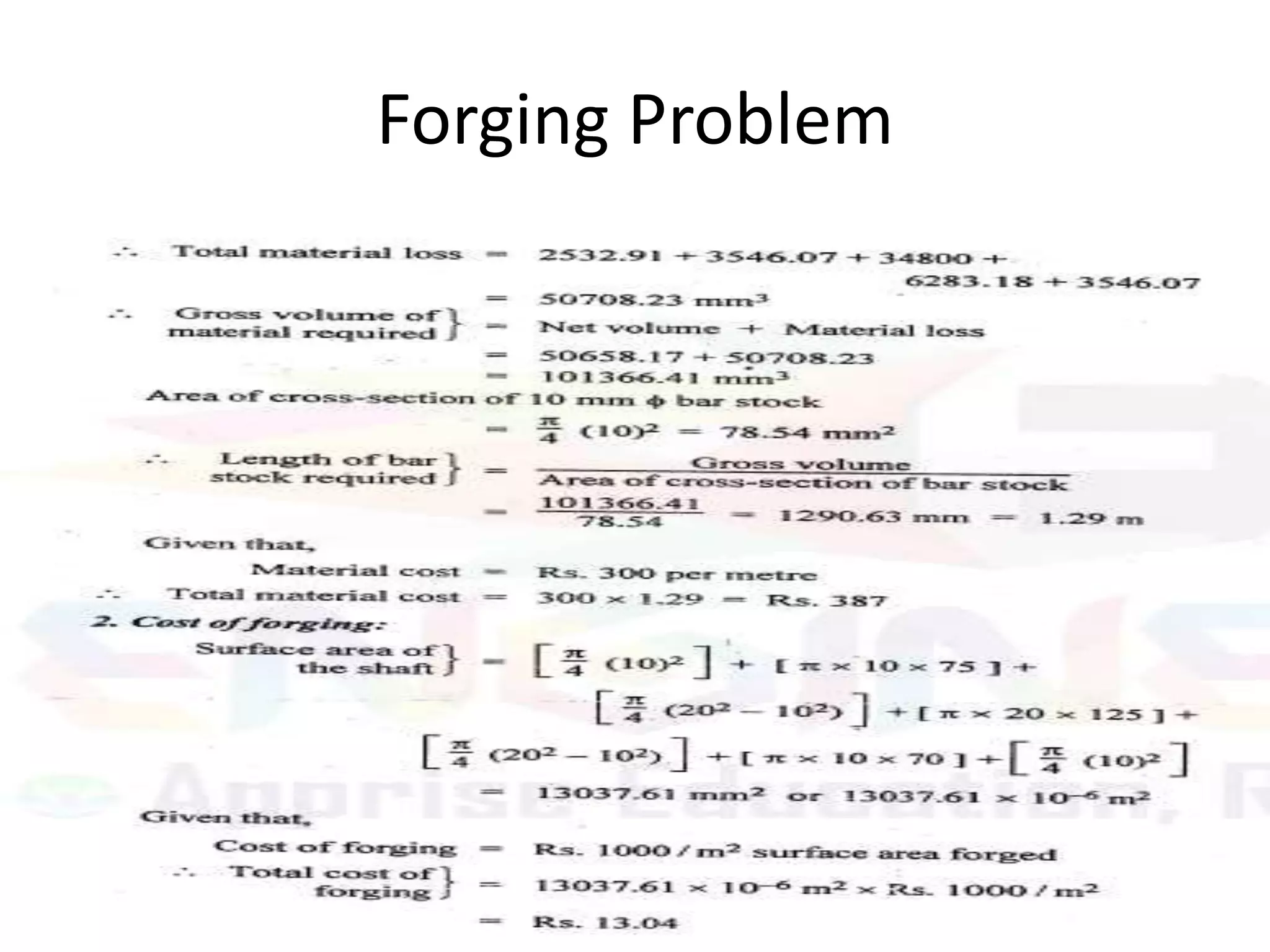
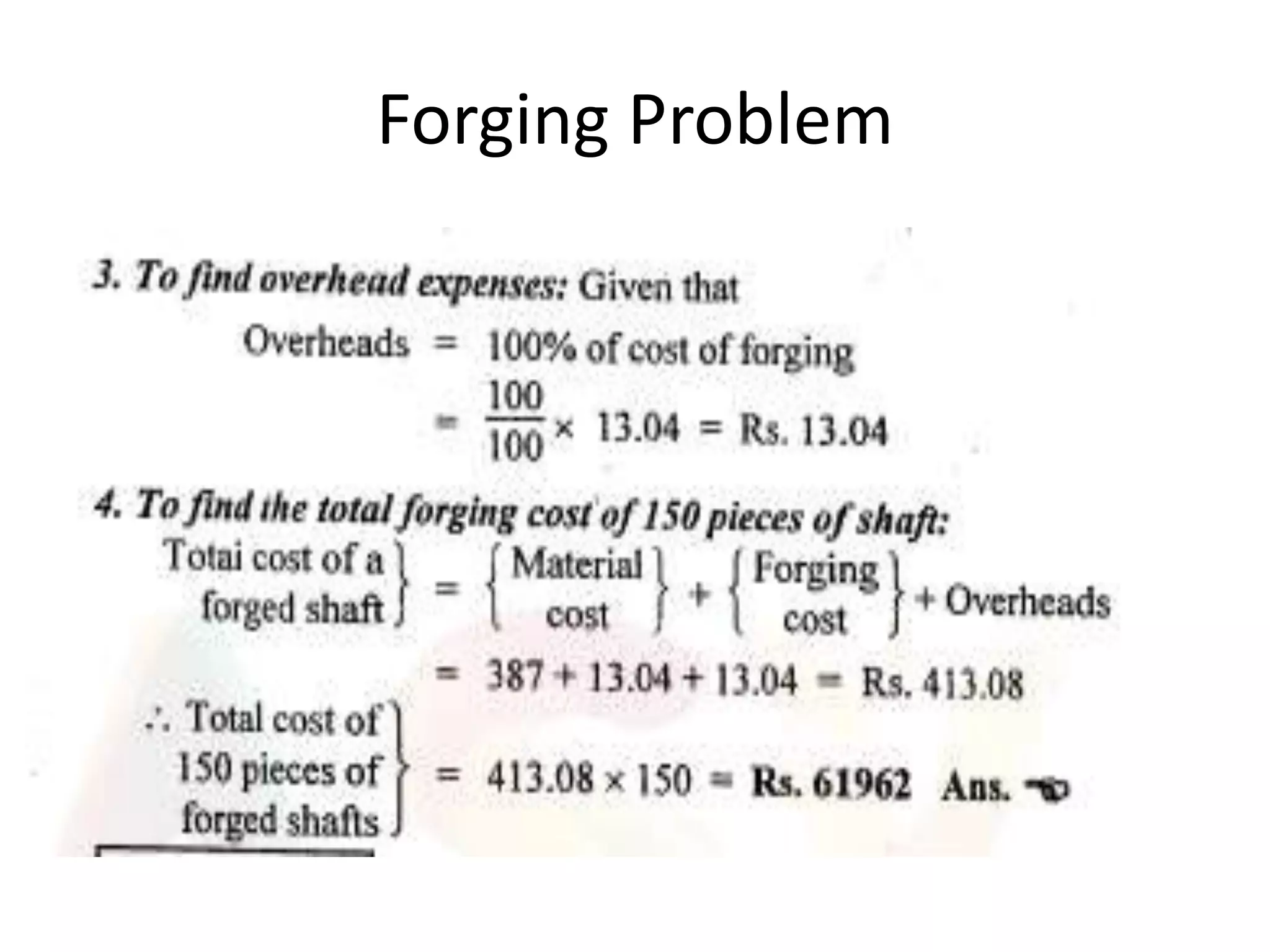
Focuses on estimation in forging, covering types of forging processes, estimating material losses, and associated costs.
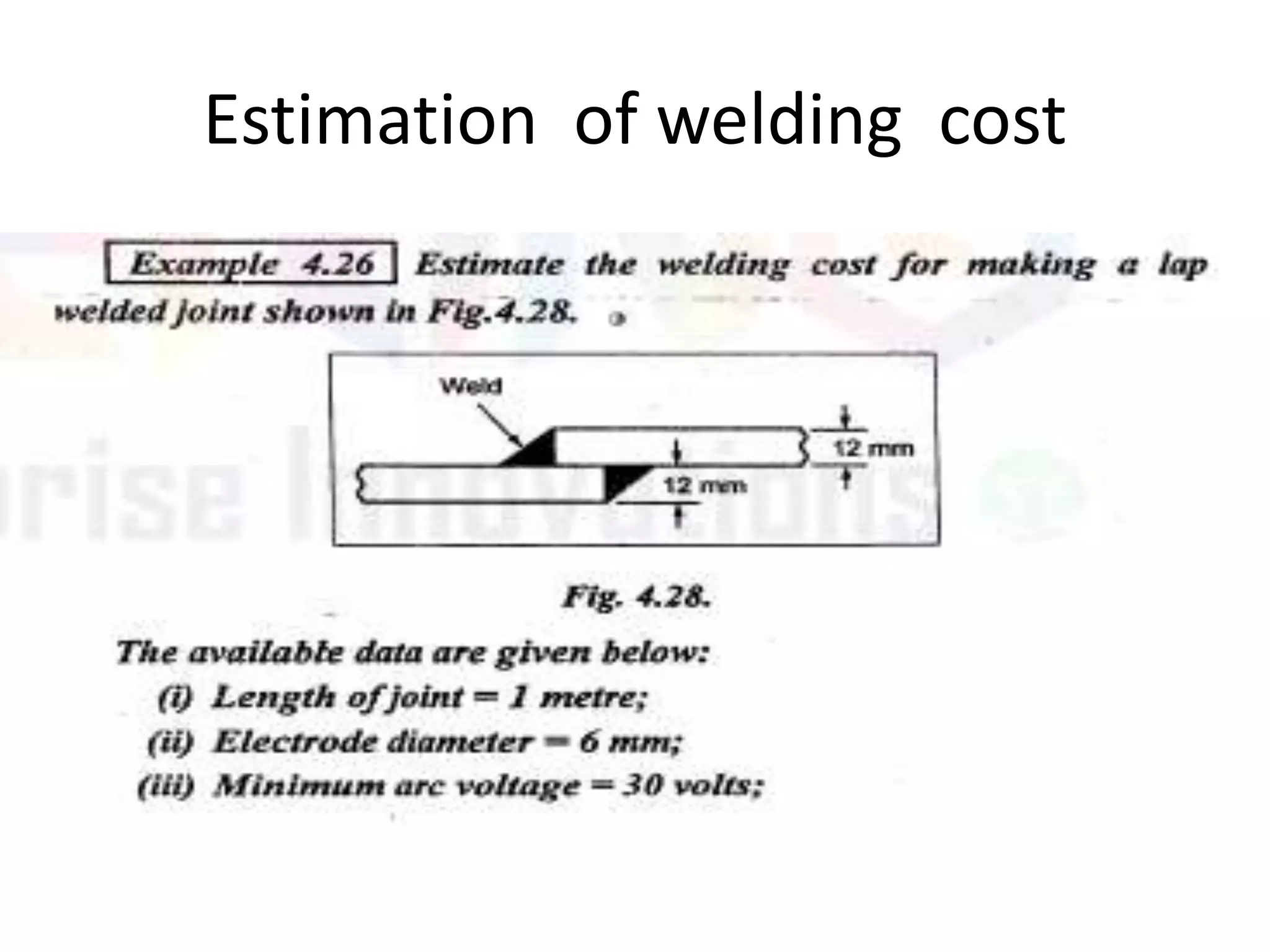
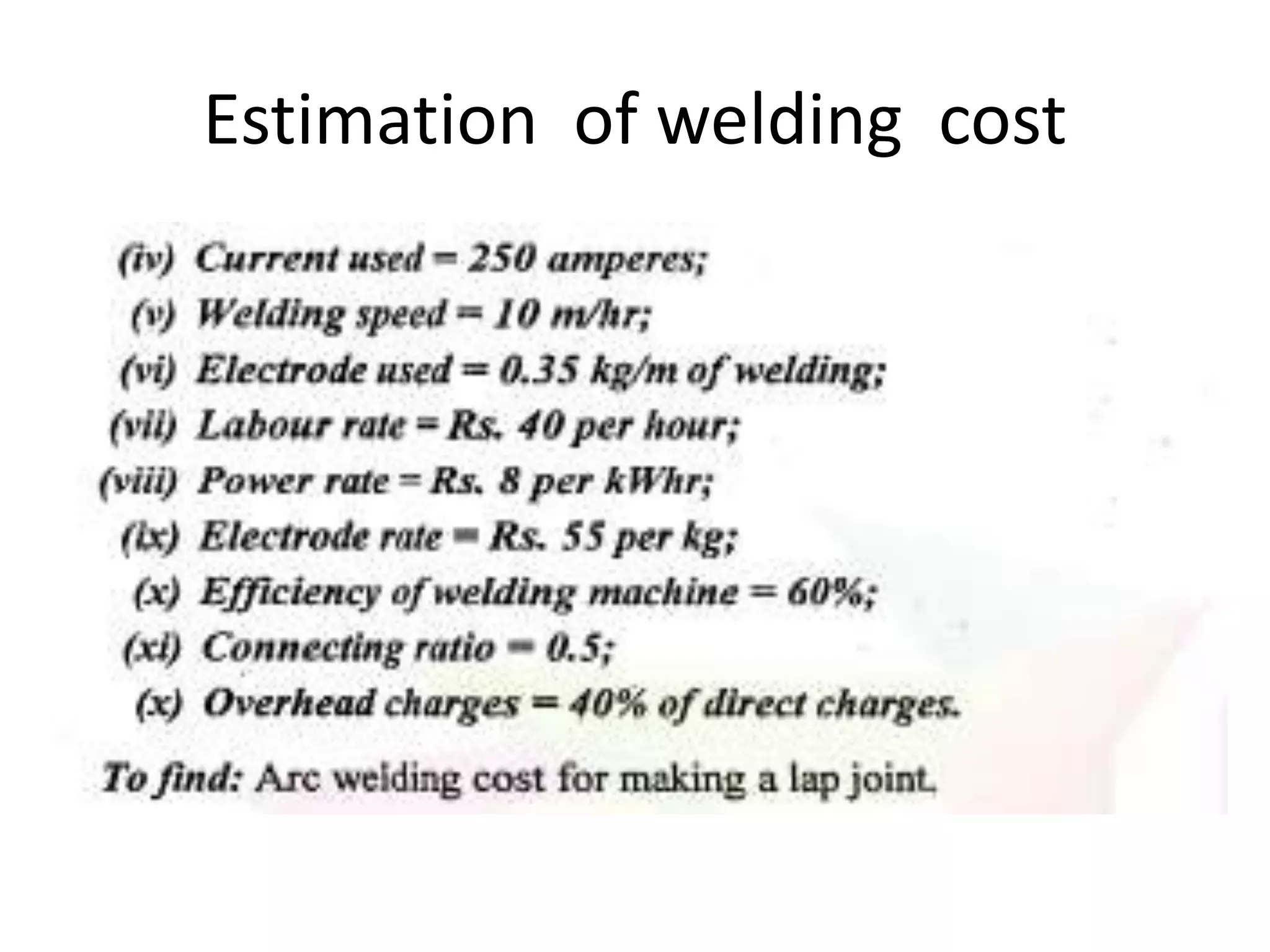
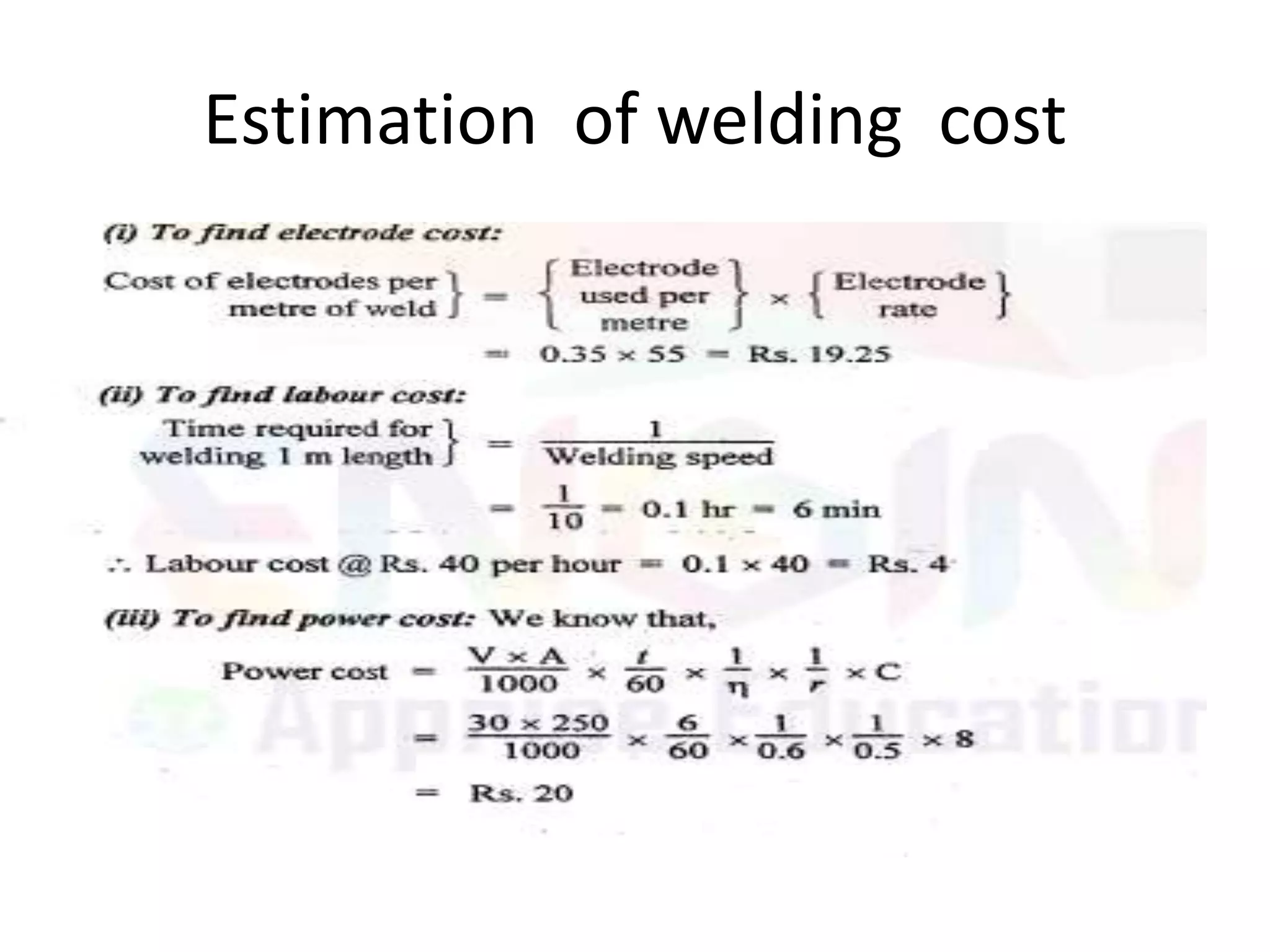
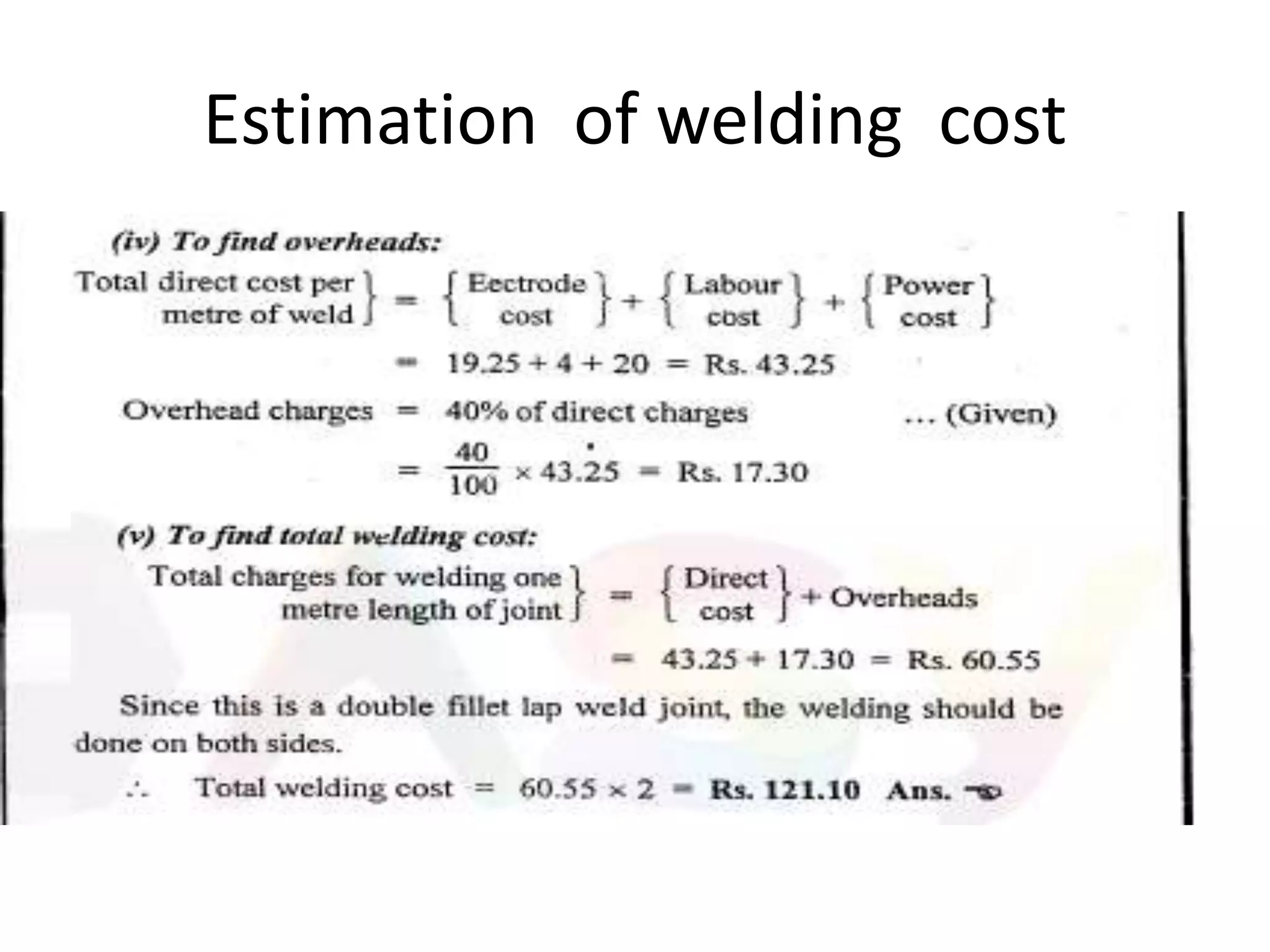
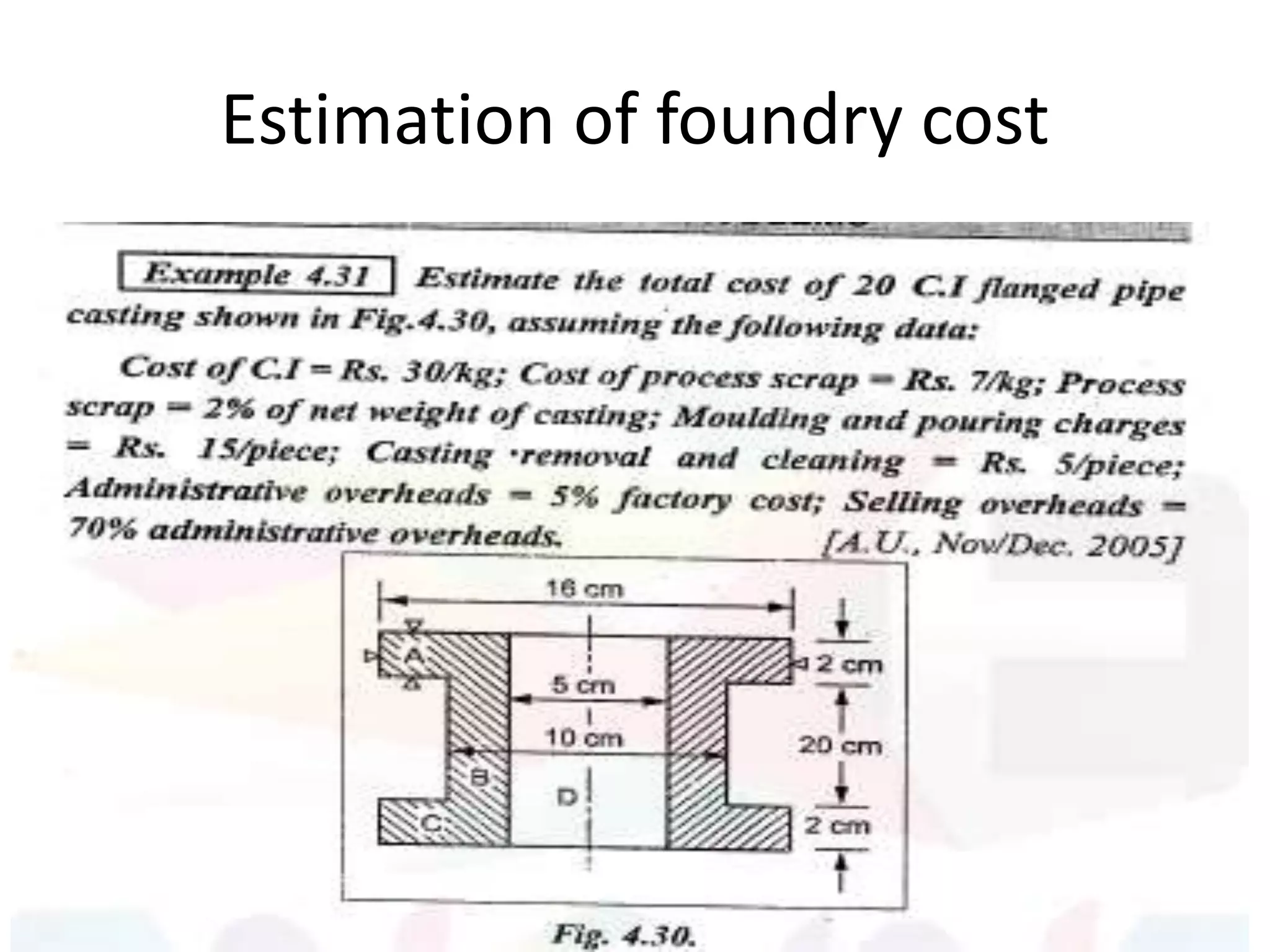
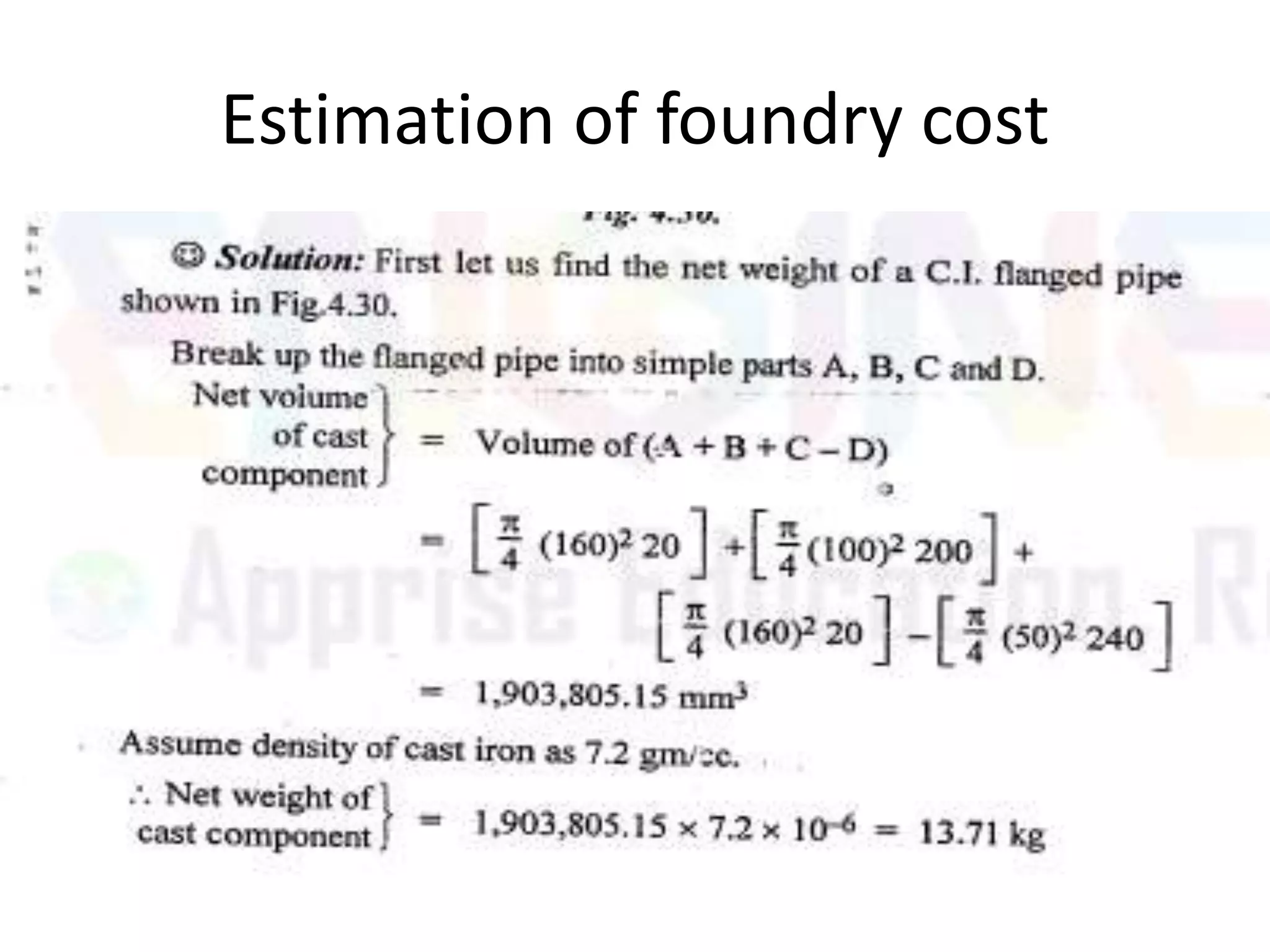
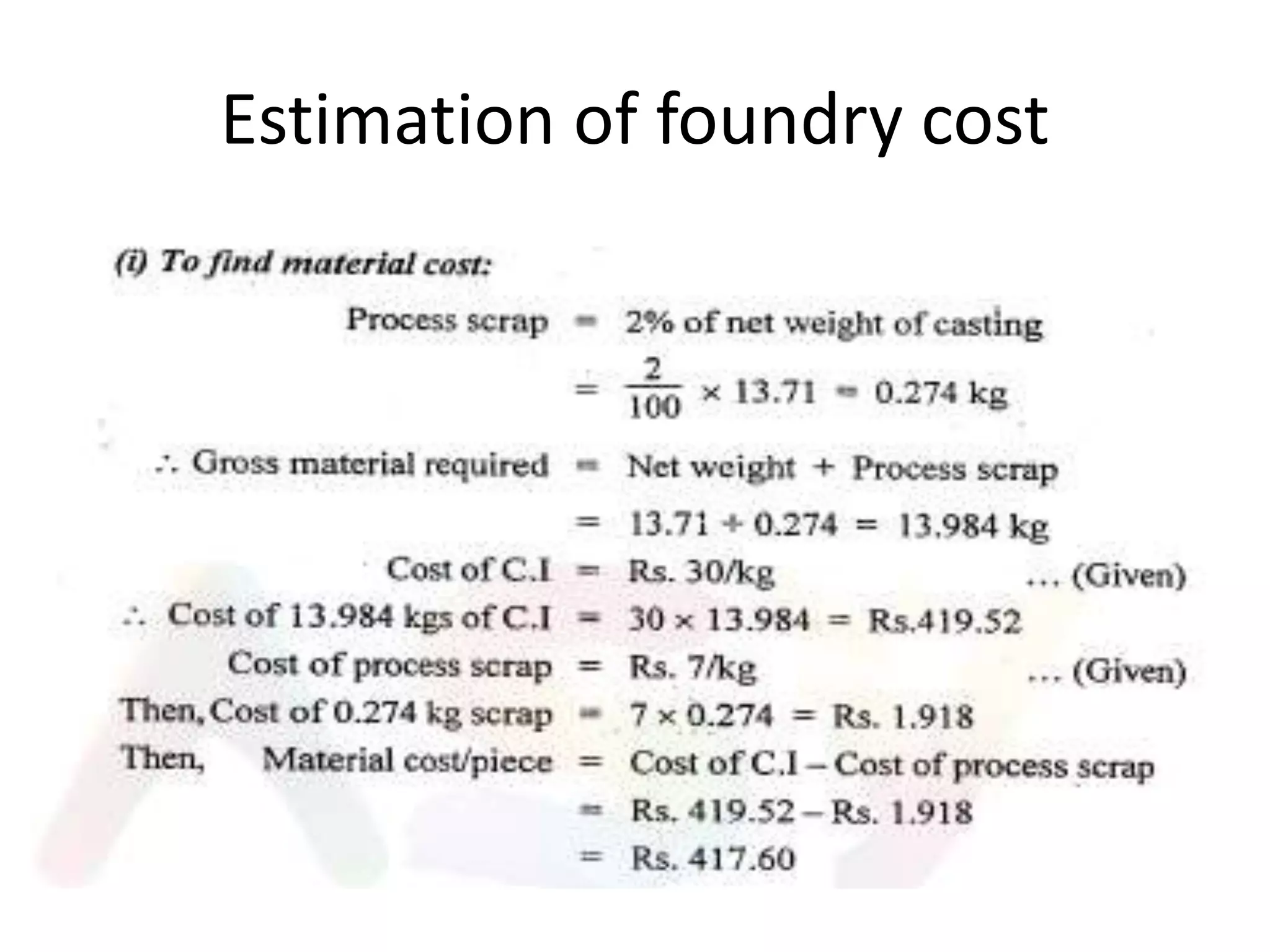
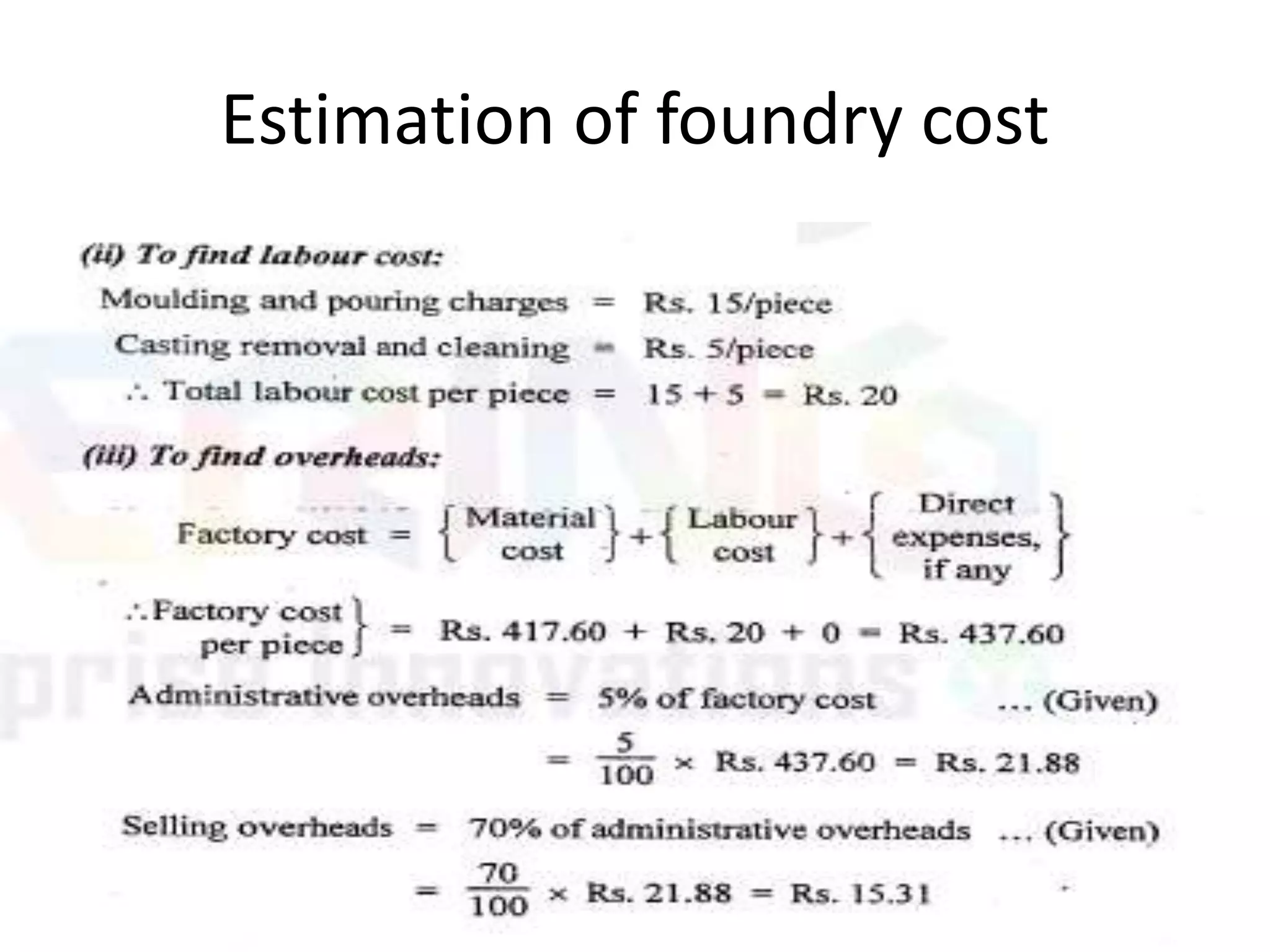
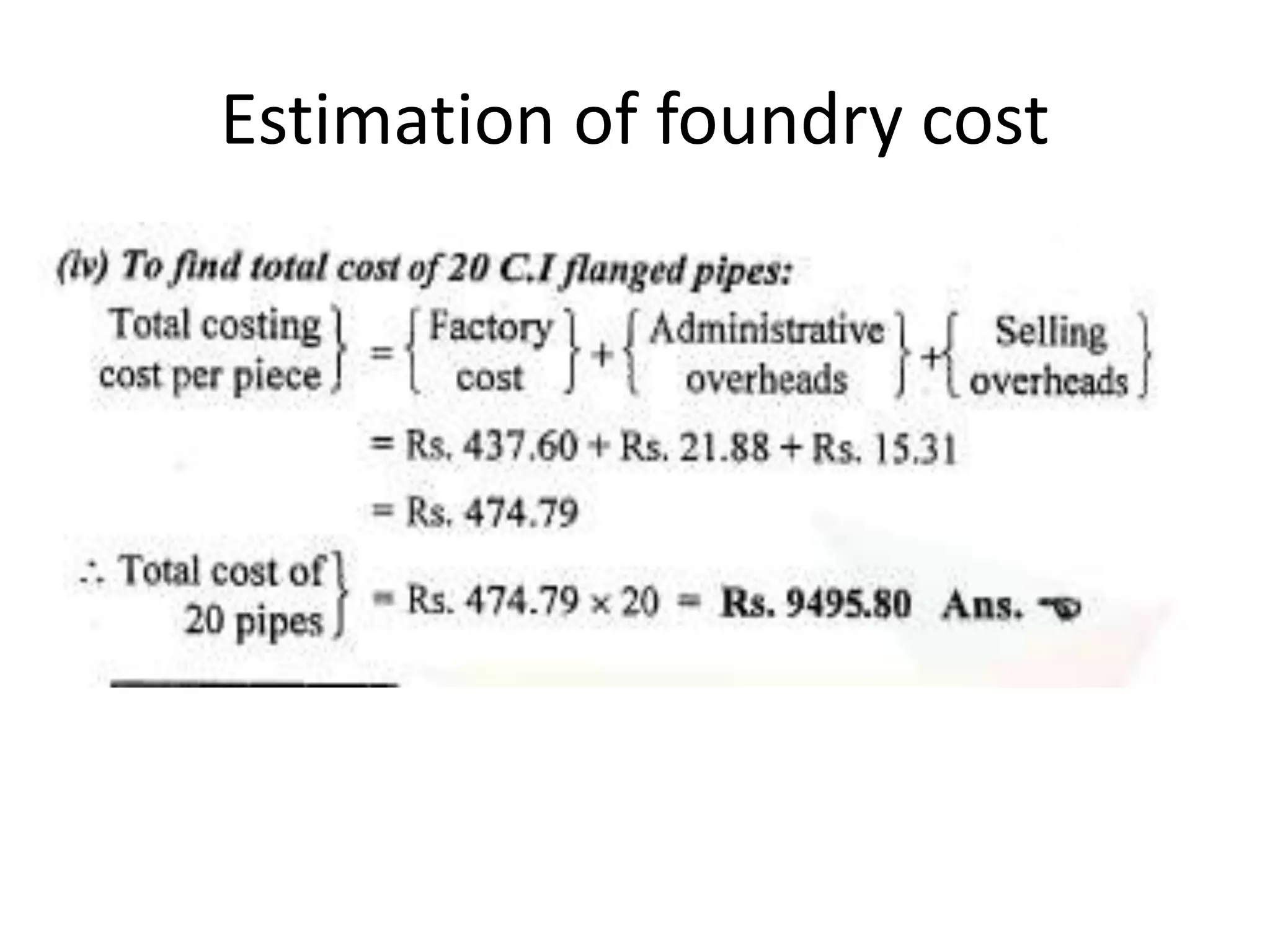
Estimates costs related to welding and foundry processes, discussing types of welding and associated estimation approaches.
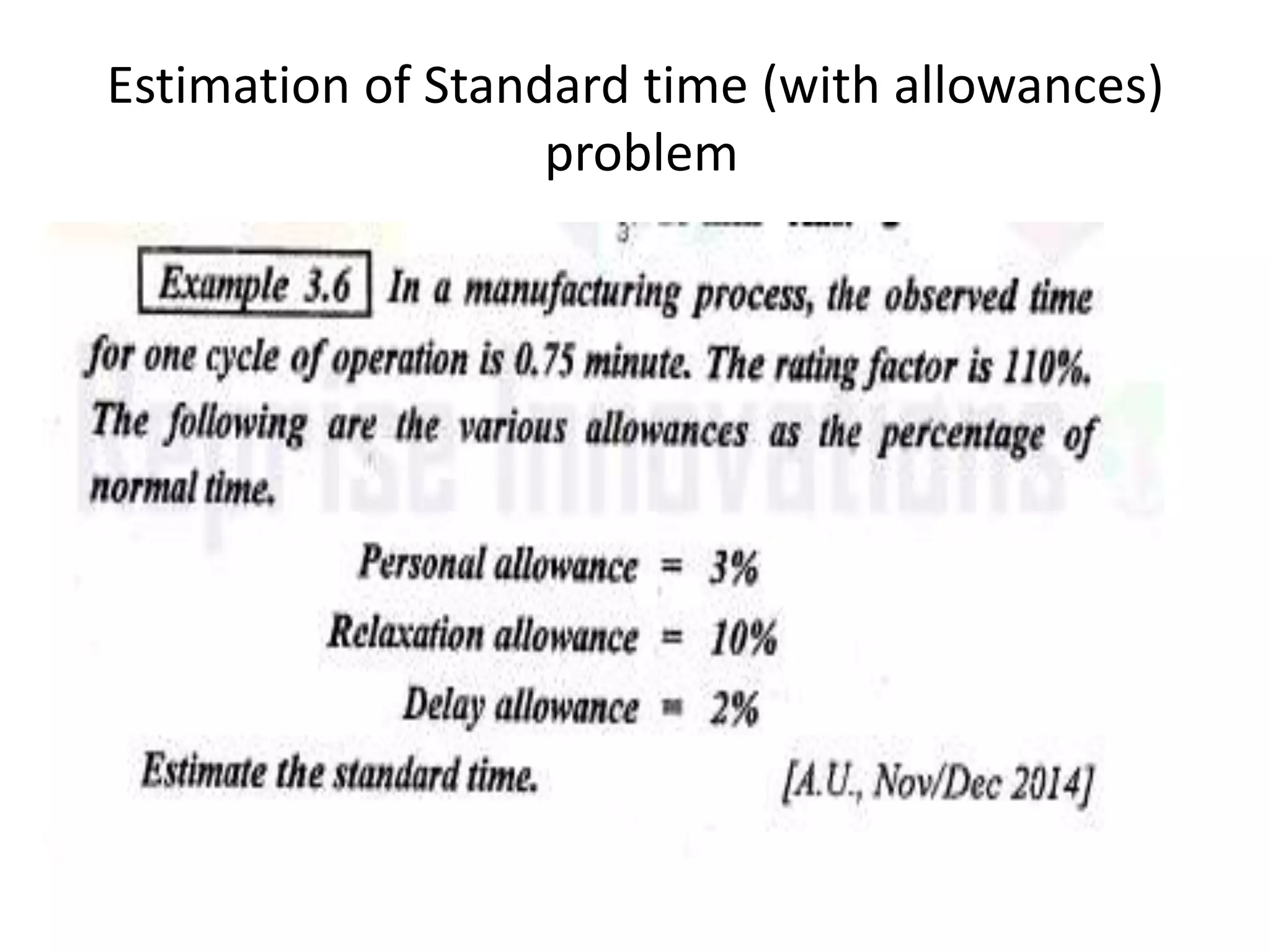
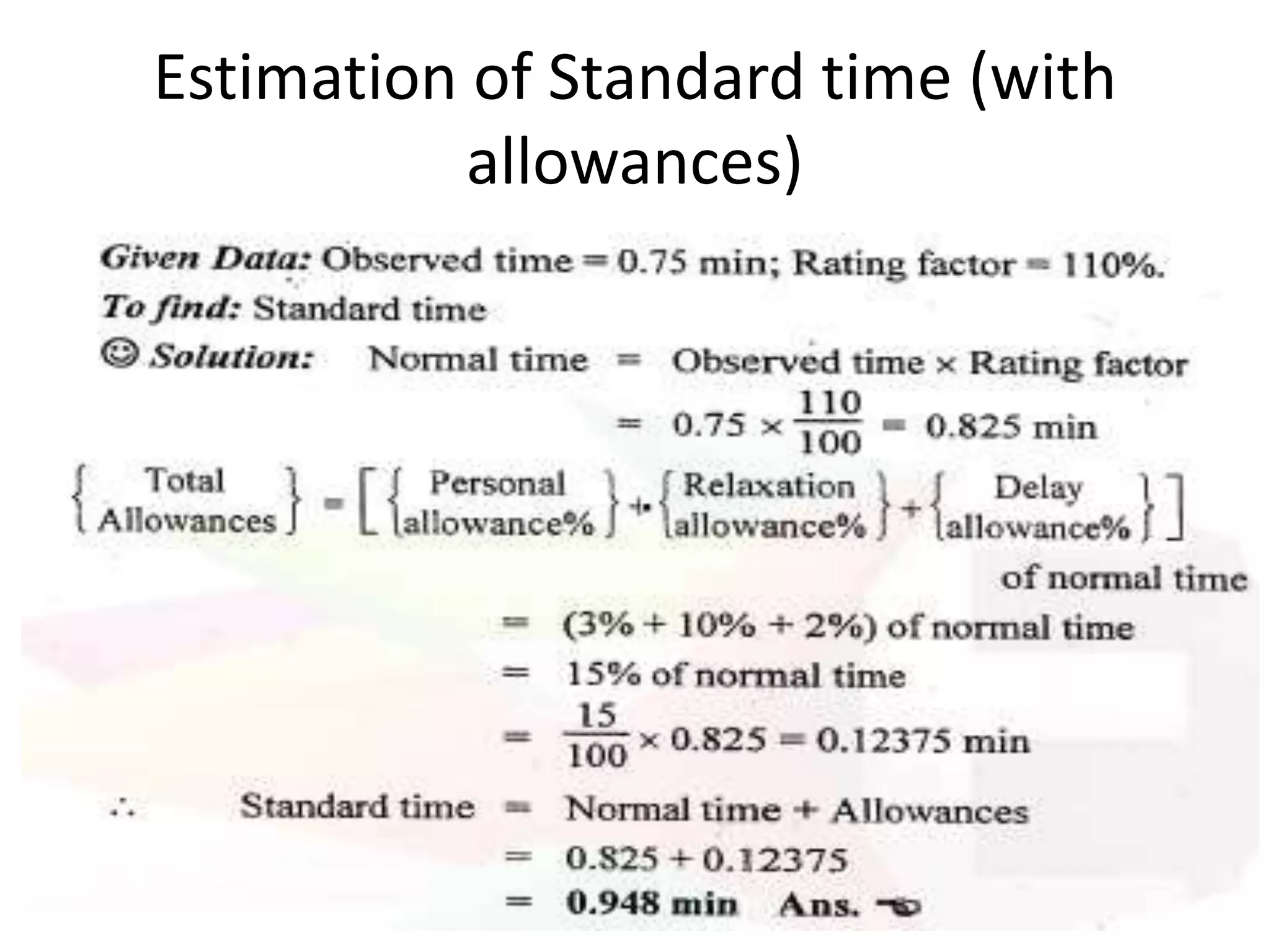
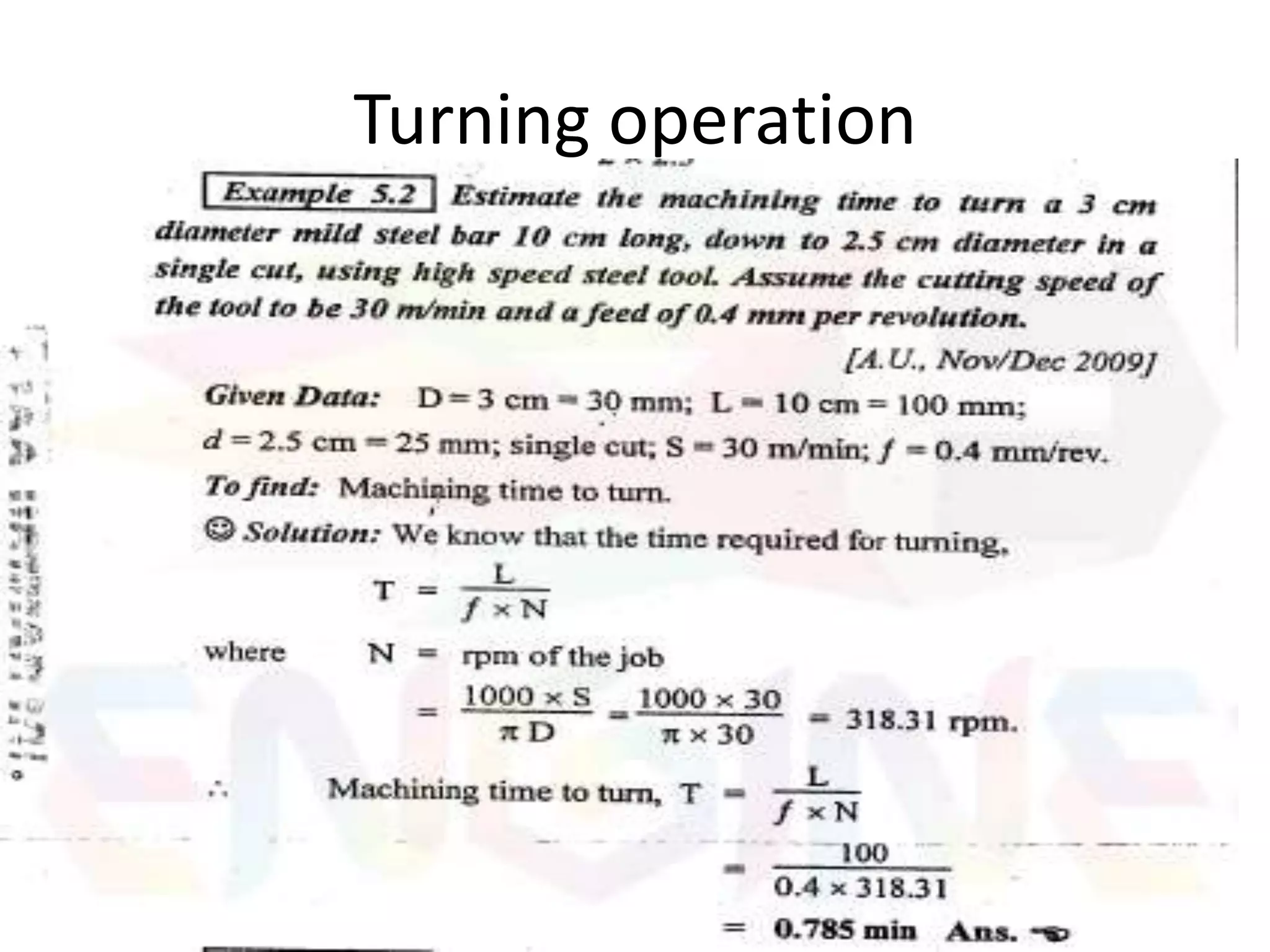
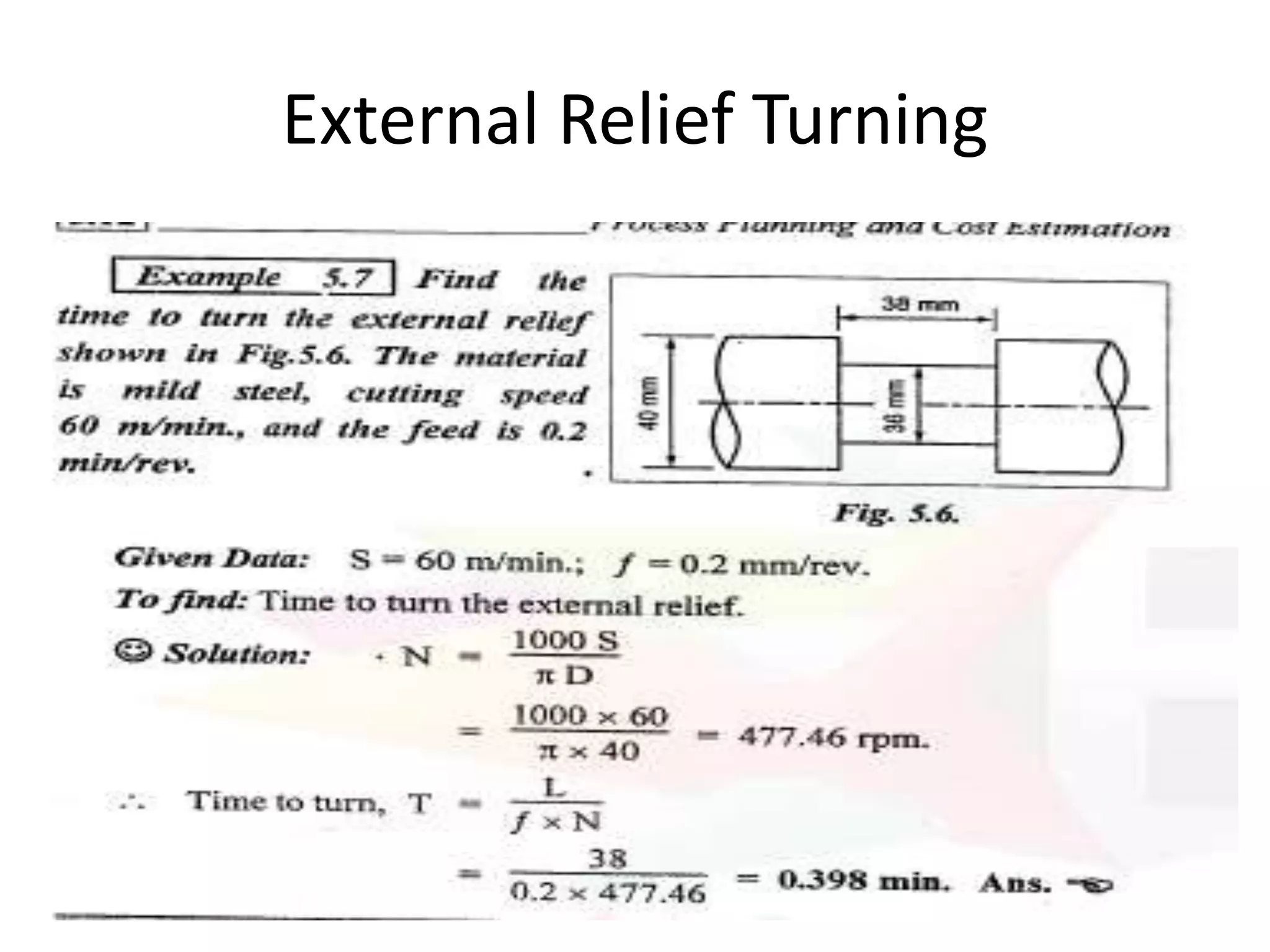
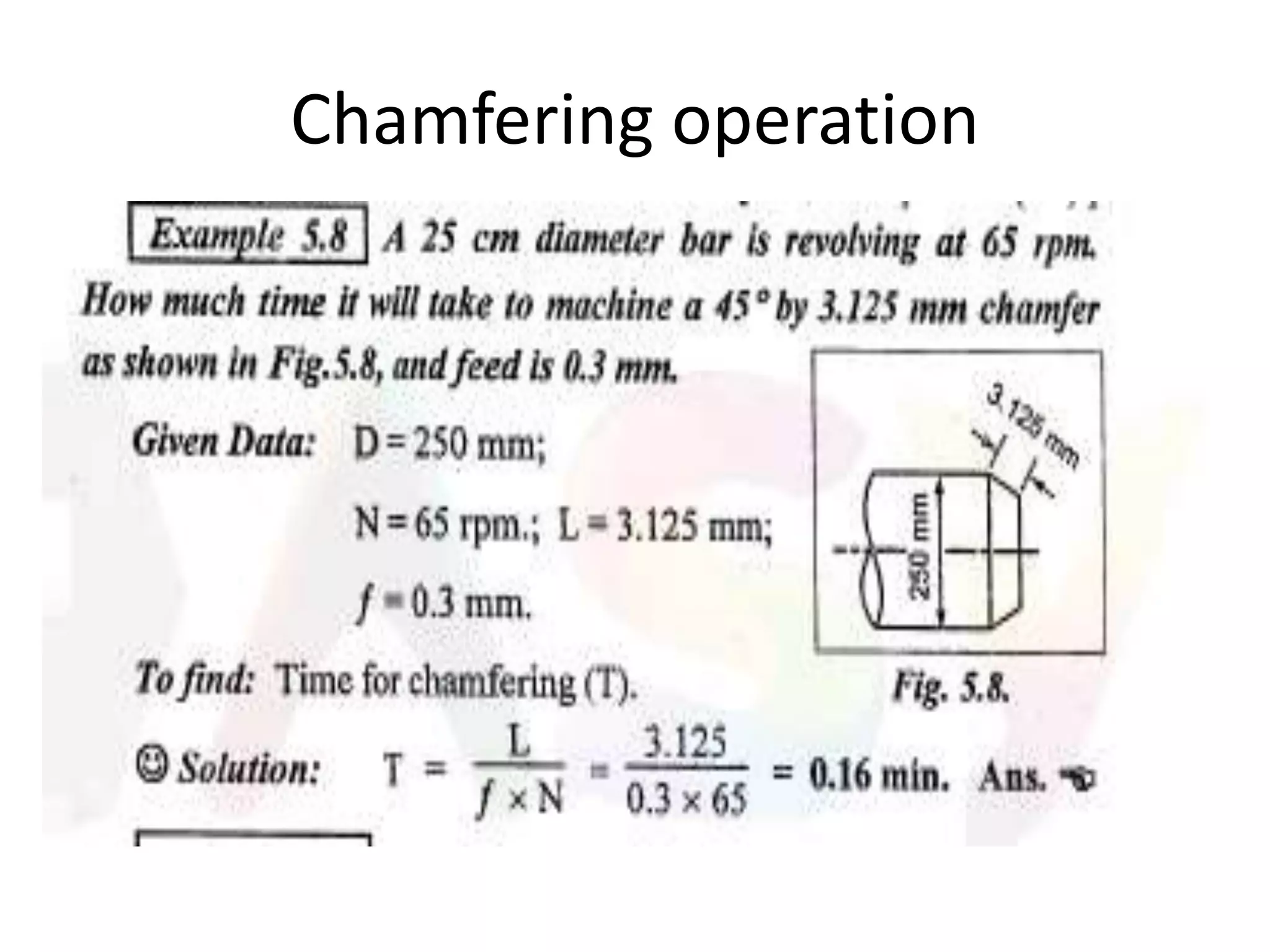
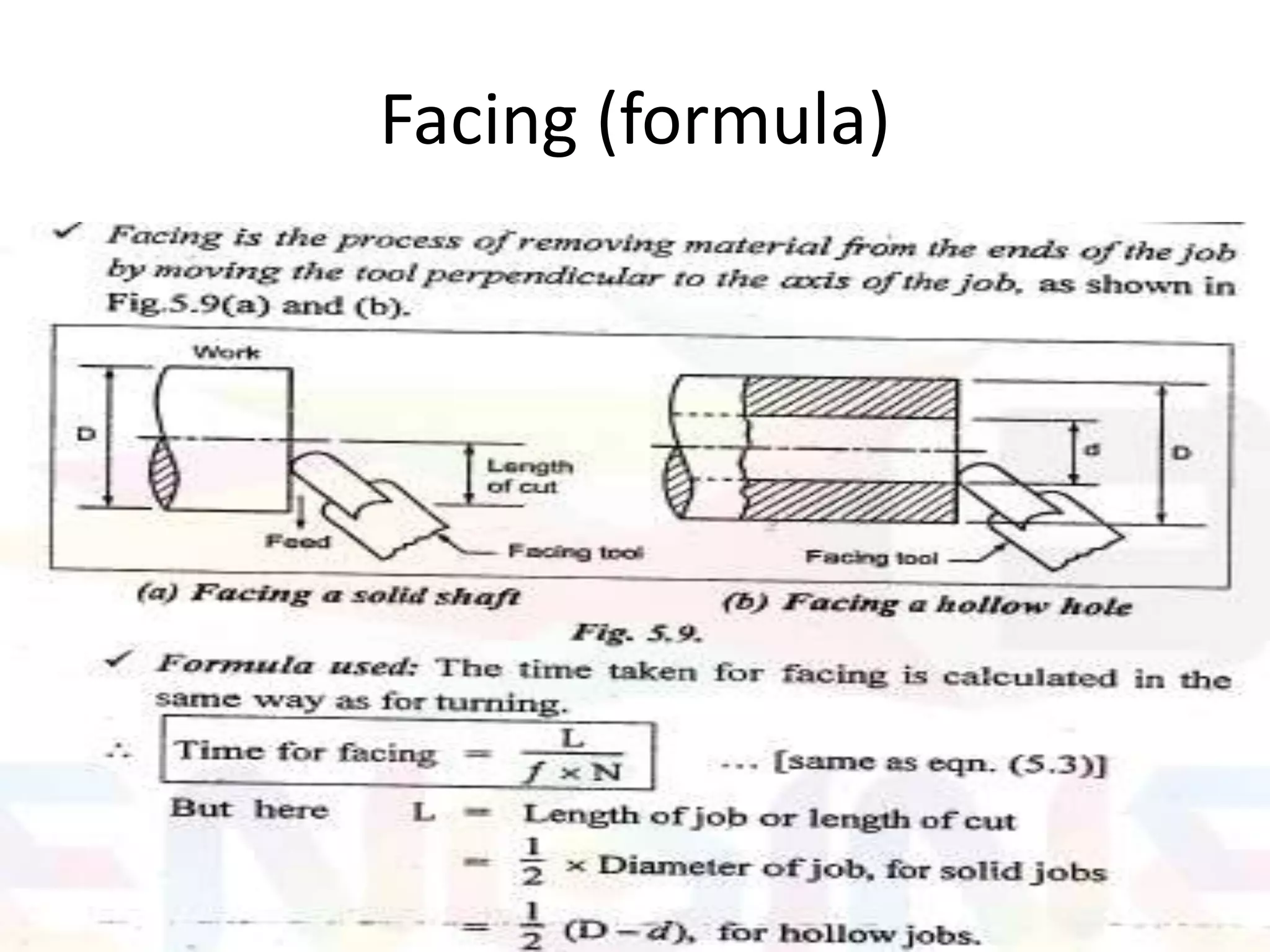
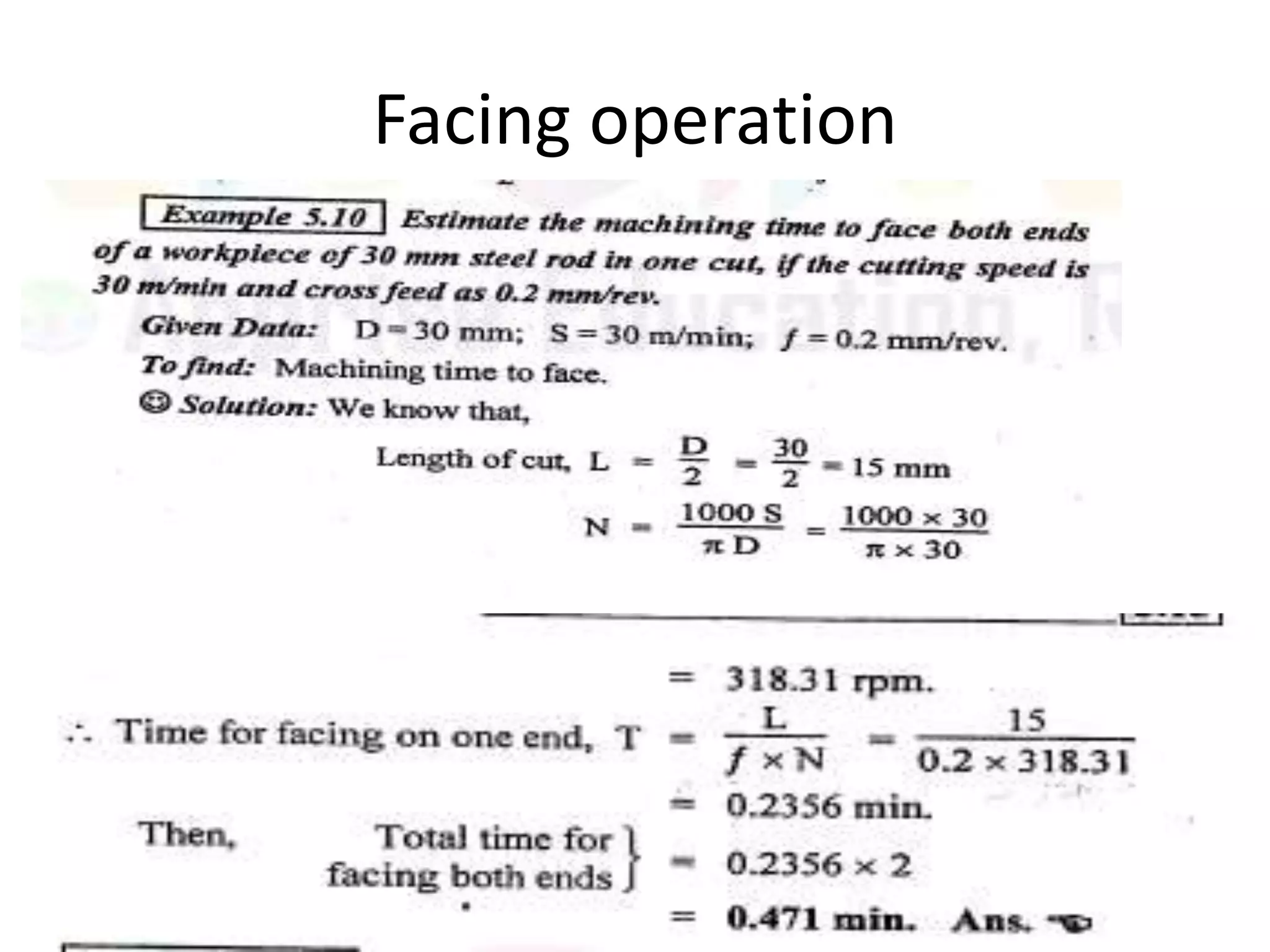
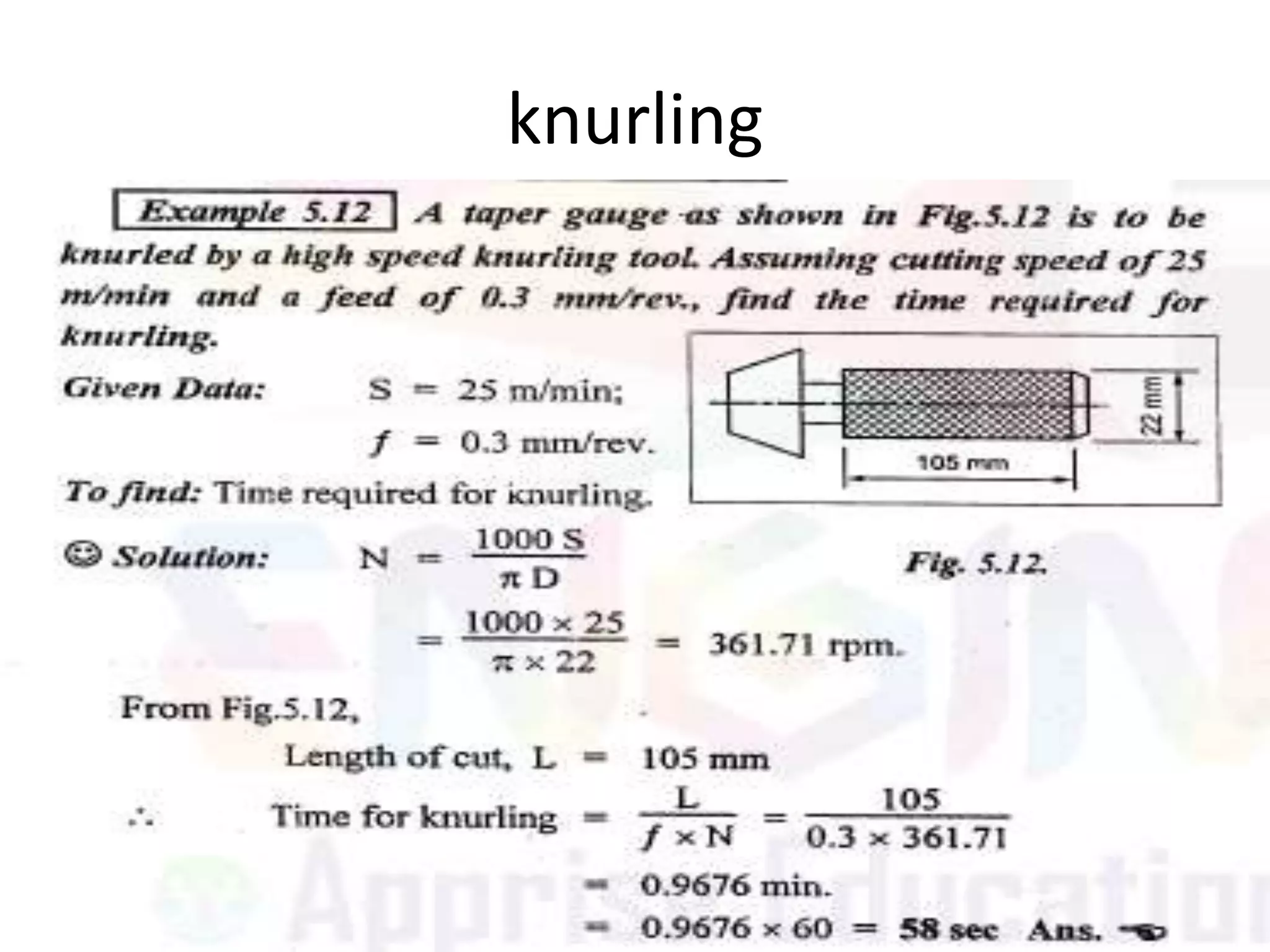
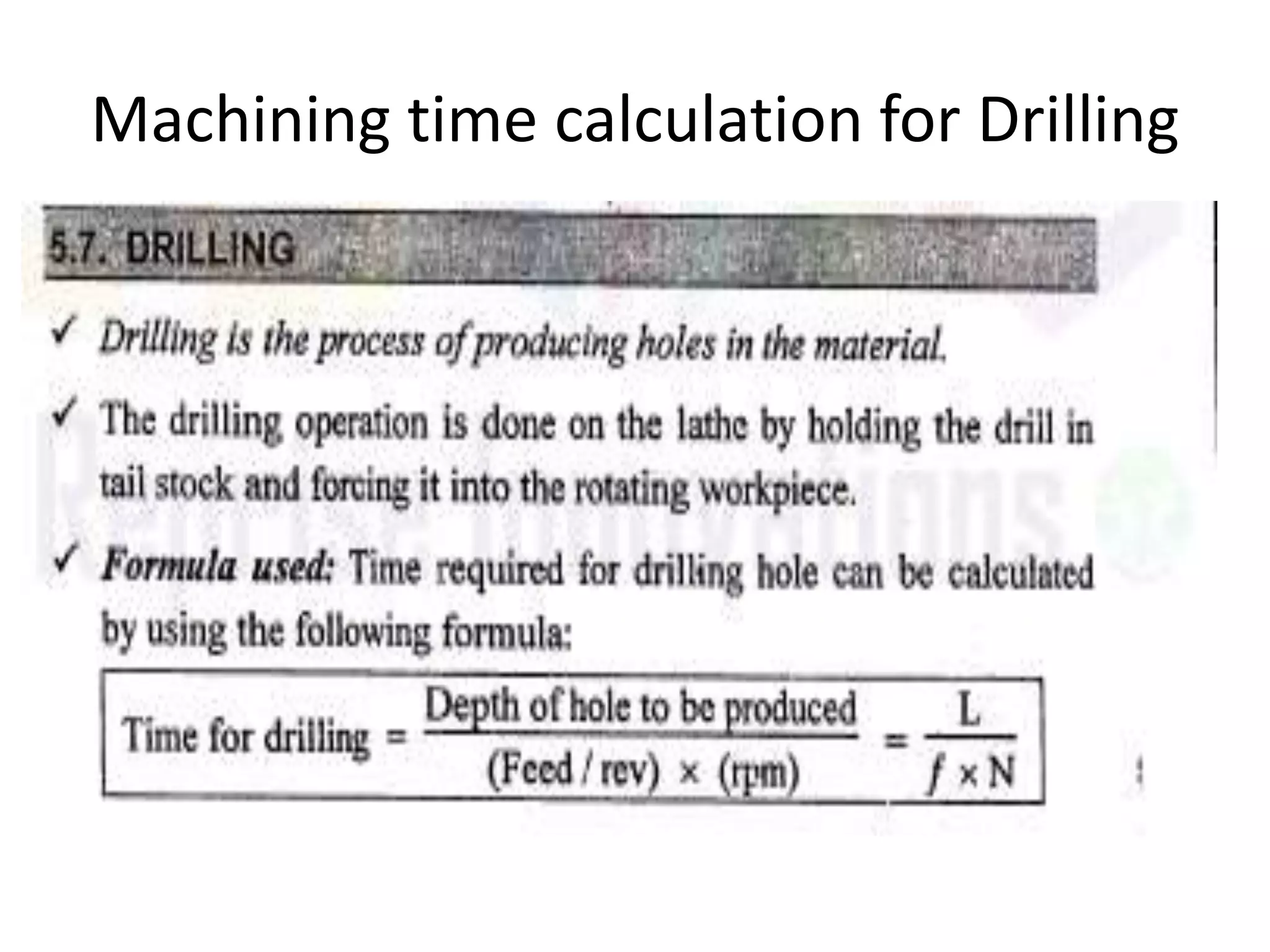
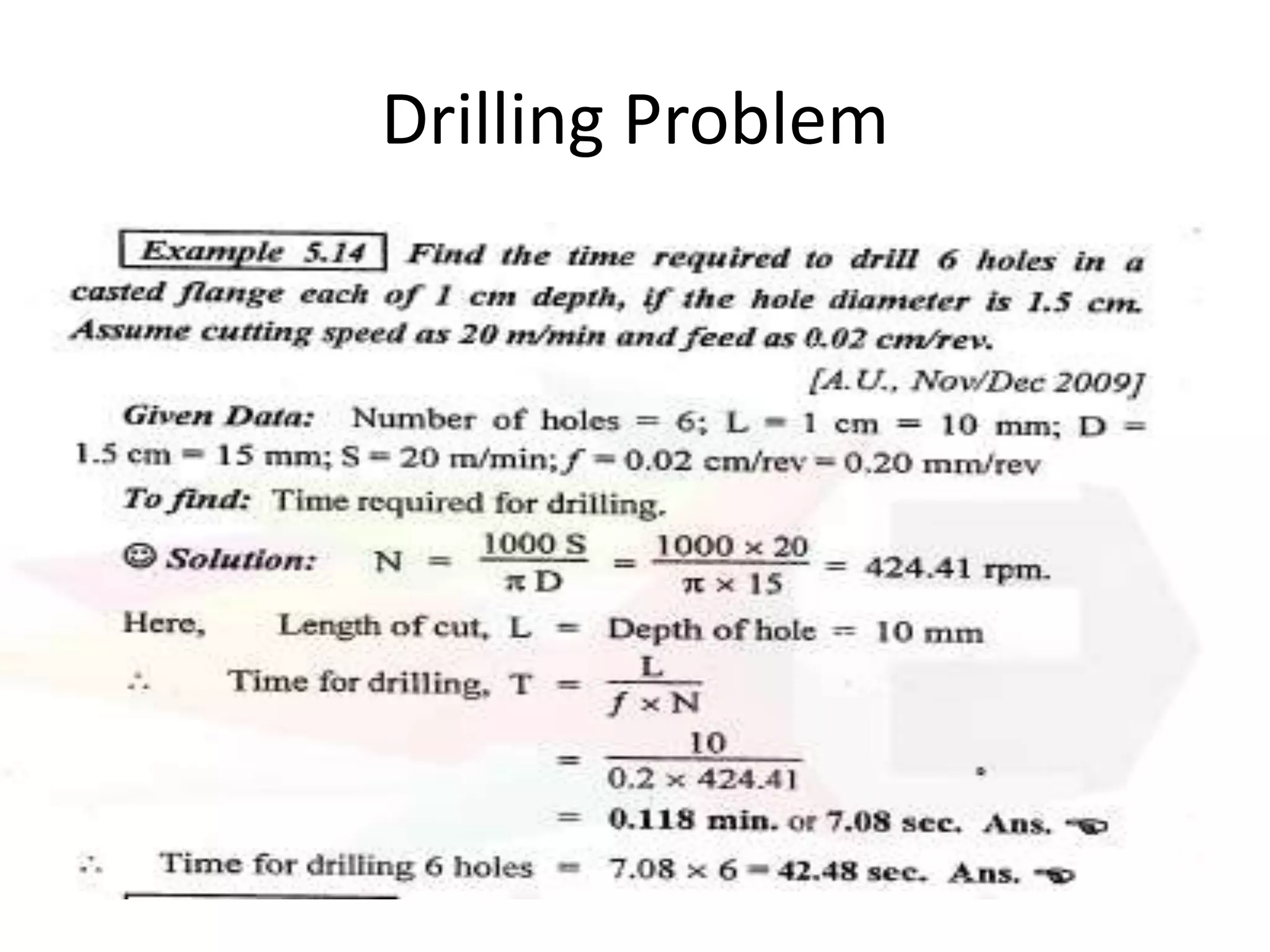
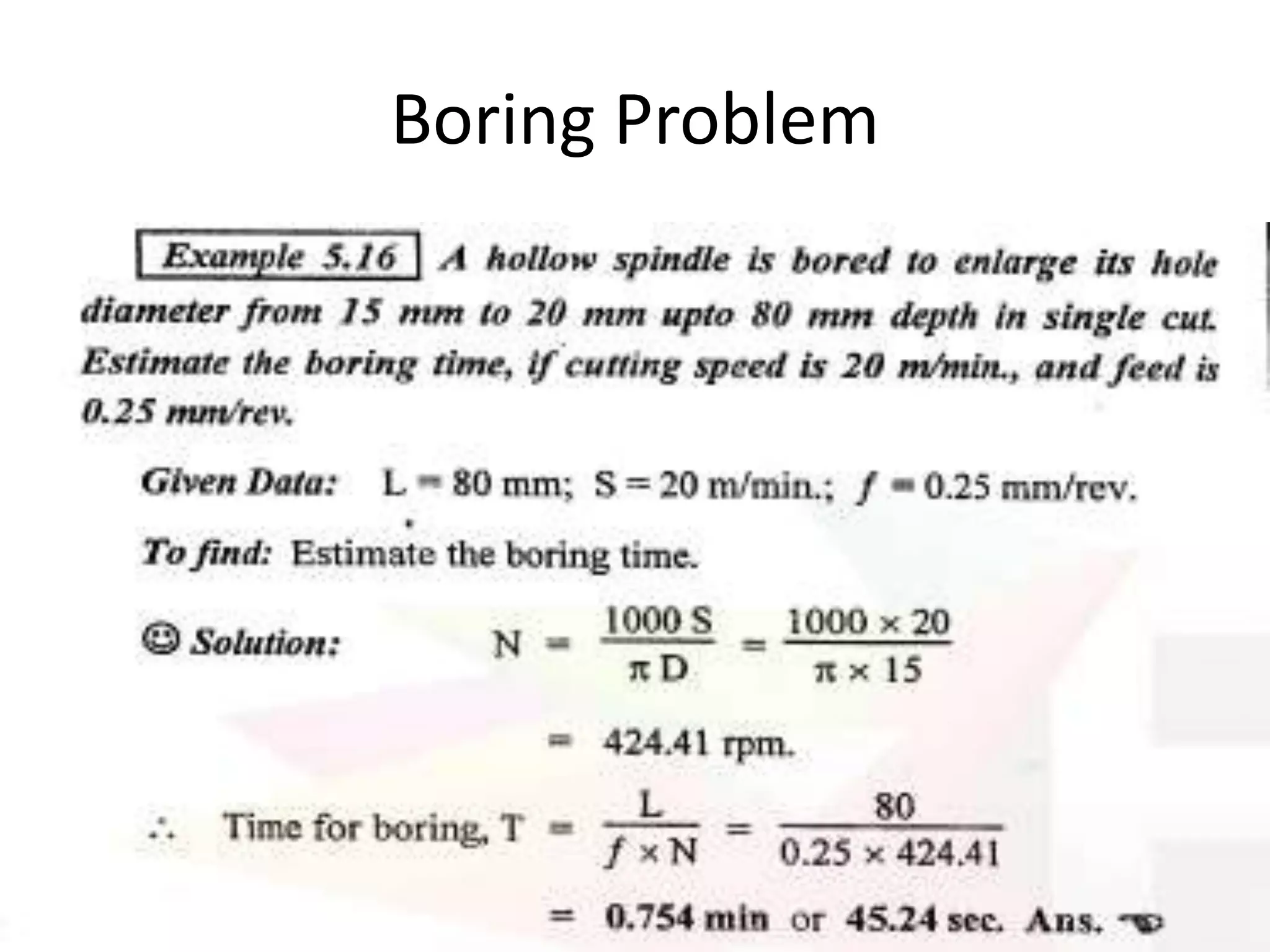
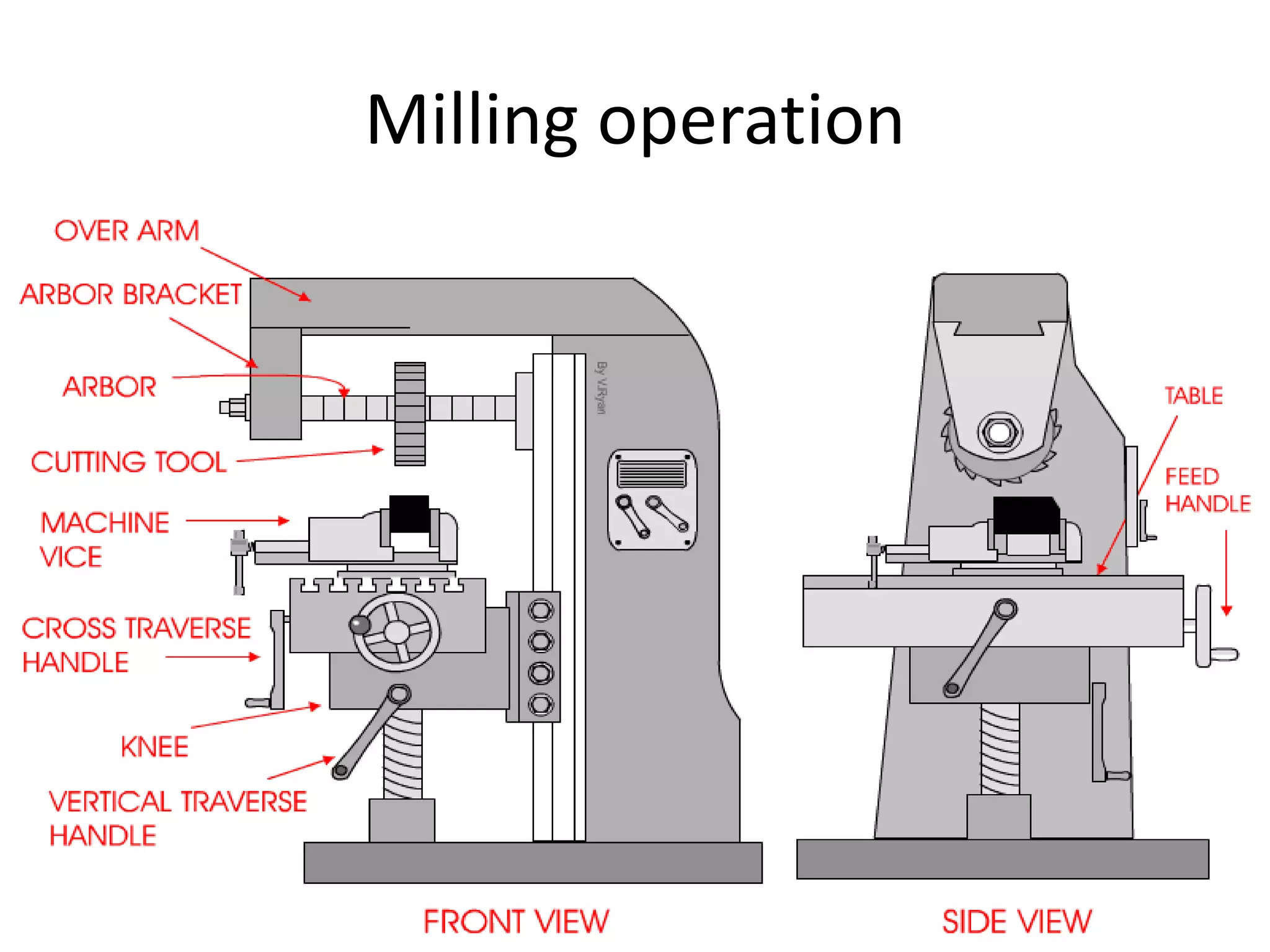
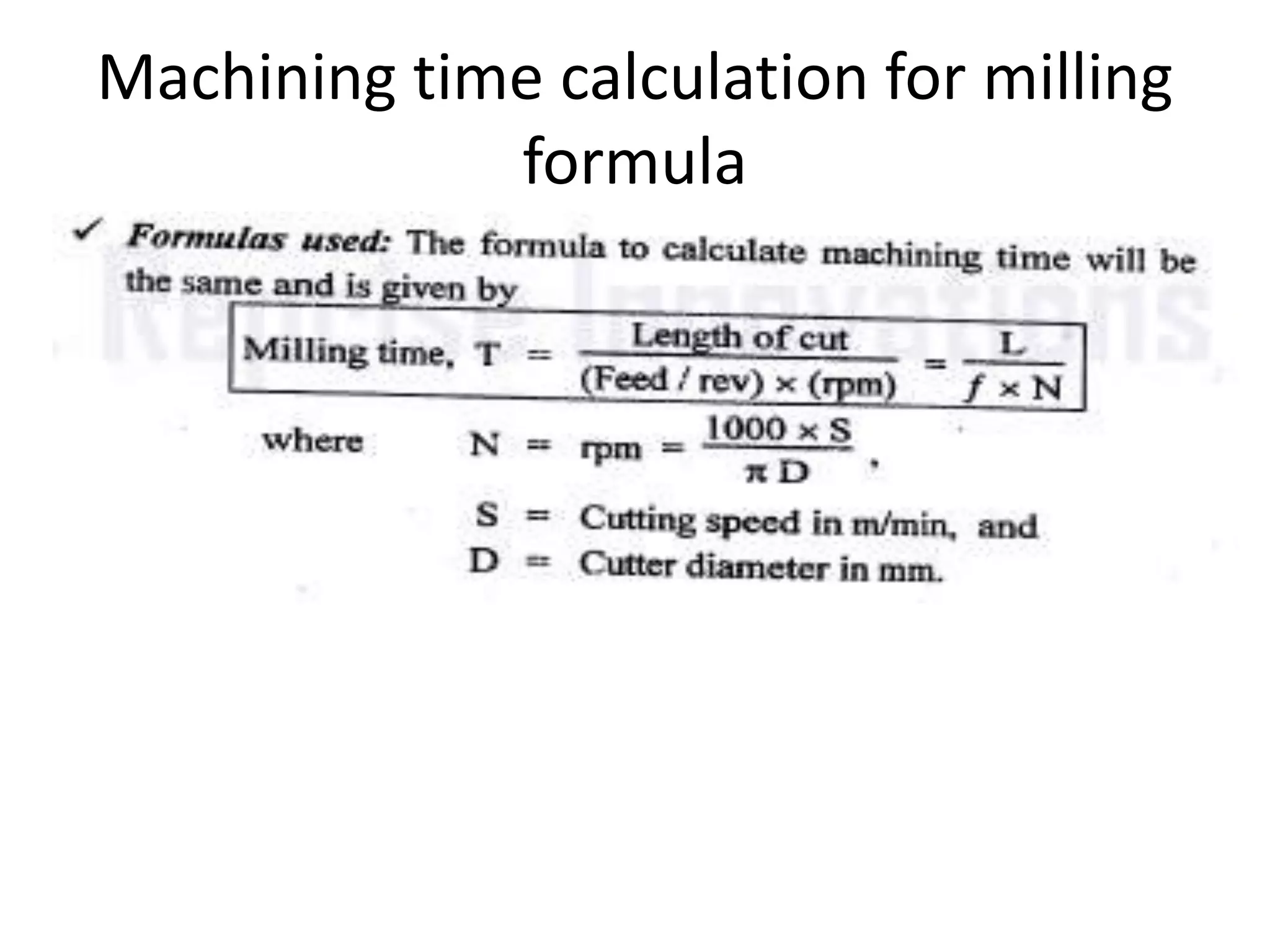
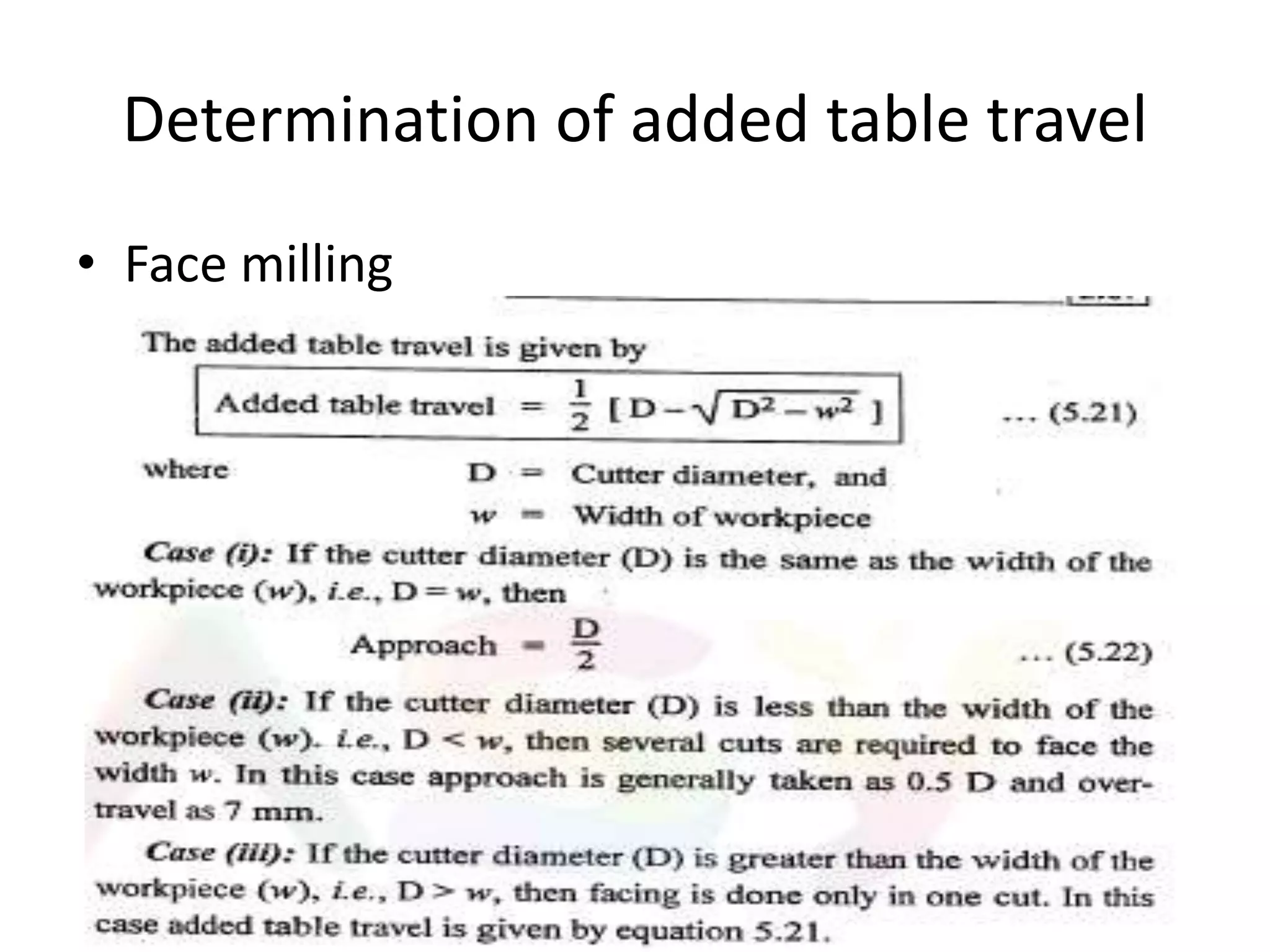
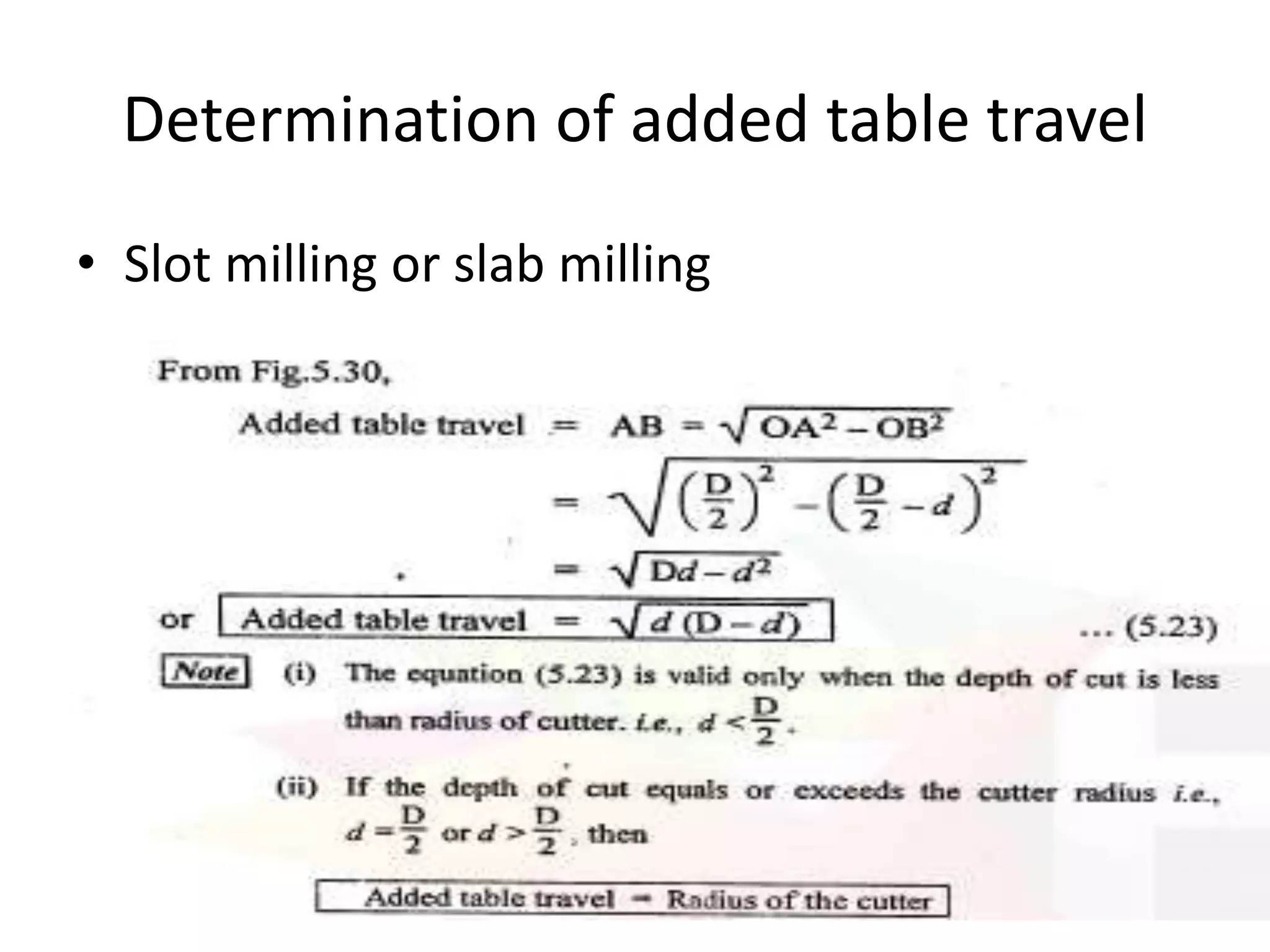
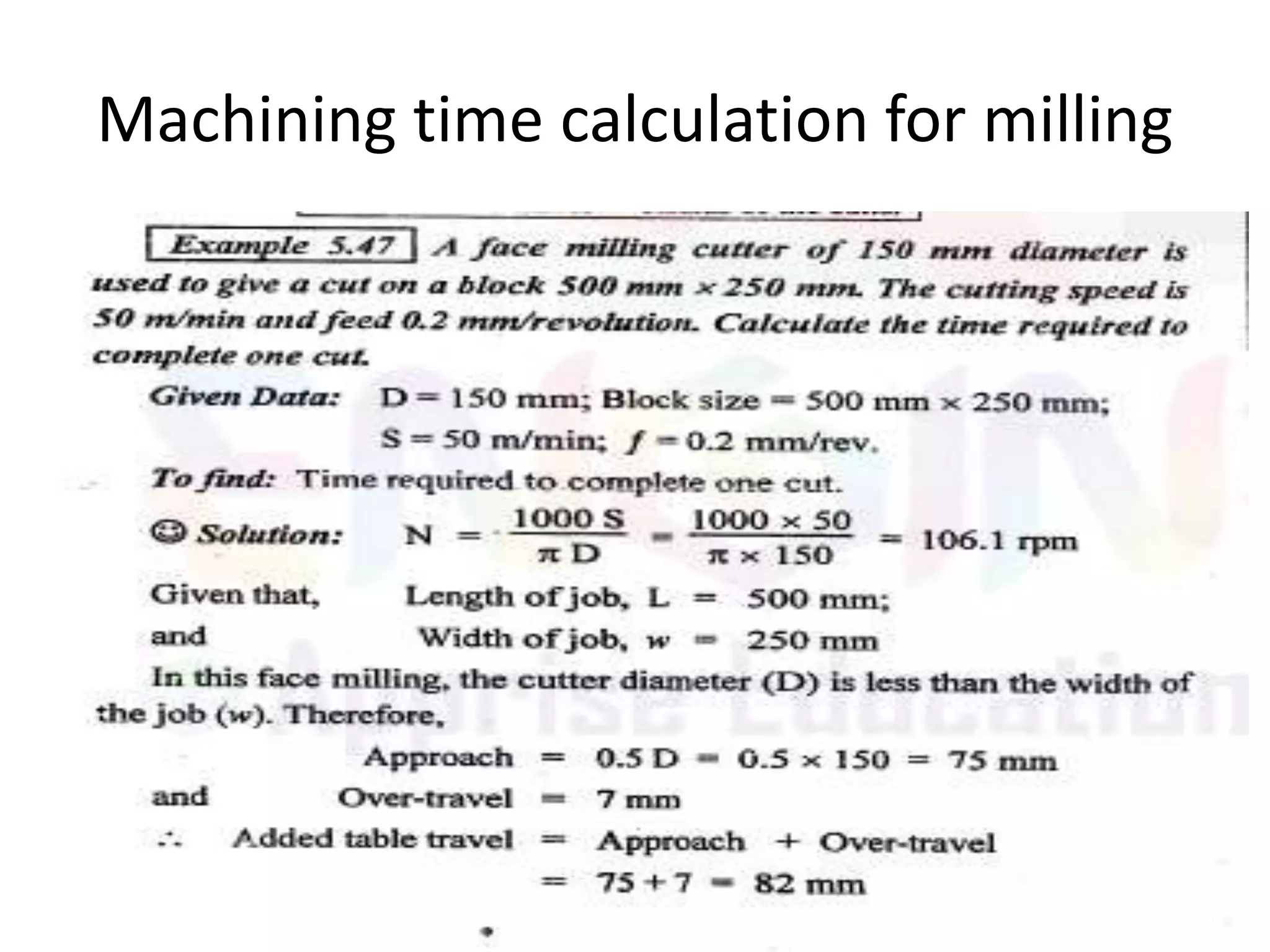
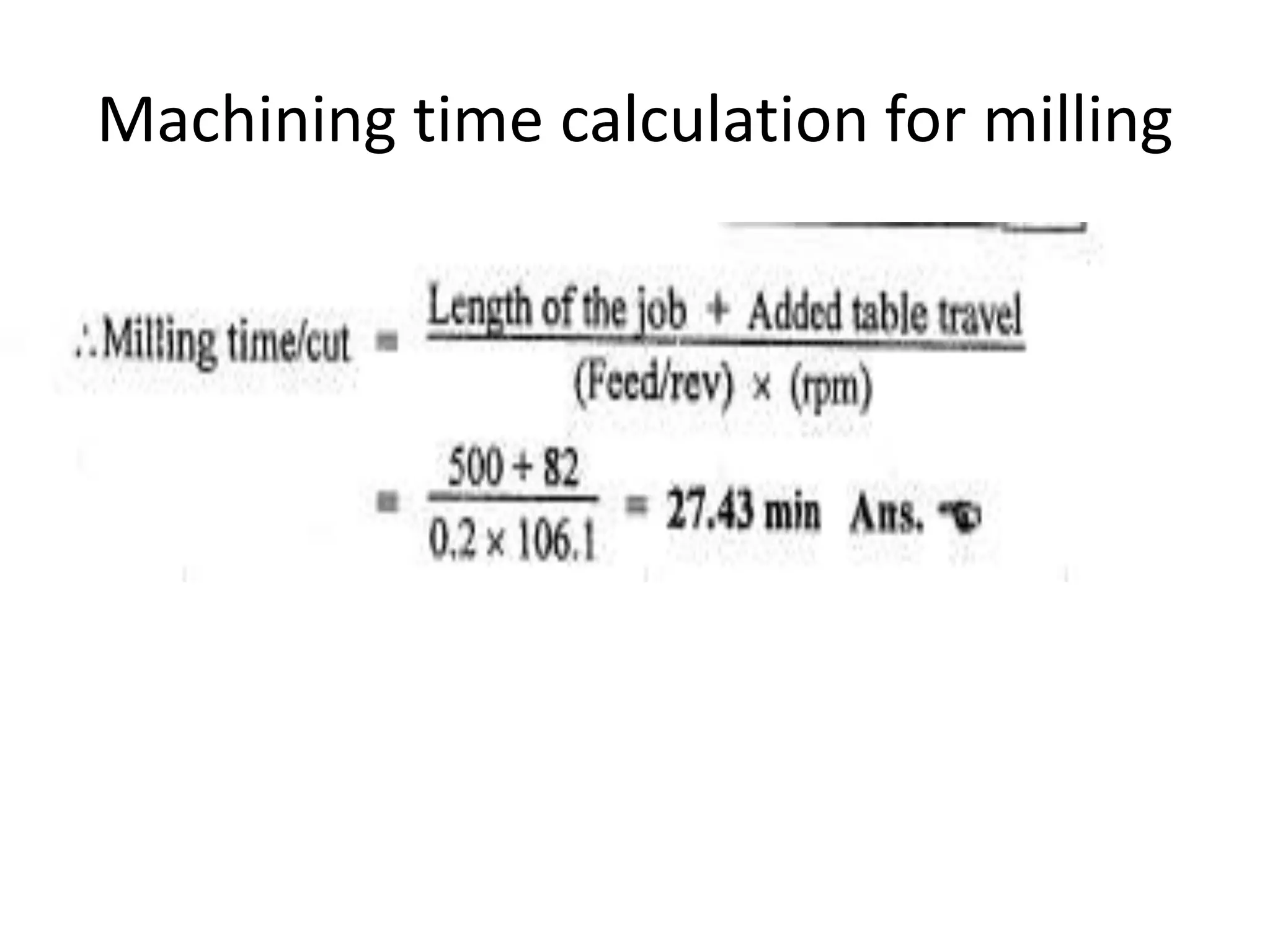
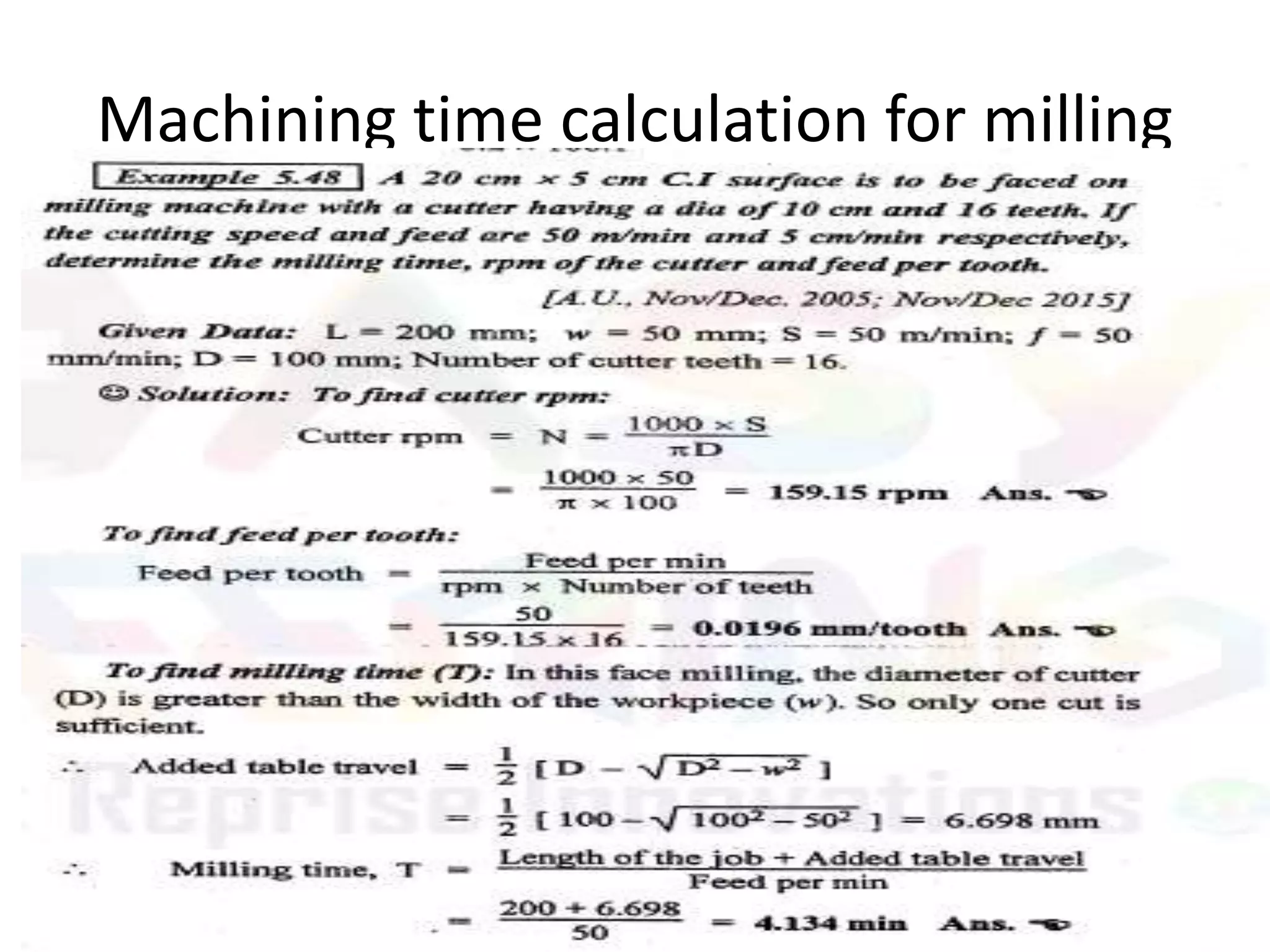
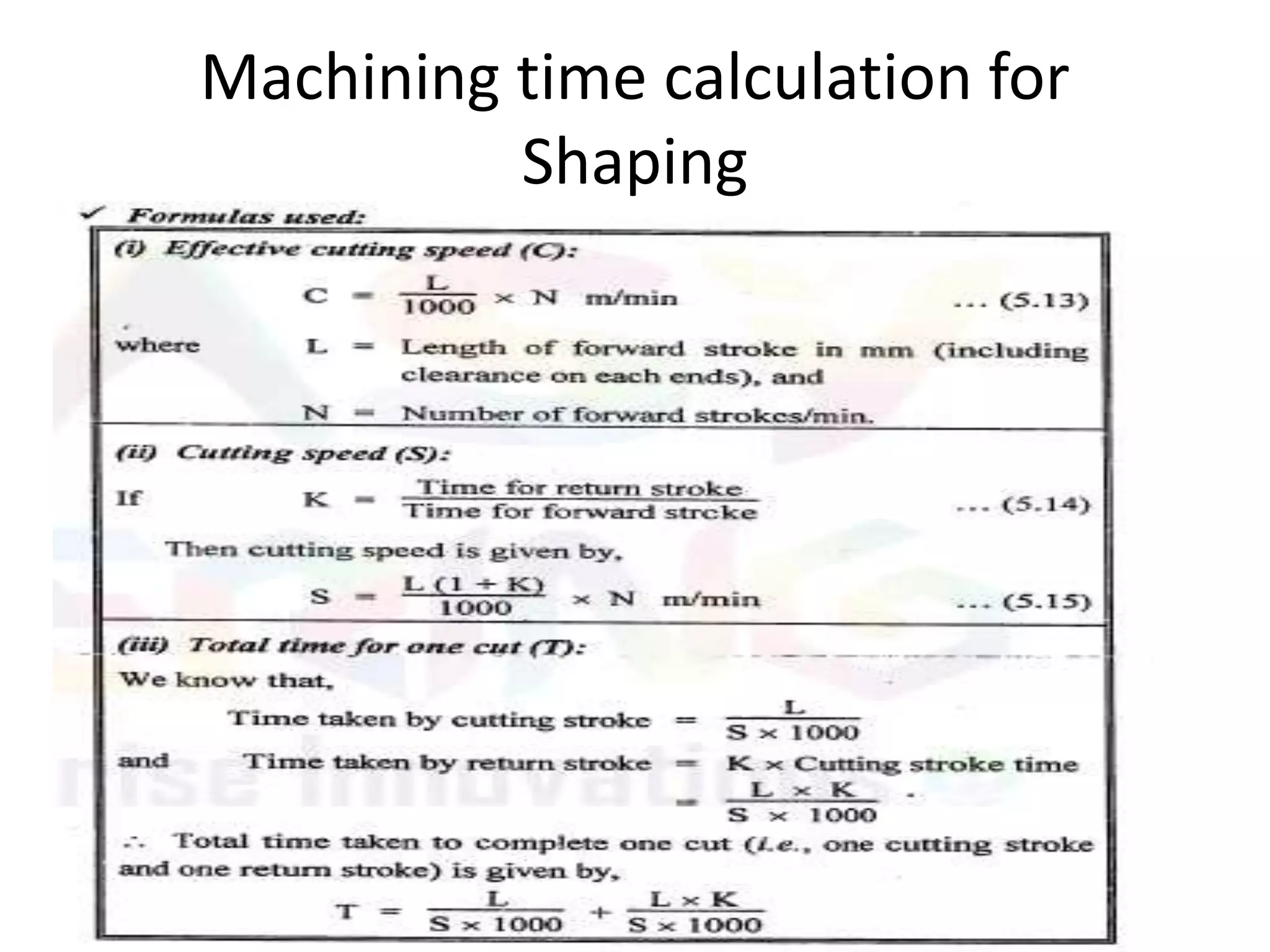
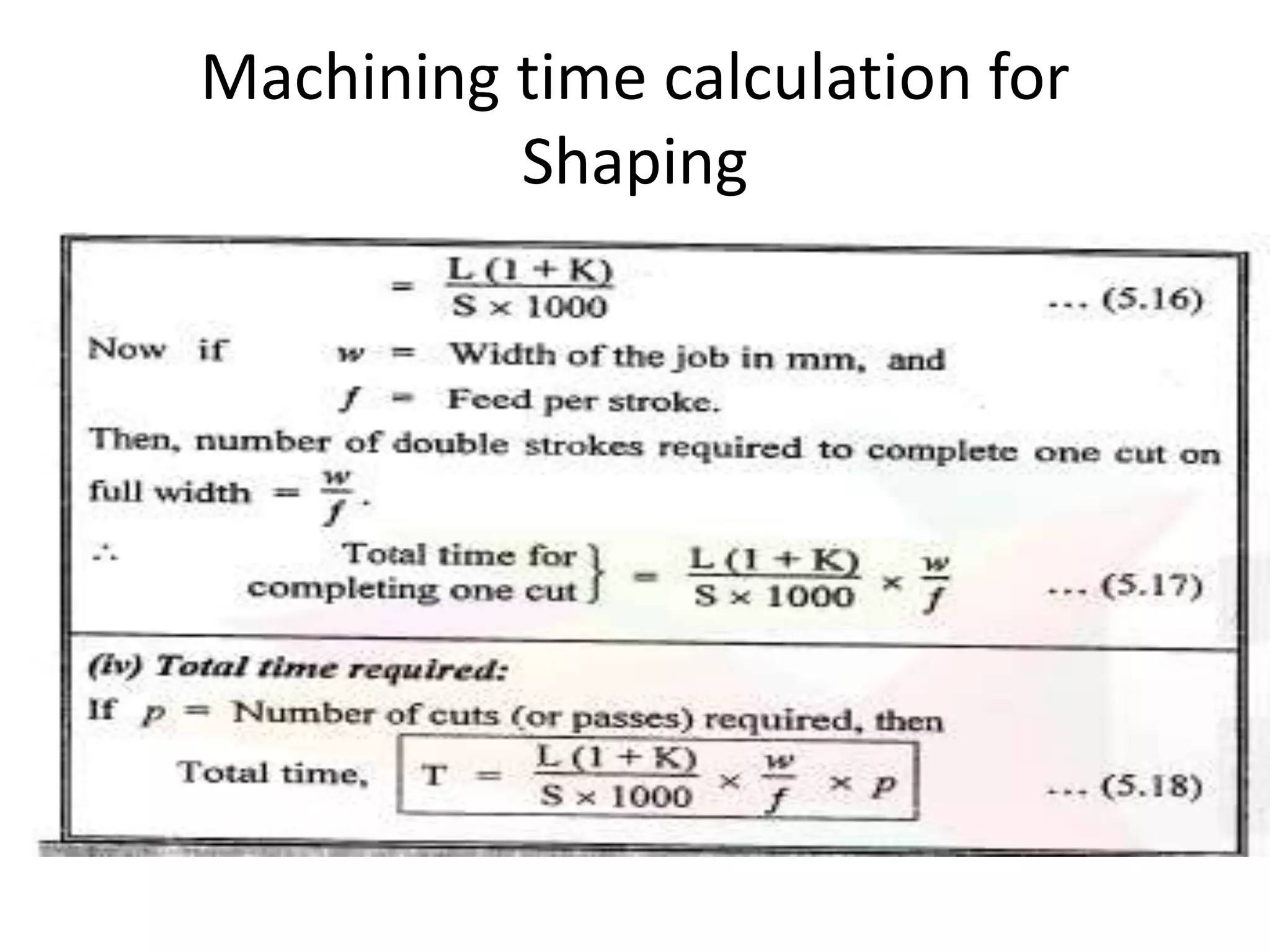
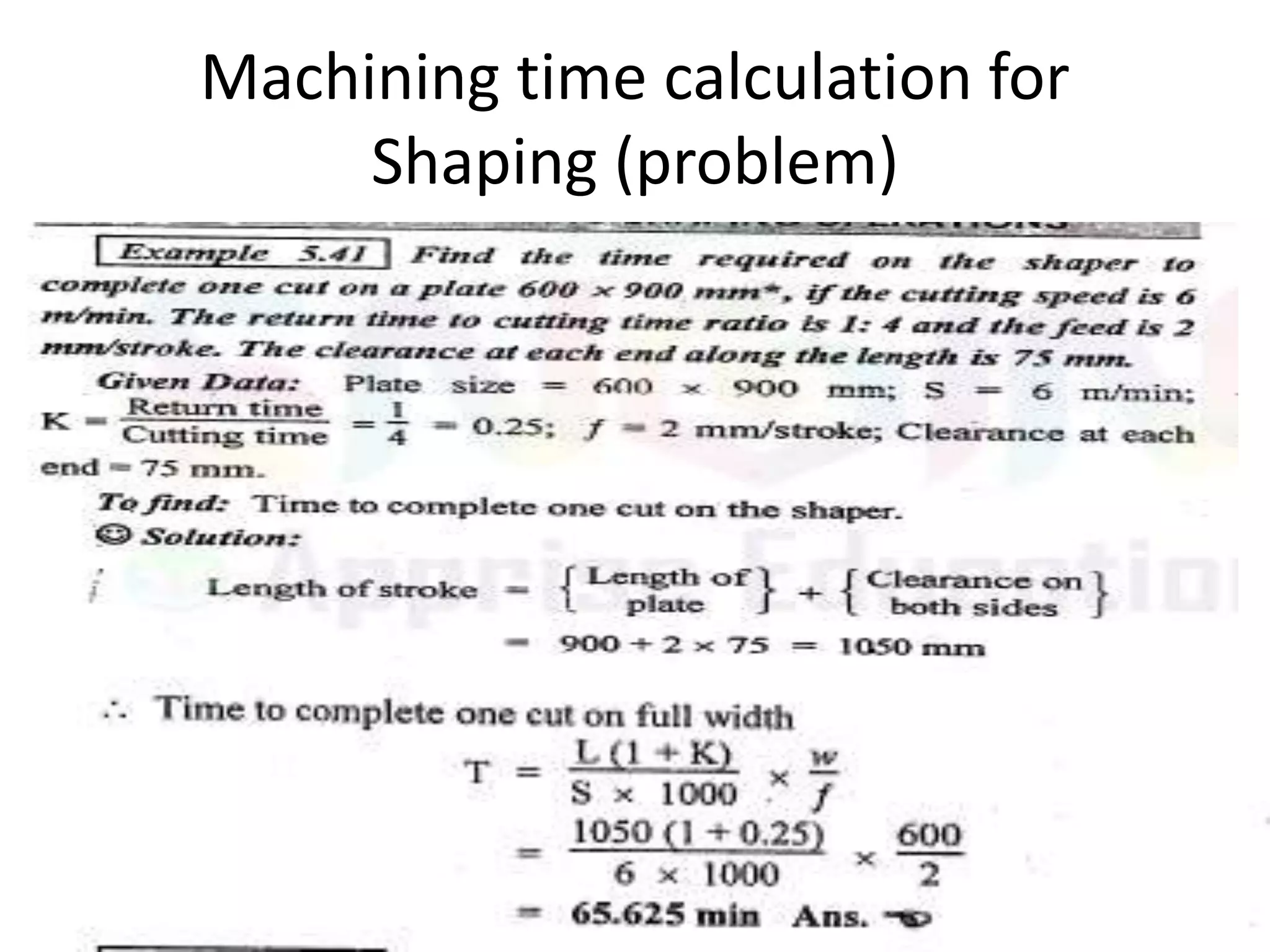
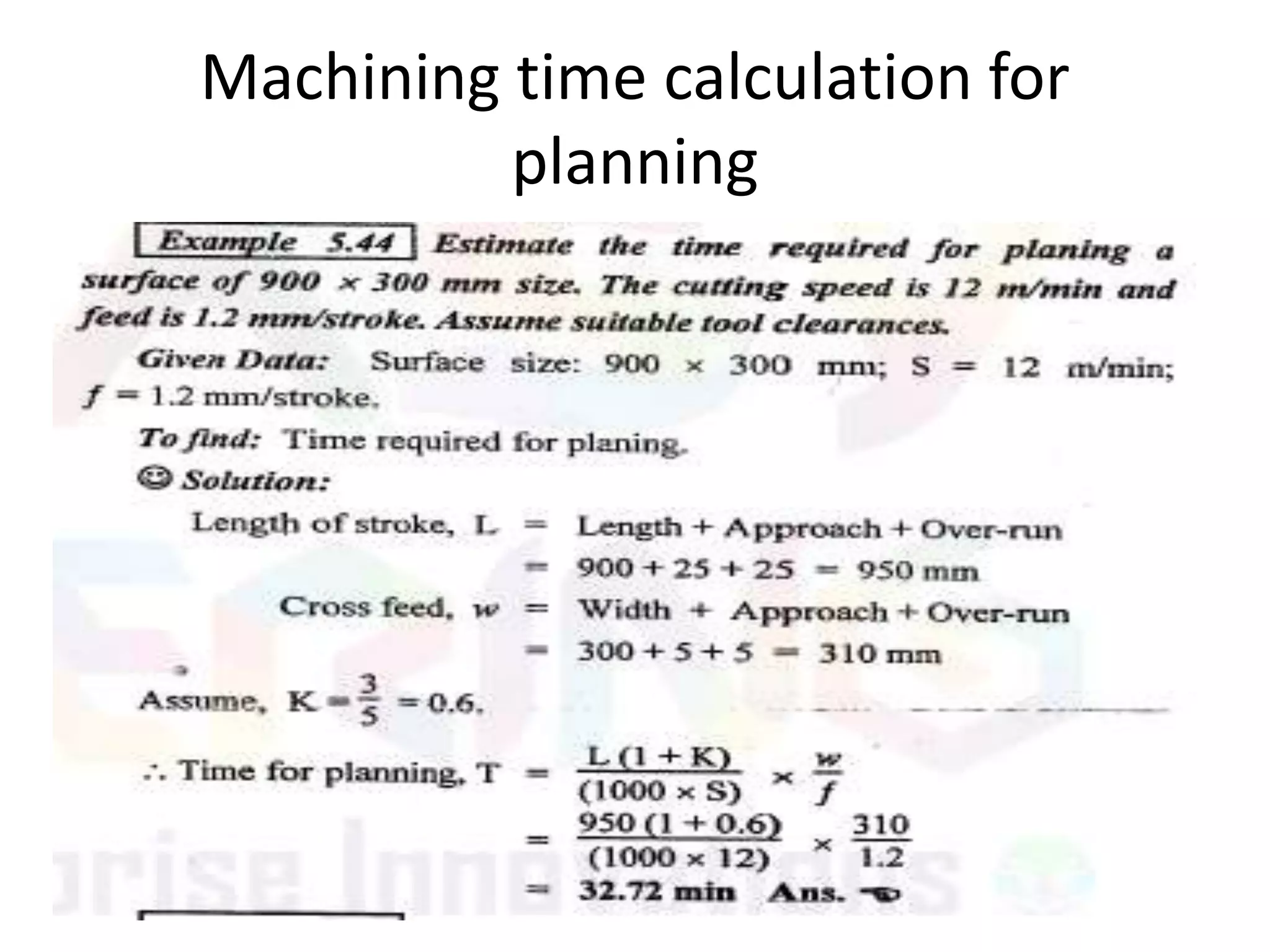
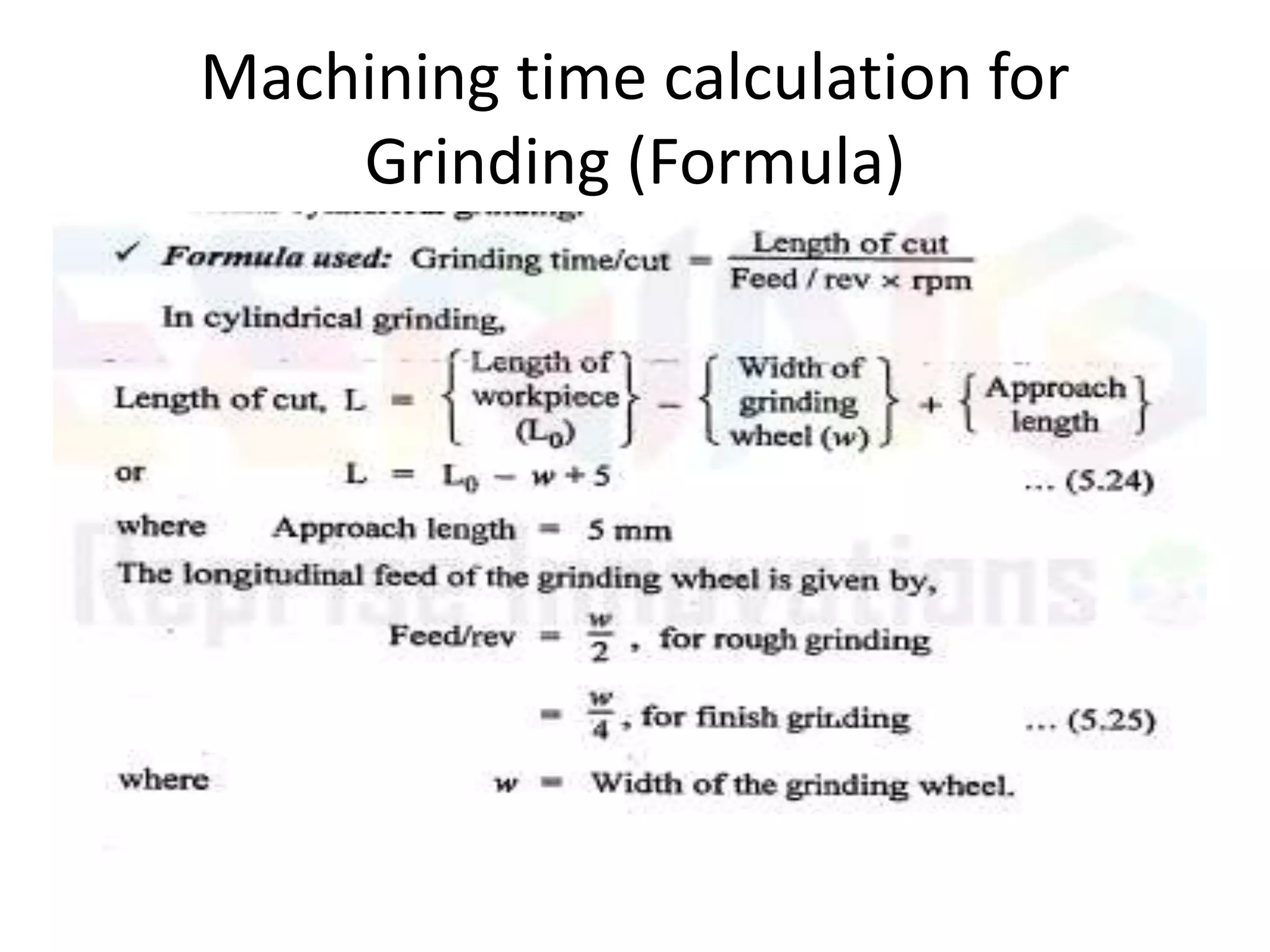
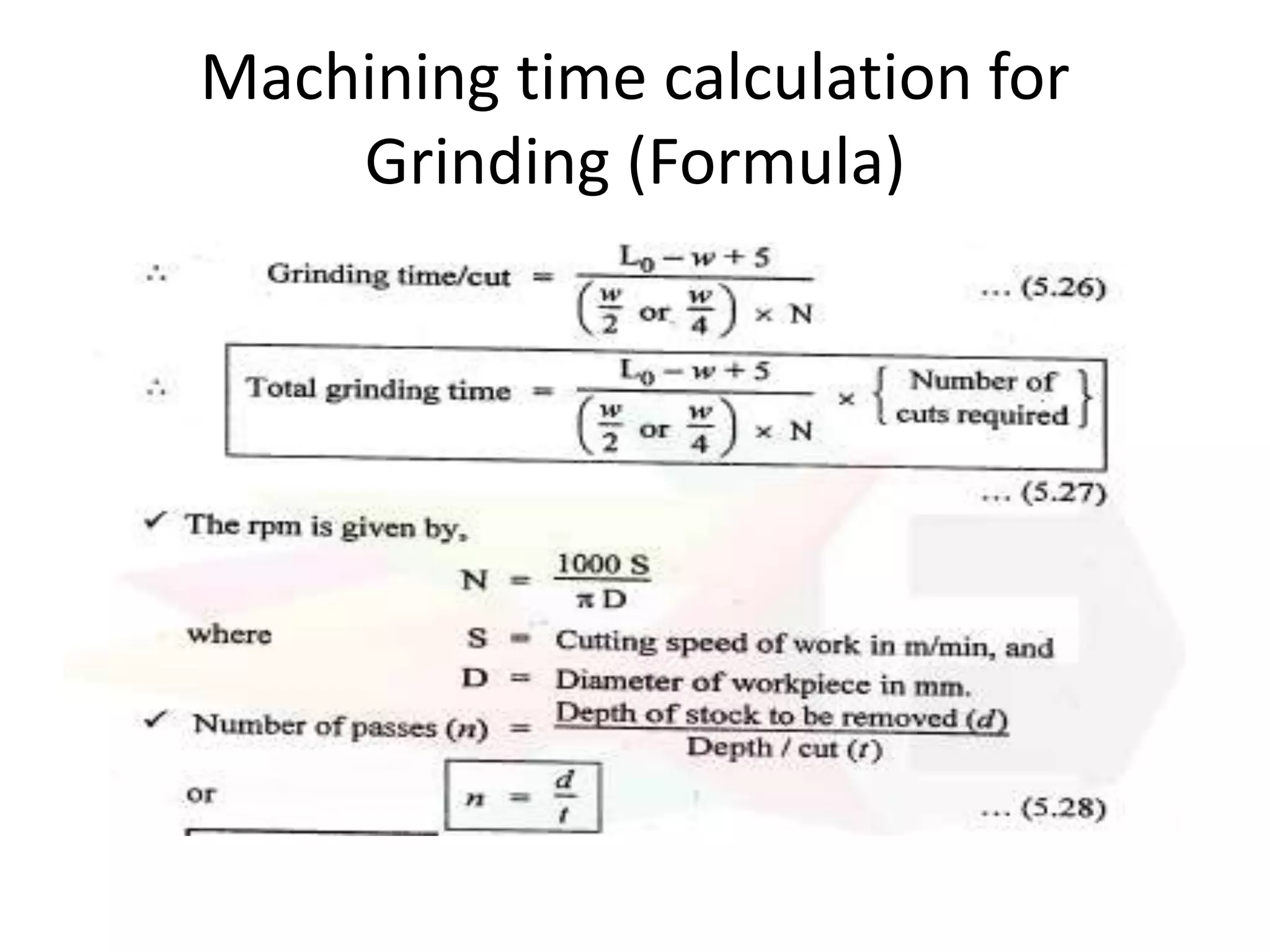
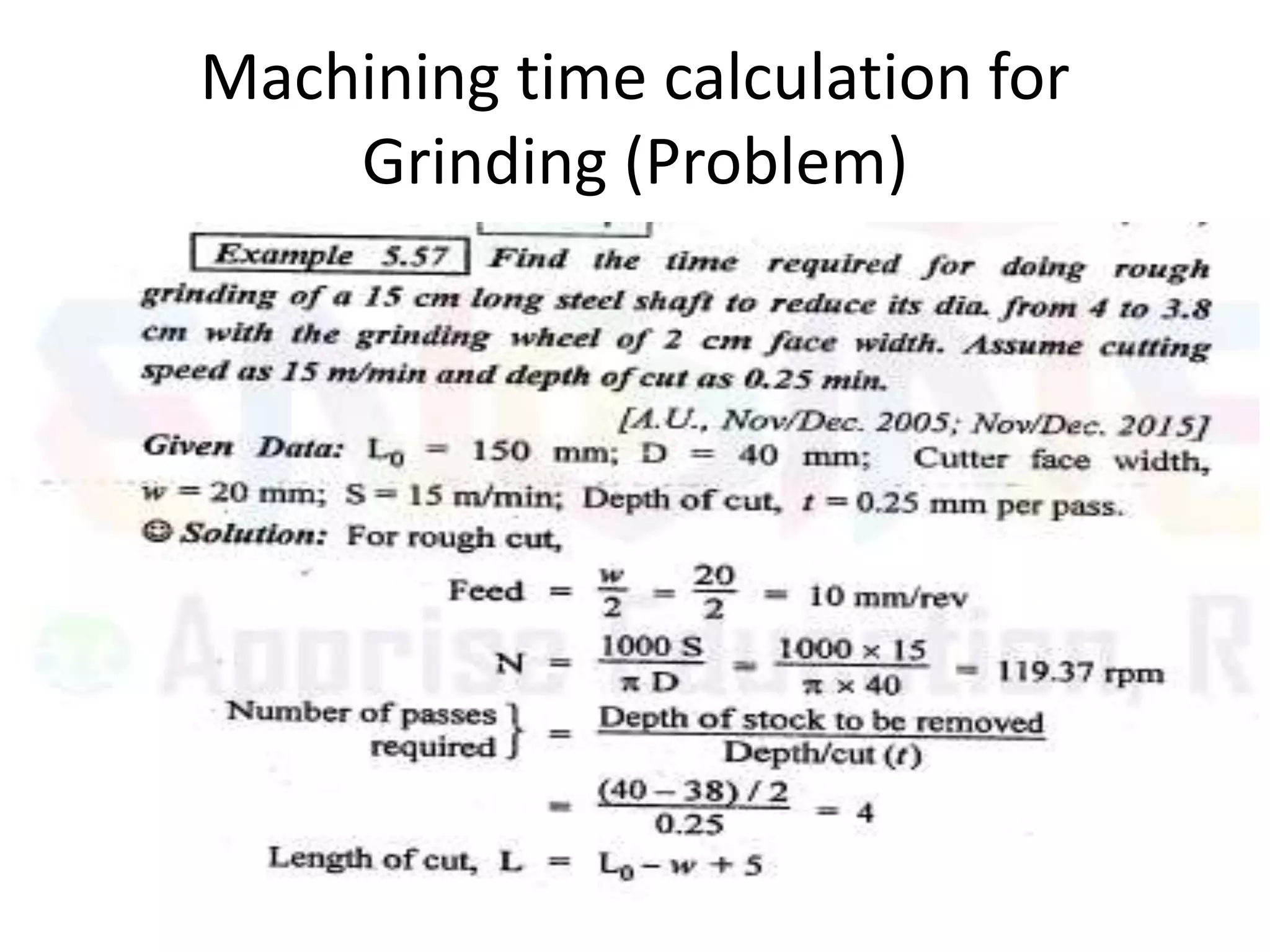
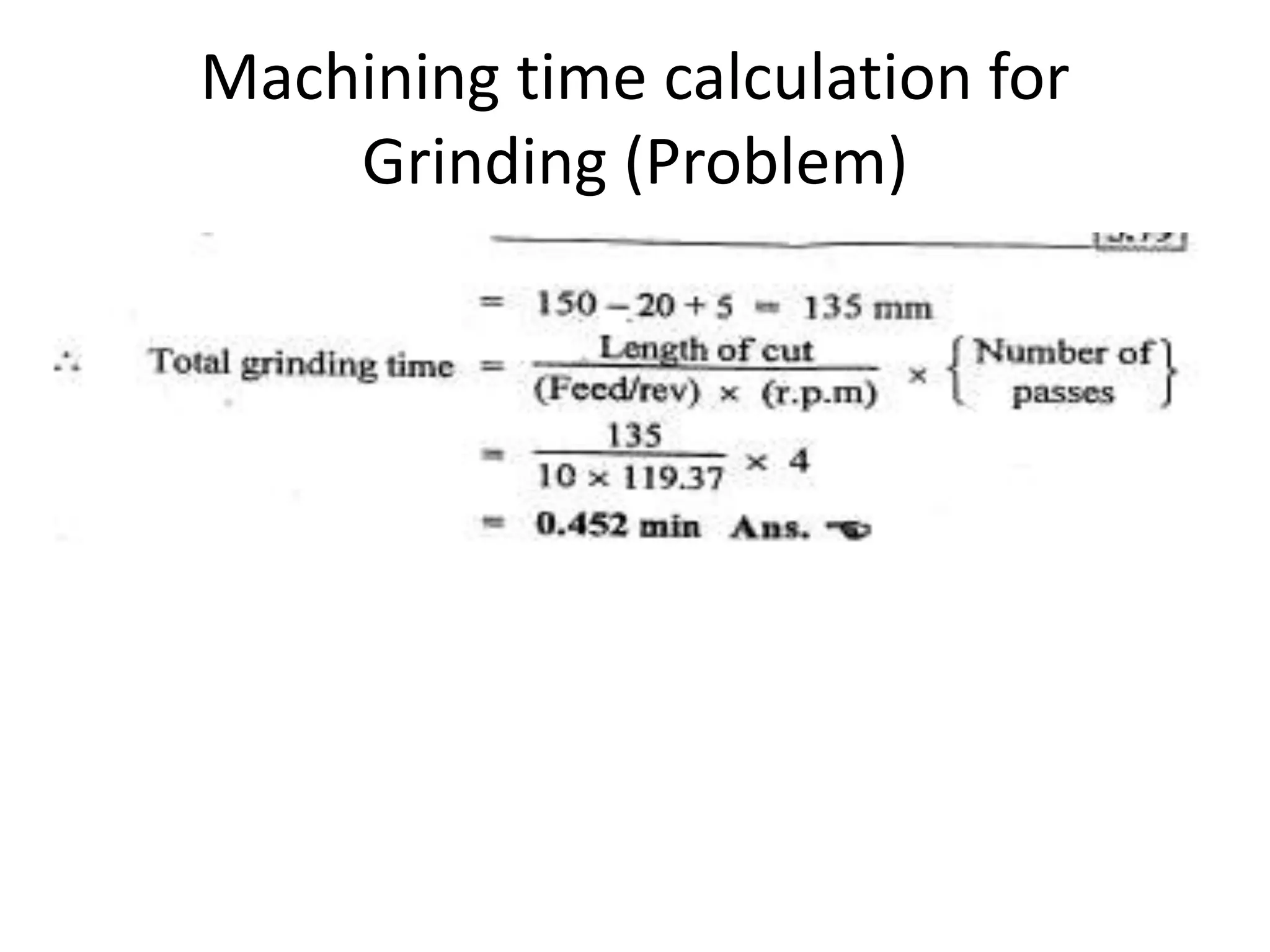
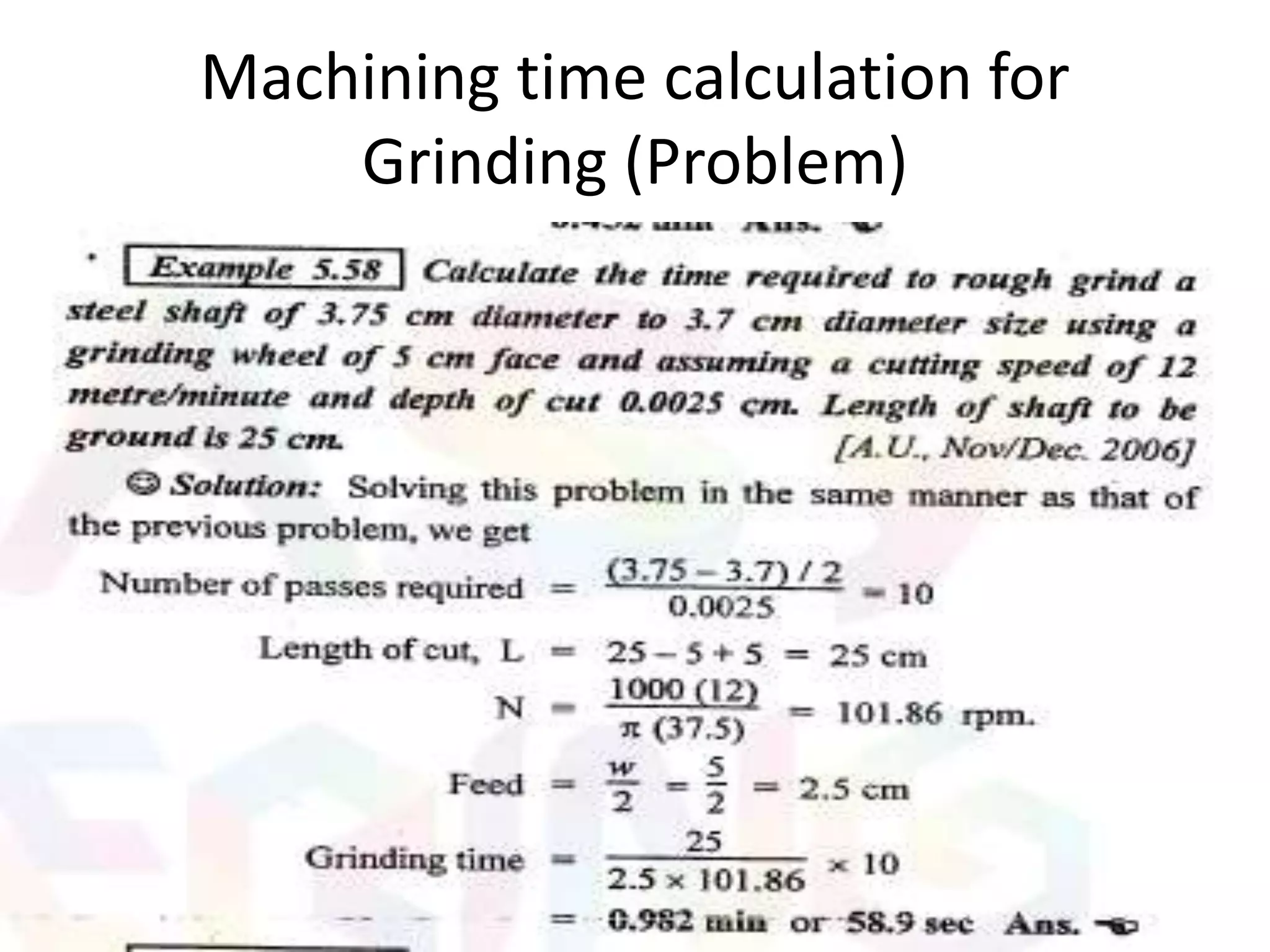
Details the process of determining machining times across various operations, emphasizing the importance and methods involved.