Downloaded 79 times
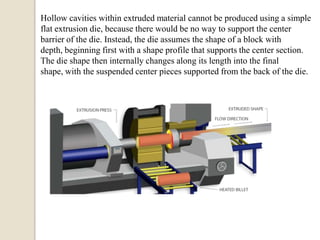

Extrusion is a process where a material is pushed through a die to create objects of a fixed cross-sectional profile. It can produce very complex cross-sections and work brittle materials since the material only experiences compressive and shear stresses. Hollow cavities inside the extruded material require a die that changes shape internally to support the suspended center pieces. The process involves heating stock material, loading it into a press, and using a ram to push it through the die to form the final extruded shape.