Downloaded 31 times

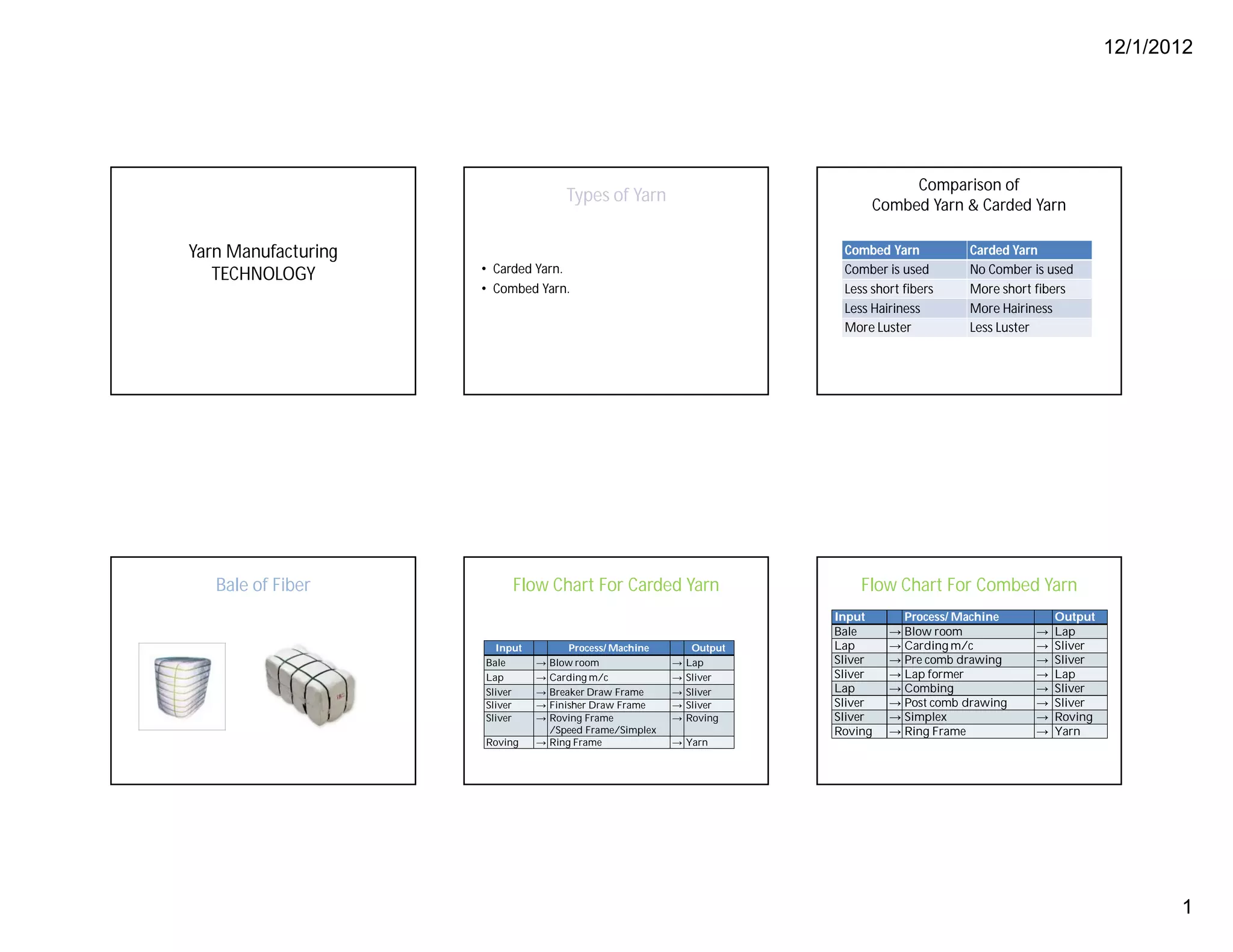
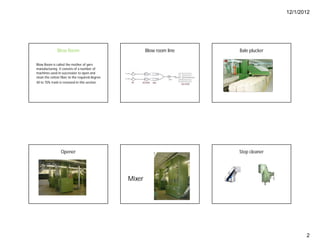

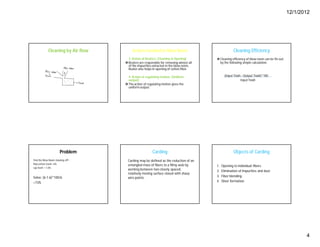




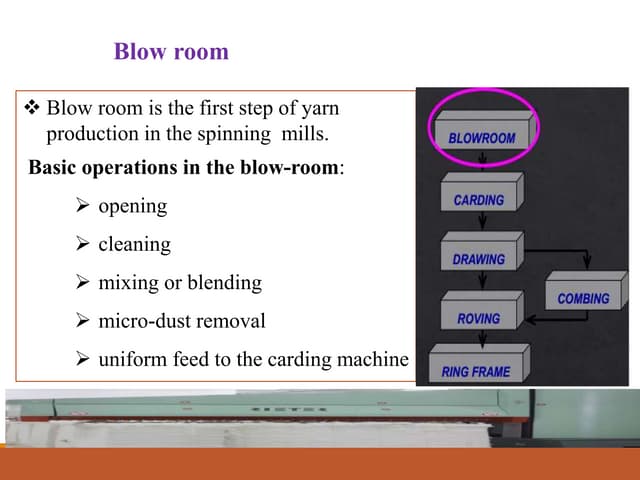
This document provides information about various processes in yarn manufacturing, including blow room, carding, draw frame, combing, speed frame, and ring frame. It defines key terms, describes machine components and their functions, and explains the processes that occur at each stage of yarn production to transform raw fibers into yarn. Flow charts are included to illustrate the inputs, machines, and outputs at each stage of the yarn manufacturing process.