Downloaded 111 times





























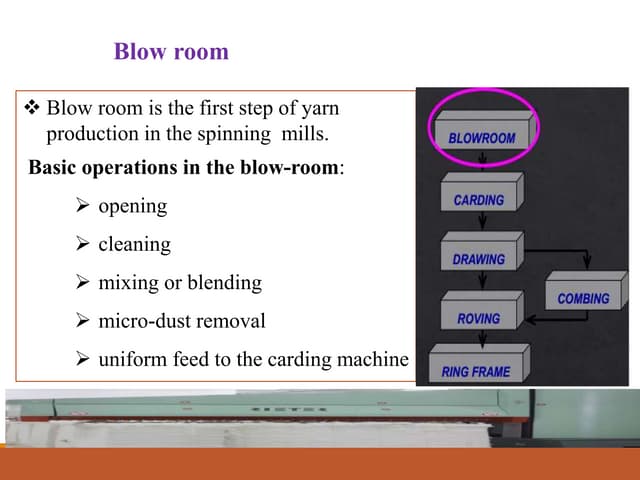
This document discusses ring spun yarn production. It provides details on the production process including bale management, blow room operations, carding, drawing, combing, roving using a simplex machine, ring spinning, autoconing, heat setting, and packing. Production parameters are given for 24s, 30s, and 40s ring spun yarn as well as 24s and 30s combed yarn. The document provides a comprehensive overview of the ring spinning process from raw cotton to finished yarn.





















































![Spinning [compatibility mode],Yarn types classification](https://cdn.slidesharecdn.com/ss_thumbnails/spinningcompatibilitymode-151215095342-thumbnail.jpg?width=640&height=640&fit=bounds)