Downloaded 96 times
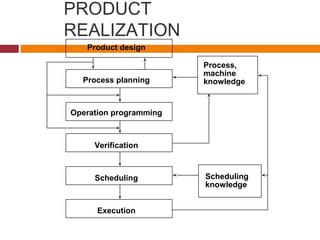
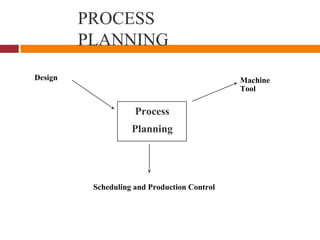
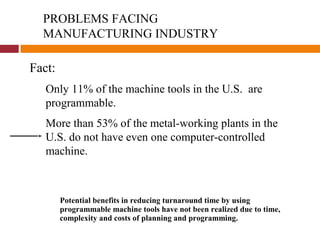
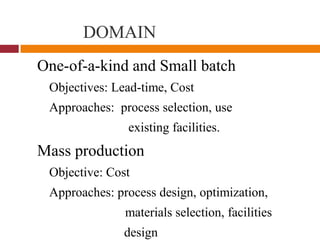
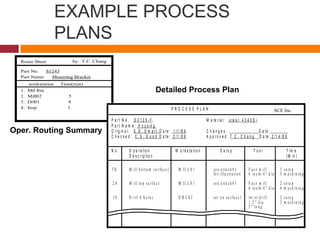
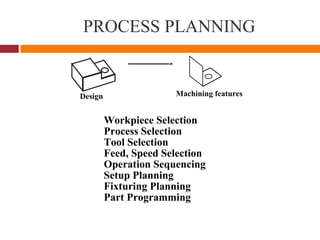
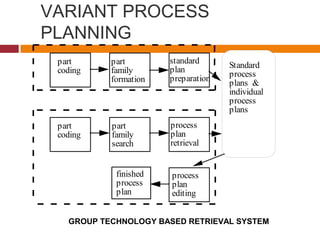

The document provides an overview of process engineering and process planning in manufacturing, emphasizing the importance of detailed work instructions and the selection of machining processes. It discusses the challenges faced by the industry, including a lack of programmable machine tools and the complexity of planning and programming processes. Additionally, the document highlights various approaches to process planning, including manual, computer-aided, and generative methods, while addressing the pros and cons of each approach.