Downloaded 212 times
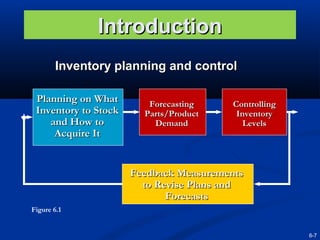
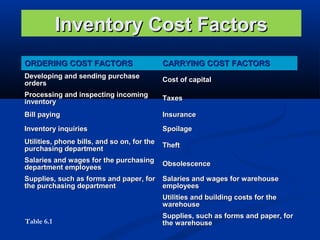
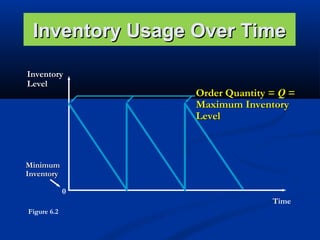
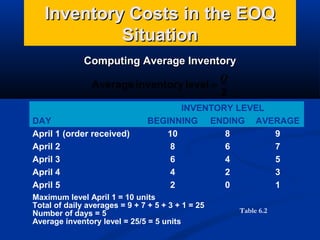
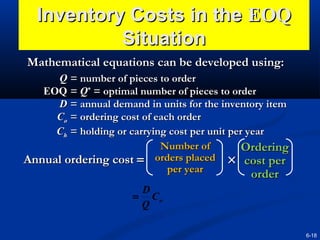
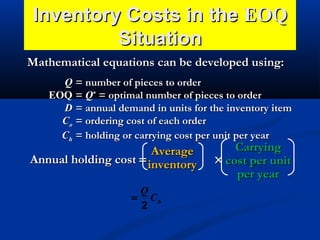
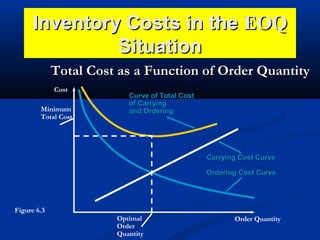
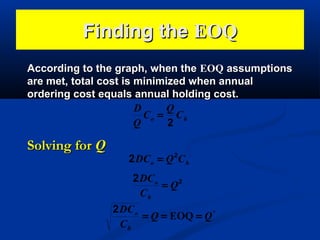
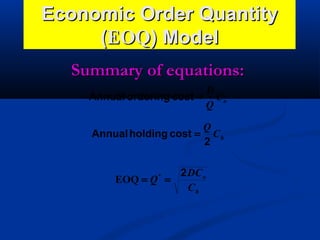
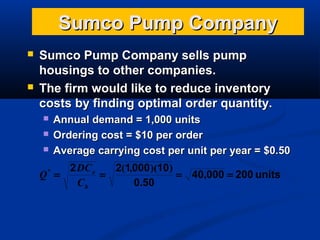
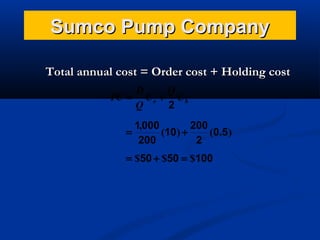
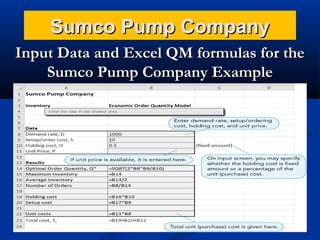
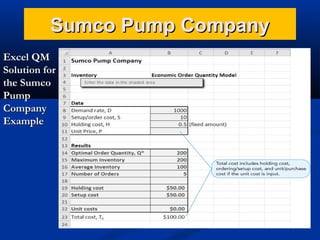
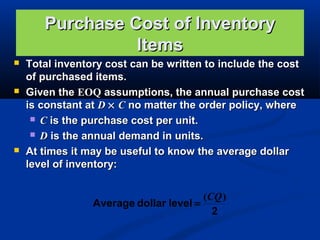
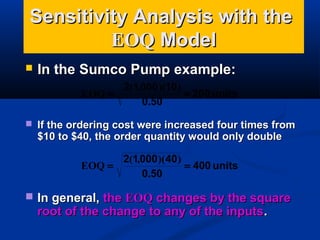
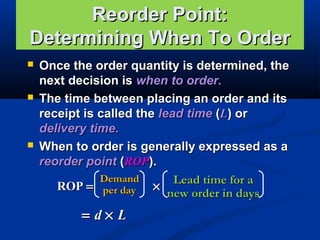
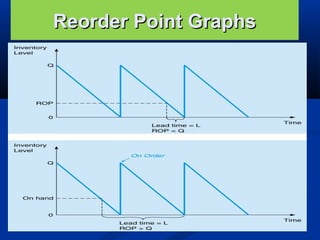
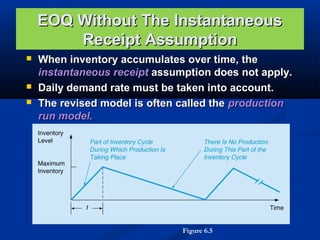
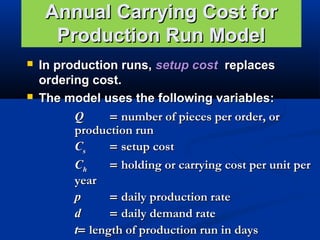
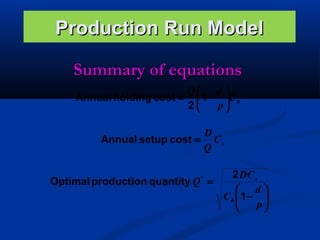
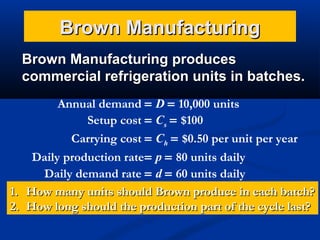
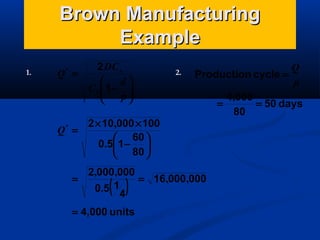
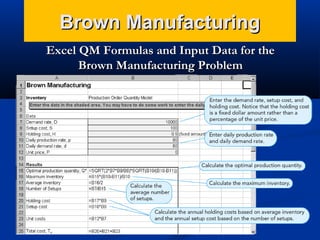
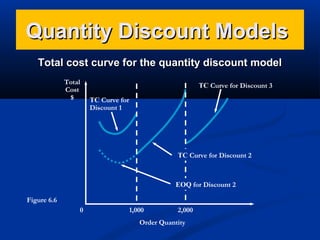
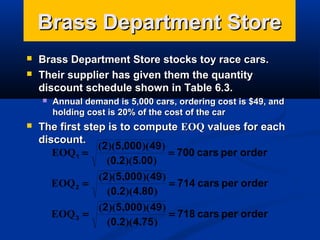
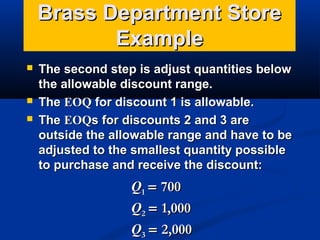
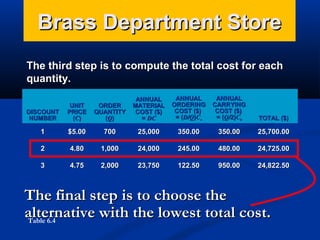
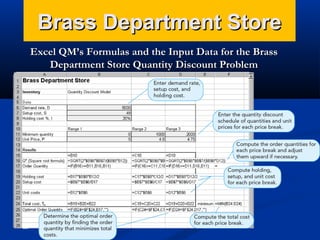
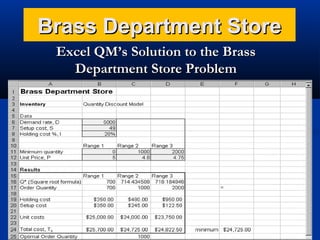
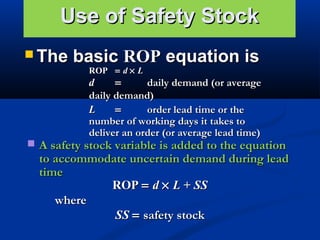

This document provides an overview of inventory control models and concepts. It discusses the economic order quantity (EOQ) model, which helps determine how much of an item to order to minimize total inventory costs. The EOQ balances ordering costs with carrying costs. The reorder point indicates when to place another order based on lead time and daily usage. Other topics covered include safety stock, material requirements planning, just-in-time inventory, and enterprise resource planning systems. Real-world examples are provided to demonstrate calculating the EOQ.























































































