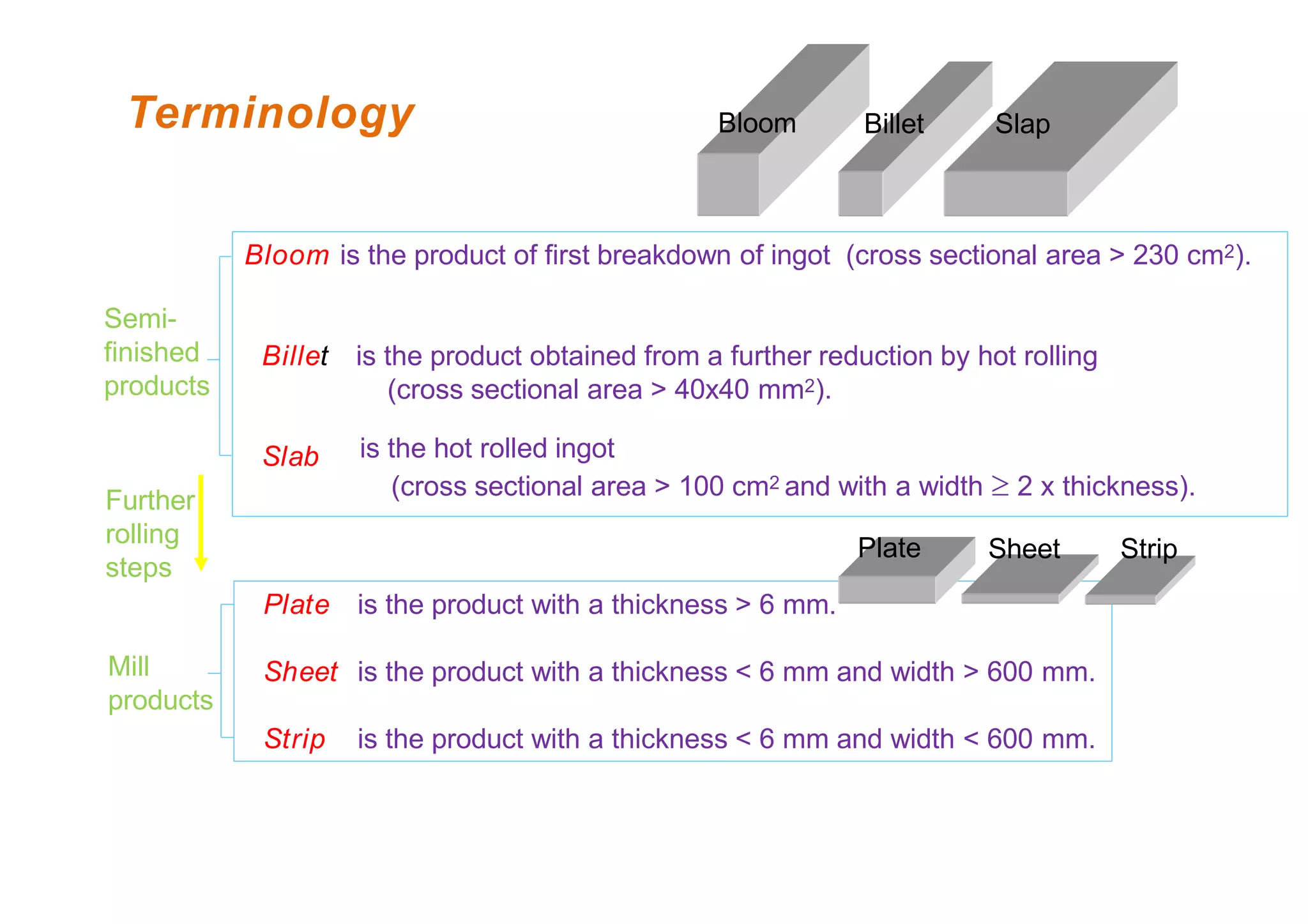
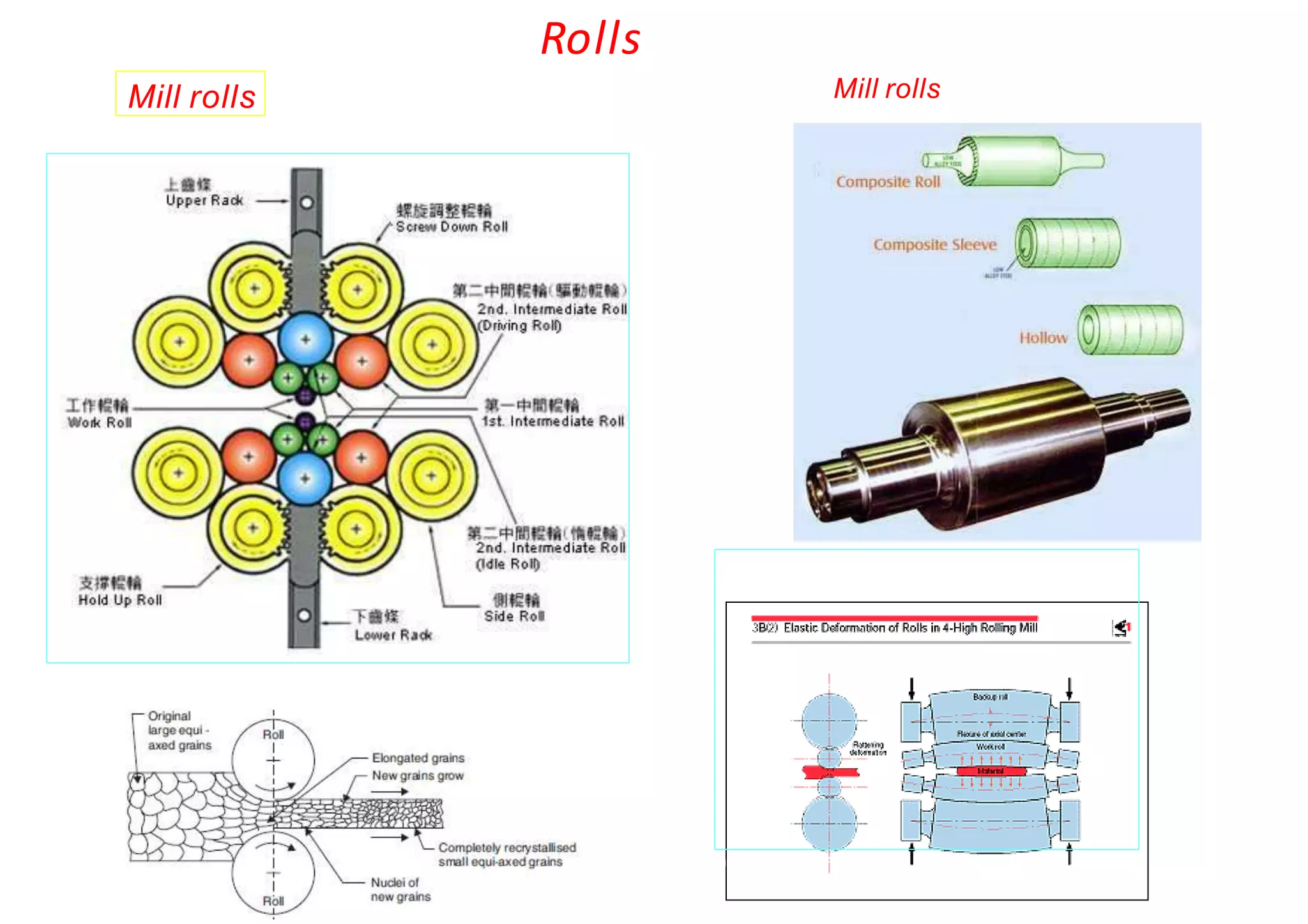
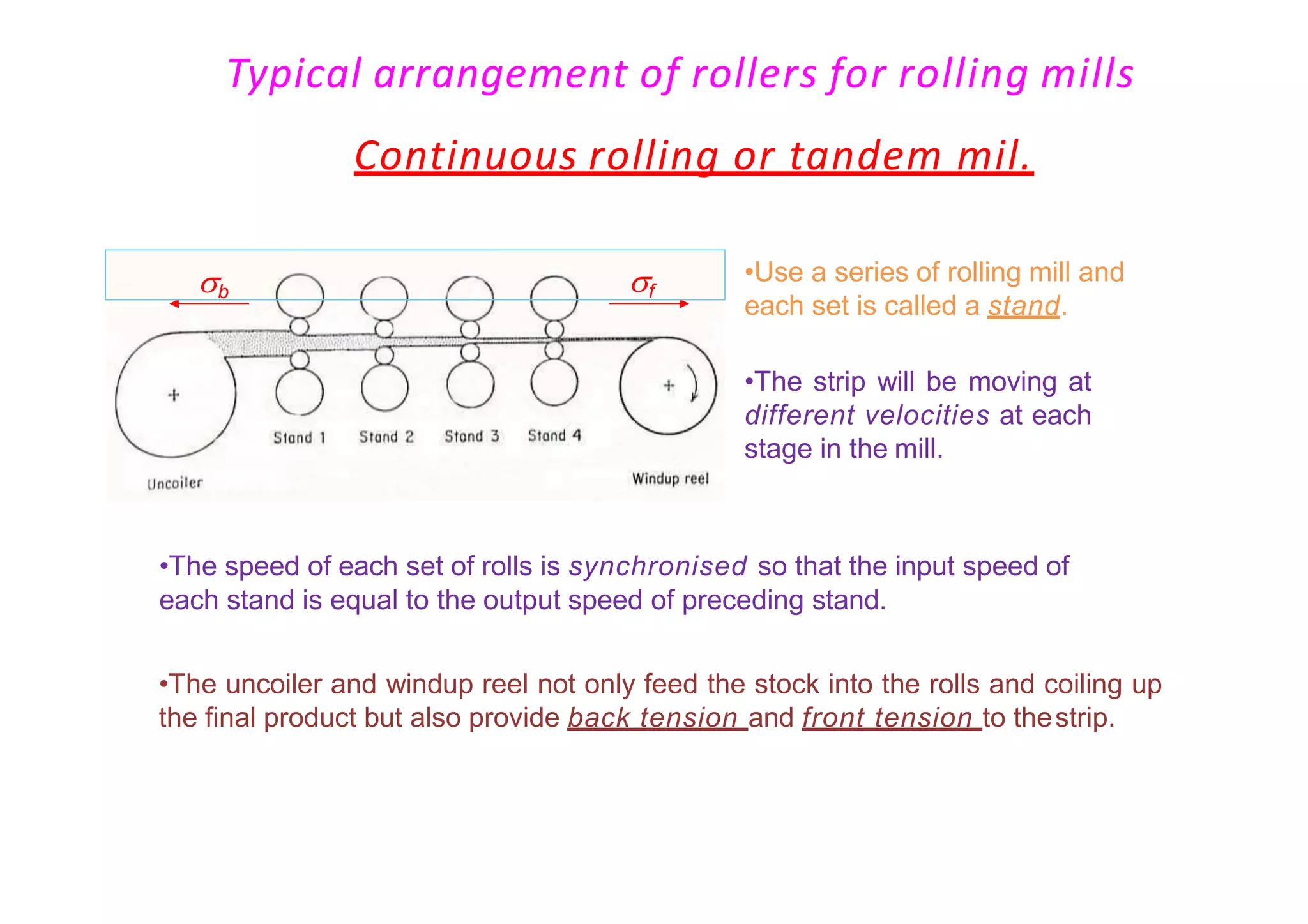
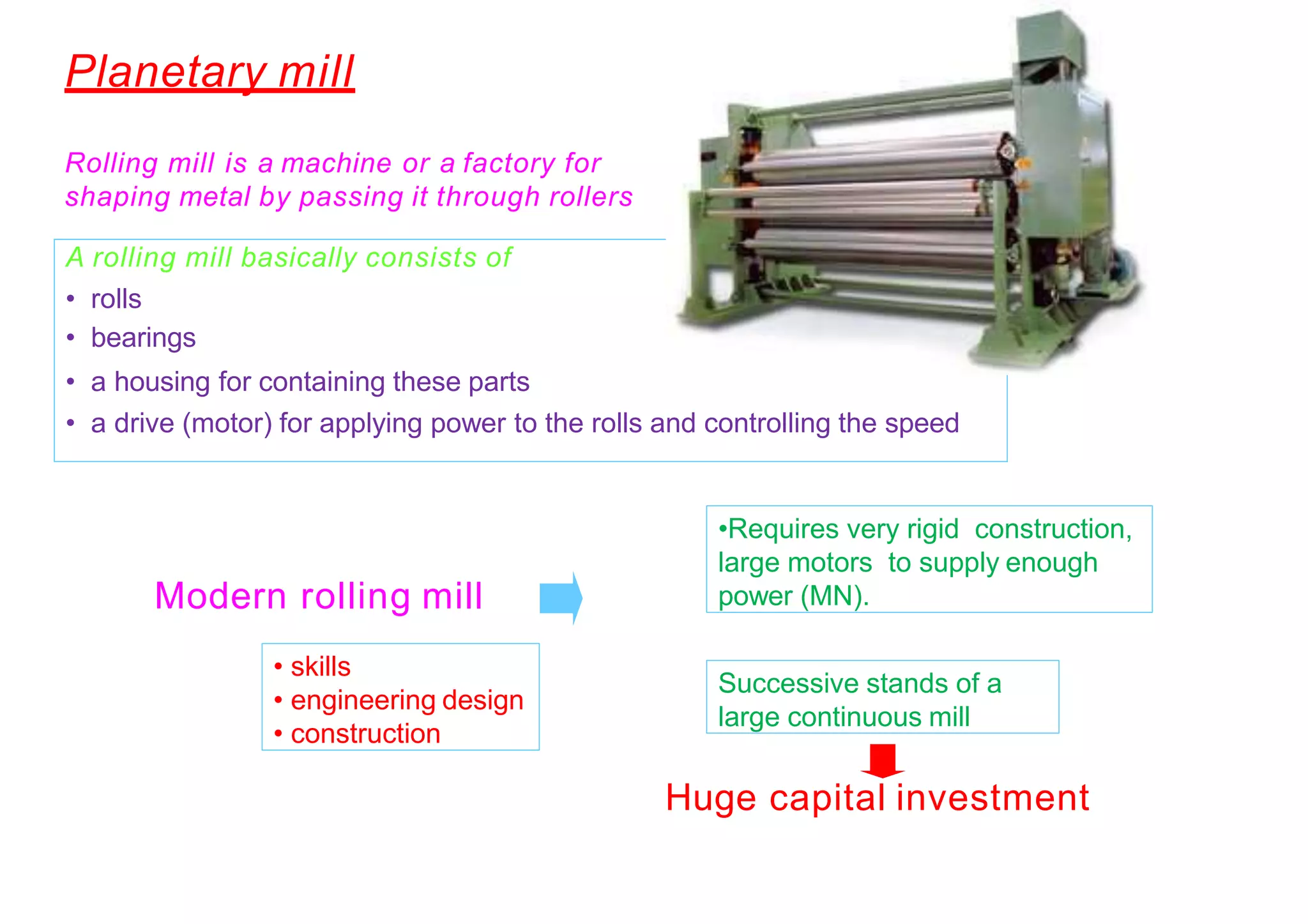
The document summarizes the rolling process. It defines rolling as plastically deforming metal by passing it between rolls. Rolling provides close dimensional control and high production. There are two main types: hot rolling and cold rolling. The document describes various rolling terminologies, mill products, defects, and different rolling processes like hot rolling, cold rolling, shaped rolling, and thread rolling. It also discusses factors like angle of contact, forces involved, and how to control flatness.