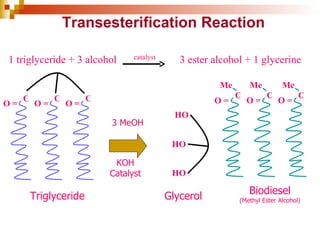
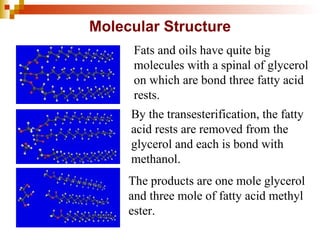
1) Biodiesel can be produced from a variety of vegetable oils or animal fats through a chemical process called transesterification.
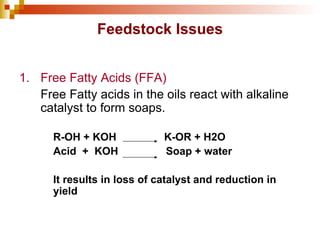
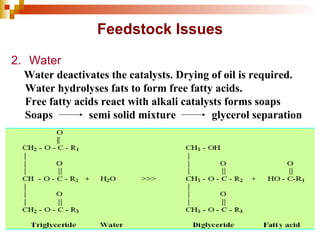
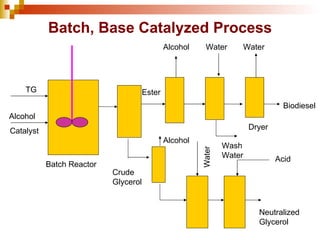
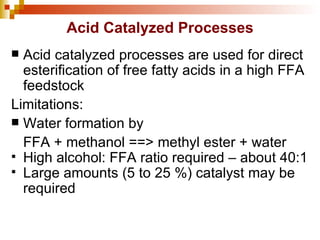
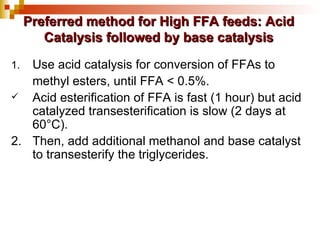
2) For high free fatty acid feedstocks, acid catalysis is used first to convert free fatty acids to esters, followed by base catalysis to transesterify triglycerides.
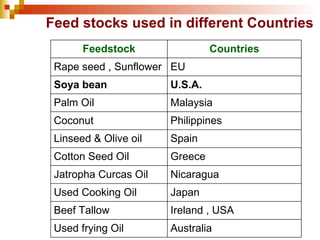
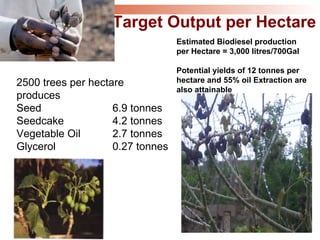
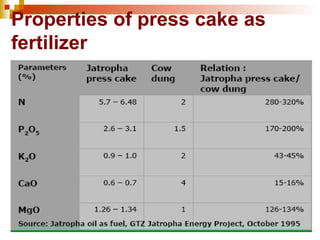
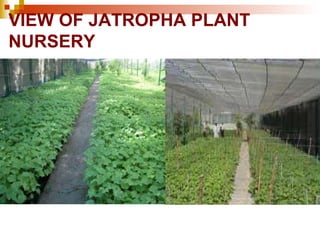
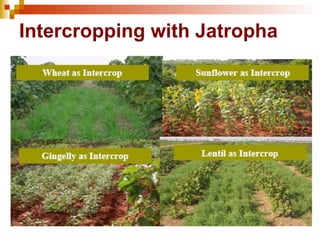
3) Jatropha is a suitable biodiesel crop for India as it grows in varied climates with minimal inputs and its press cake can be used as organic fertilizer. Large-scale cultivation of Jatropha is being demonstrated across India.
![BIODIESEL PRODUCTION TECHNOLOGY & FEEDSTOCKS FOR INDIA PROF. NAVEEN KUMAR COORDINATOR, BIODIESEL RESEARCH DELHI COLLEGE OF ENGINEERING DELHI, INDIA Email: [email_address] Phone : 27871248, 32924637 Mobile : 9891963530, 9810363530 UNIVERSITY OF MINNESOTA, OCTOBER 24,2006 Organized by Moving Toward Sustainable Energy Systems: Exploring Global Pathways to a Common Destination Expert Lecture at Workshop on](https://image.slidesharecdn.com/biodieselproductiontechnologyfeedstocksforindia-123778934289-phpapp02/85/Biodiesel-Production-Technology-amp-Feedstocks-For-India-1-320.jpg)
![BIODIESEL PRODUCTION TECHNOLOGY & FEEDSTOCKS FOR INDIA PROF. NAVEEN KUMAR COORDINATOR, BIODIESEL RESEARCH DELHI COLLEGE OF ENGINEERING DELHI, INDIA Email: [email_address] Phone : 27871248, 32924637 Mobile : 9891963530, 9810363530 UNIVERSITY OF MINNESOTA, OCTOBER 24,2006 Organized by Moving Toward Sustainable Energy Systems: Exploring Global Pathways to a Common Destination Expert Lecture at Workshop on](https://image.slidesharecdn.com/biodieselproductiontechnologyfeedstocksforindia-123778934289-phpapp02/75/Biodiesel-Production-Technology-amp-Feedstocks-For-India-1-2048.jpg)






















































![5_Days_Hands_on_workshop_on_biodiesel_g4[1].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/5dayshandsonworkshoponbiodieselg41-240217142536-d9c9bec2-thumbnail.jpg?width=640&height=640&fit=bounds)