Downloaded 36 times
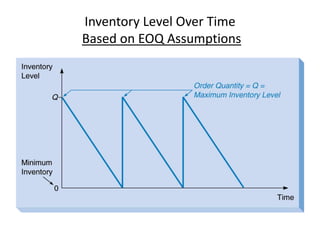
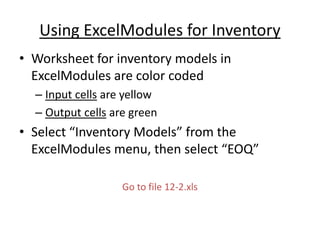
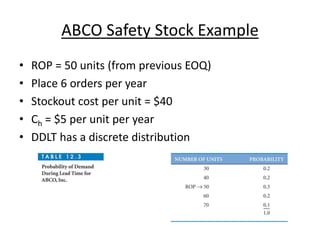
![Total Cost
Setup cost = (D/Q) x Cs
Carrying cost = [½ Q x (1- d/p)] x Ch
Production cost = P x D
= Total cost
As in the EOQ model:
• The production cost does not depend on Q
• The function is nonlinear](https://image.slidesharecdn.com/mbaiipmomunit-3-150318051404-conversion-gate01/85/eMba-ii-pmom_unit-3-1-inventory-management-a-35-320.jpg)
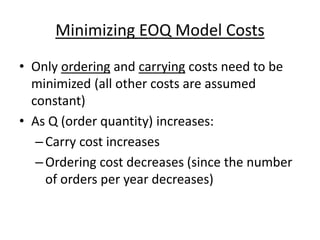
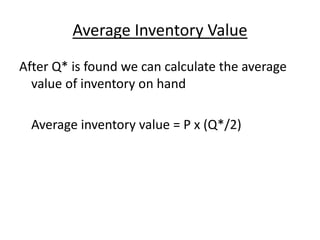
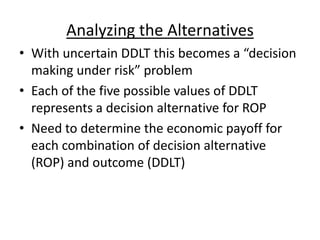
![Finding Q*
• As in the EOQ model, at the optimal quantity Q*
we should have:
Setup cost = Carrying cost
(D/Q*) x Cs = [½ Q* x (1- d/p)] x Ch
Rearranging to solve for Q*:
Q* = )]/1(/[2( pdCDC hs ](https://image.slidesharecdn.com/mbaiipmomunit-3-150318051404-conversion-gate01/85/eMba-ii-pmom_unit-3-1-inventory-management-a-36-320.jpg)
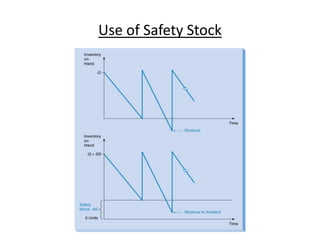
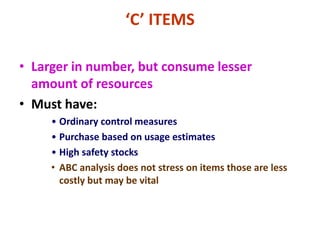
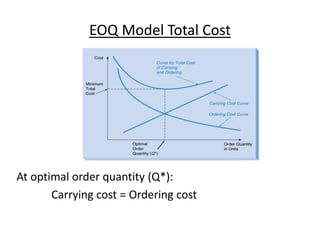
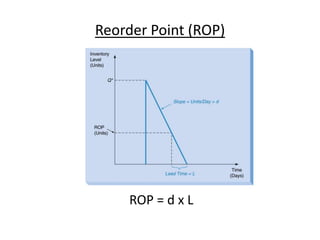
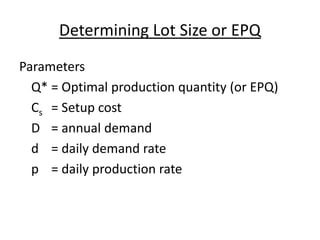
![20000050020
19950050019
19900050018
19850050017
19800050016
19750050015
19700050014
19650050013
196000150012
194500150011
193000175010
19125027509
18850040008
18450045007
18000050006
17500075005
16750075004
160000200003
140000500002
90000900001
CUMMULATIVECUMMULATIVE
COSTCOST [Rs.]
ANNUAL COSTANNUAL COST
[Rs.]
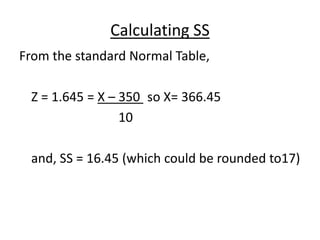
ITEMITEM COST %COST %ITEM %ITEM %
70 %70 %
20 %20 %
10 %10 %
10 %10 %
20 %20 %
70 %70 %
ABC
A
N
A
L
Y
S
I
S
WORK
SHEET](https://image.slidesharecdn.com/mbaiipmomunit-3-150318051404-conversion-gate01/85/eMba-ii-pmom_unit-3-1-inventory-management-a-56-320.jpg)

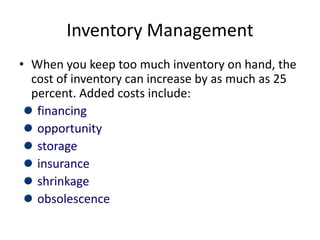
This document discusses inventory management concepts including the costs associated with holding too much inventory, different inventory control systems, determining reorder points and economic order quantities, quantity discounts, and using safety stock. It provides examples to demonstrate how to calculate the optimal order quantity using the economic order quantity model, determining reorder points, applying the economic production quantity model, analyzing quantity discount schedules, and determining appropriate safety stock levels.