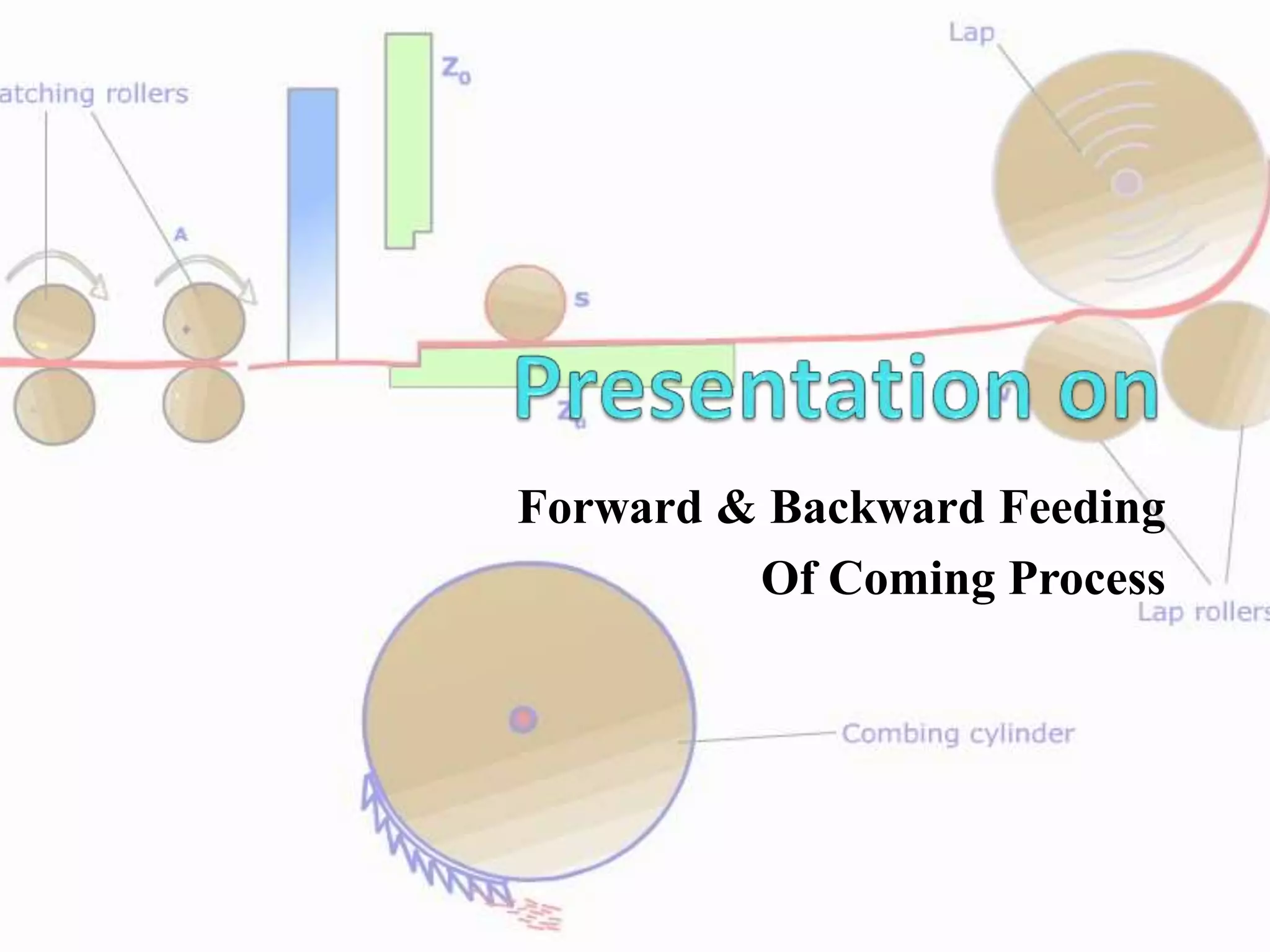
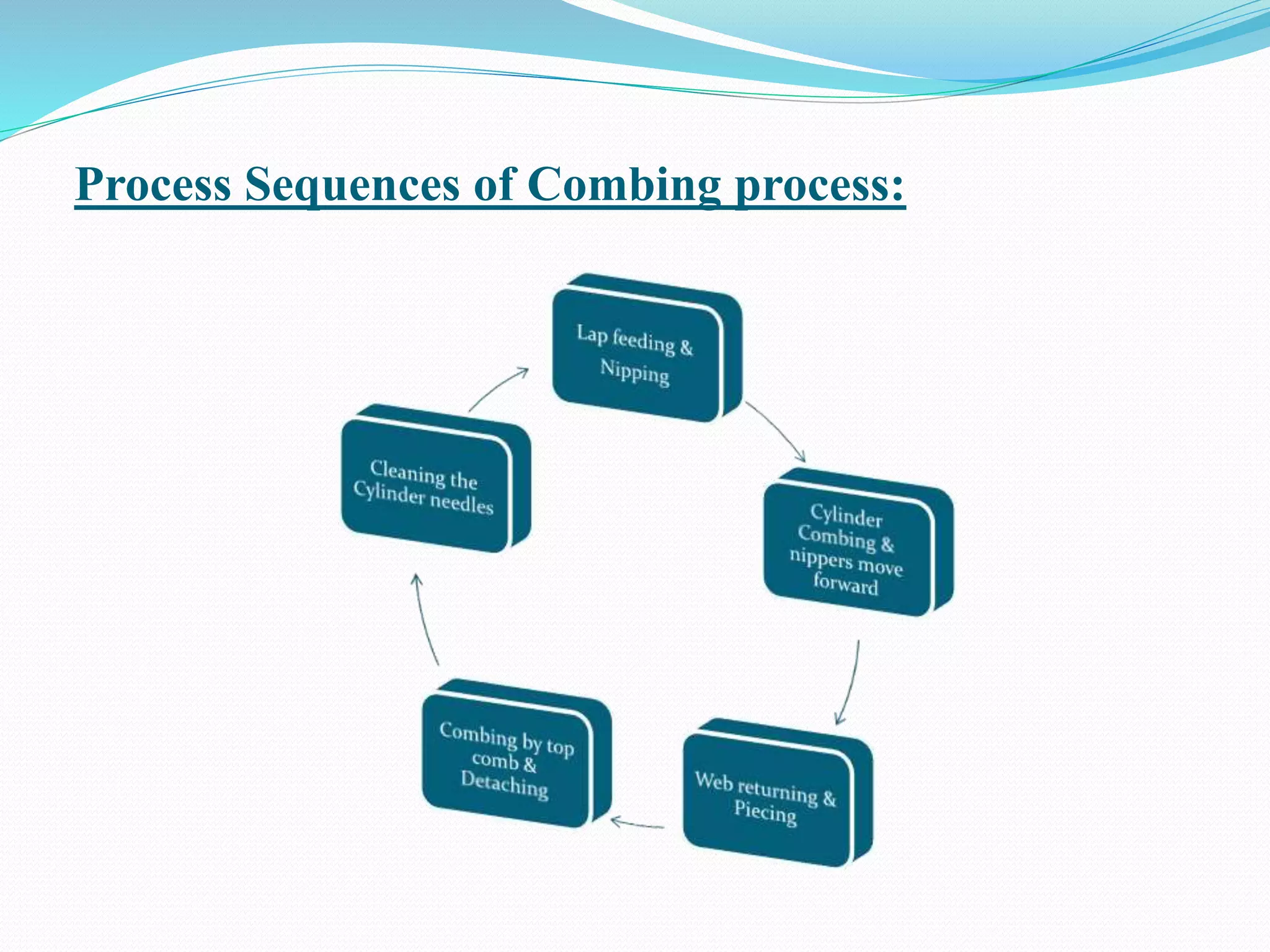
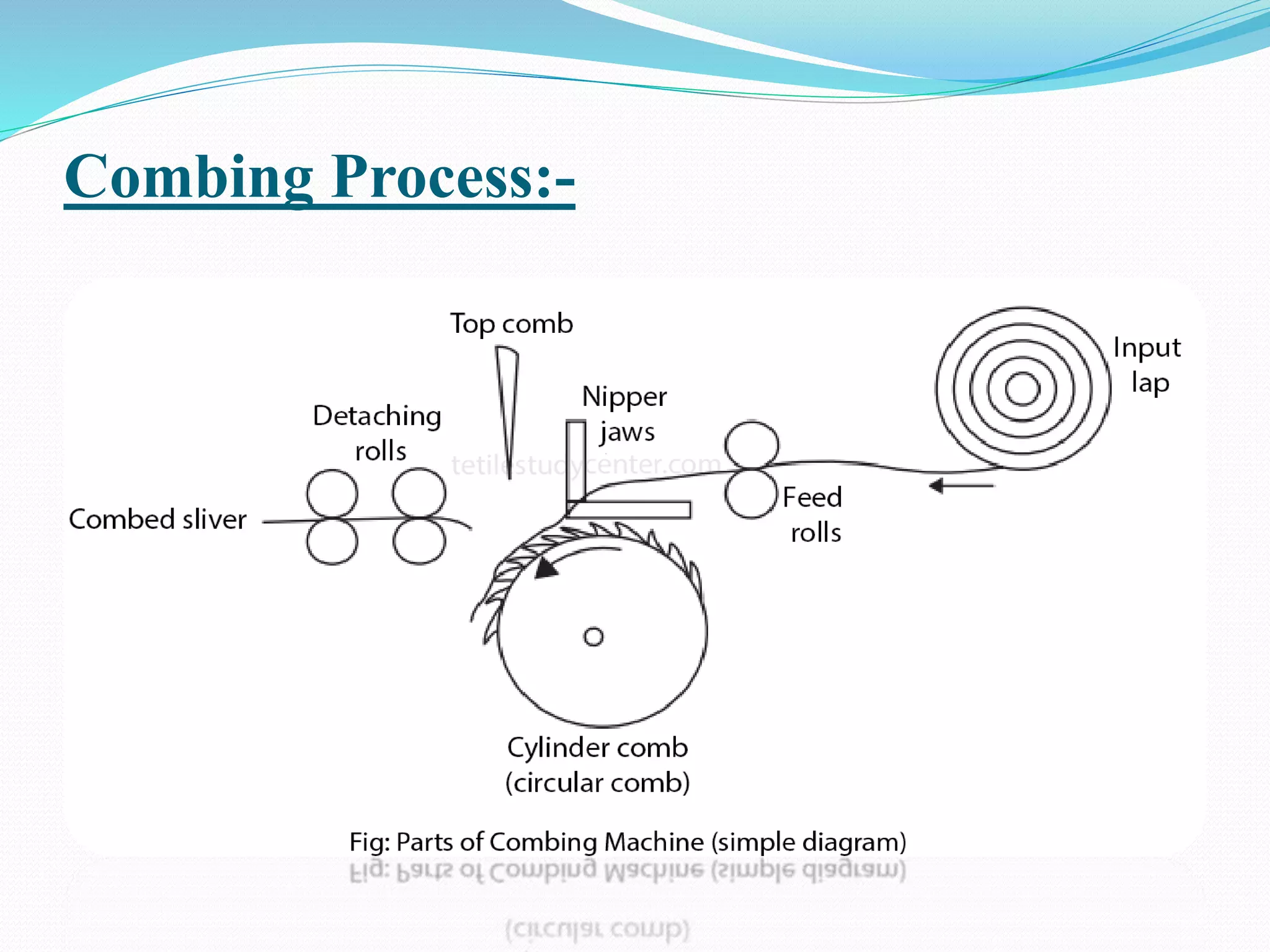
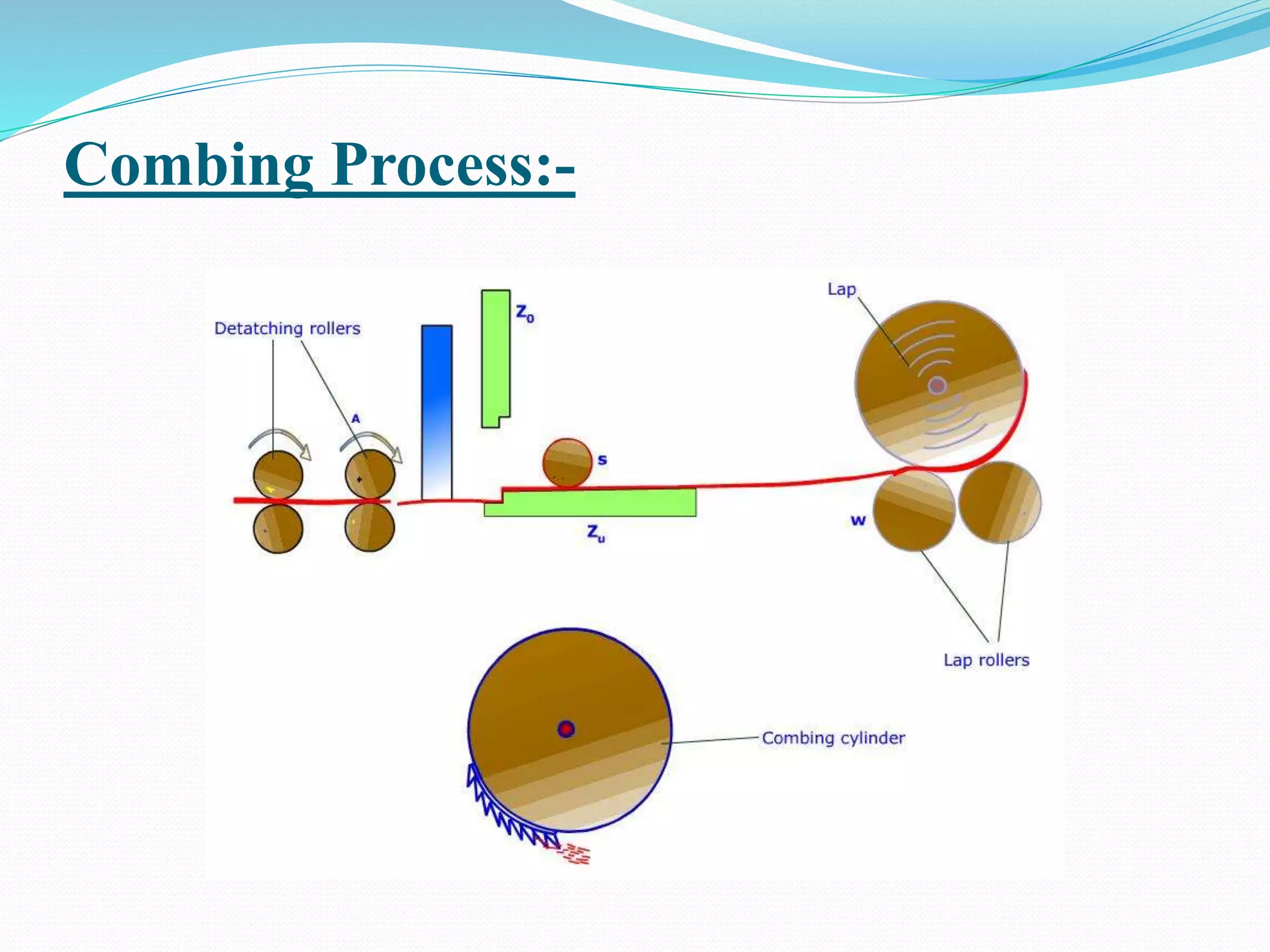
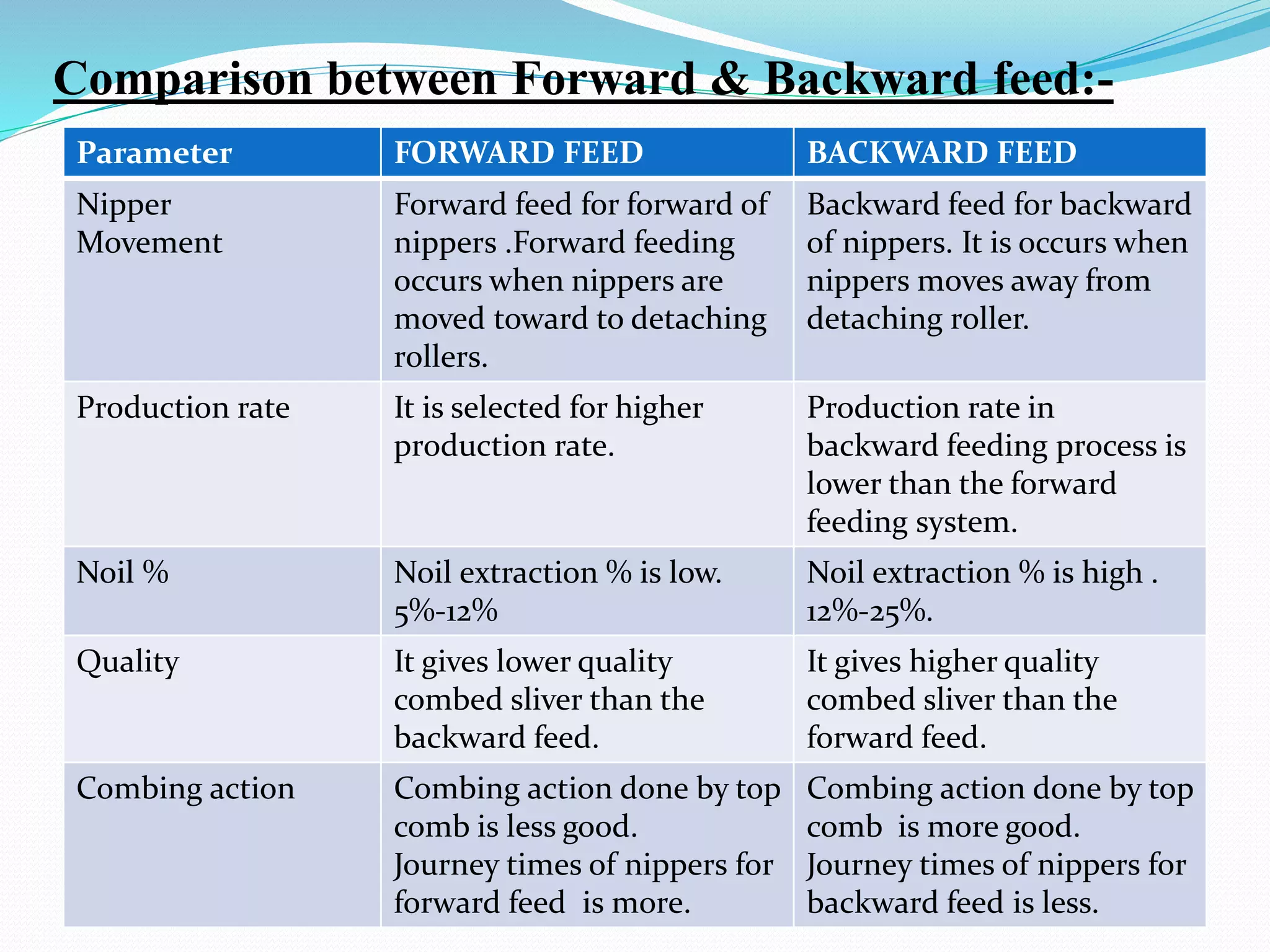
Combing is a process that improves fiber quality by removing short fibers and impurities. It produces a clean, parallel sliver. There are two types of combing feeds: forward (concurrent) and backward (counter). Forward feed has a higher production rate but lower quality, while backward feed has a lower production rate but higher quality. The document discusses combing process sequences, important terms, noil elimination theories for both feed types, and how feed length and detaching length impact noil percentage. Backward feed results in more combing action and higher quality sliver and noil than forward feed.
![Noil Elimination Theory For Forward Feeding:
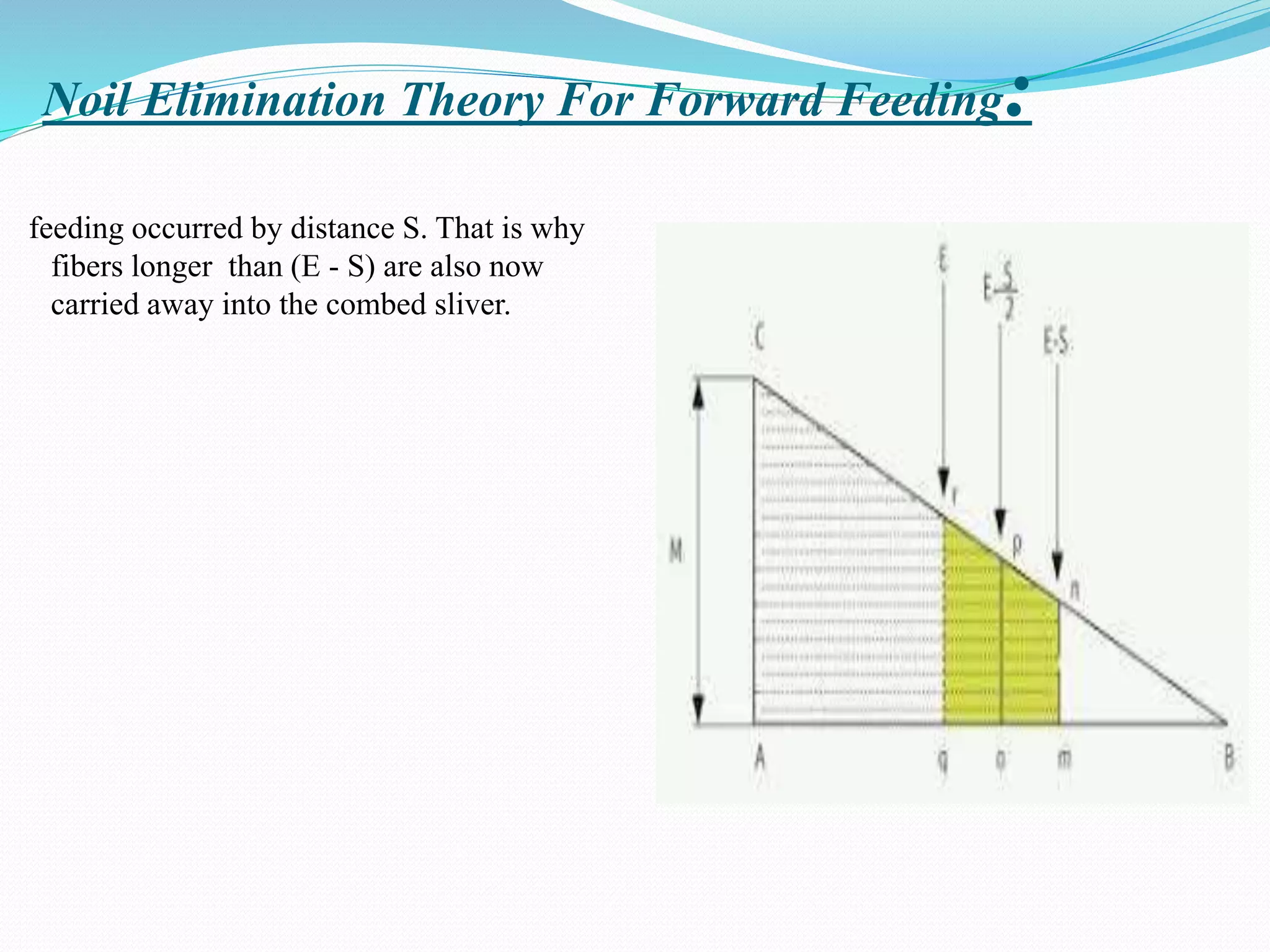
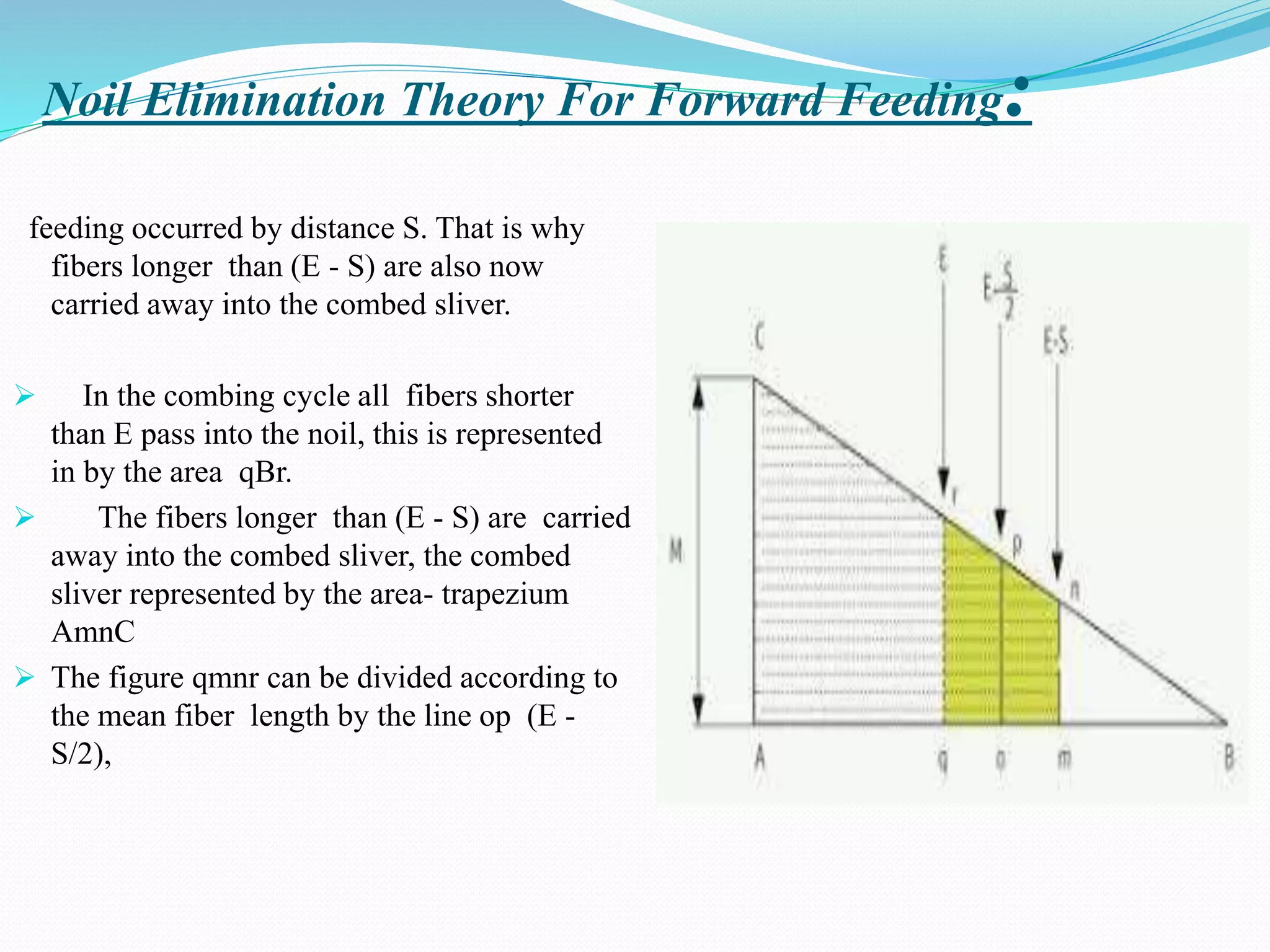
Since in similar triangles the
areas are in the same ratio as
the squares of the sides, and
since the noil percentage is
based on the ratio of weight
of waste to weight of
feedstock.
The following relationship
can be assumed:
p%=(oBp/ABC)×100
=(op²/AC²)×100
=[(E-S/2)²/M²]×100
p = noil percentage](https://image.slidesharecdn.com/presentationonforwardfeedbackwardfeedofcombing-200605181341/75/Presentation-on-forward-feed-amp-backward-feed-of-combing-18-2048.jpg)
![Noil elimination theory for backward feeding:
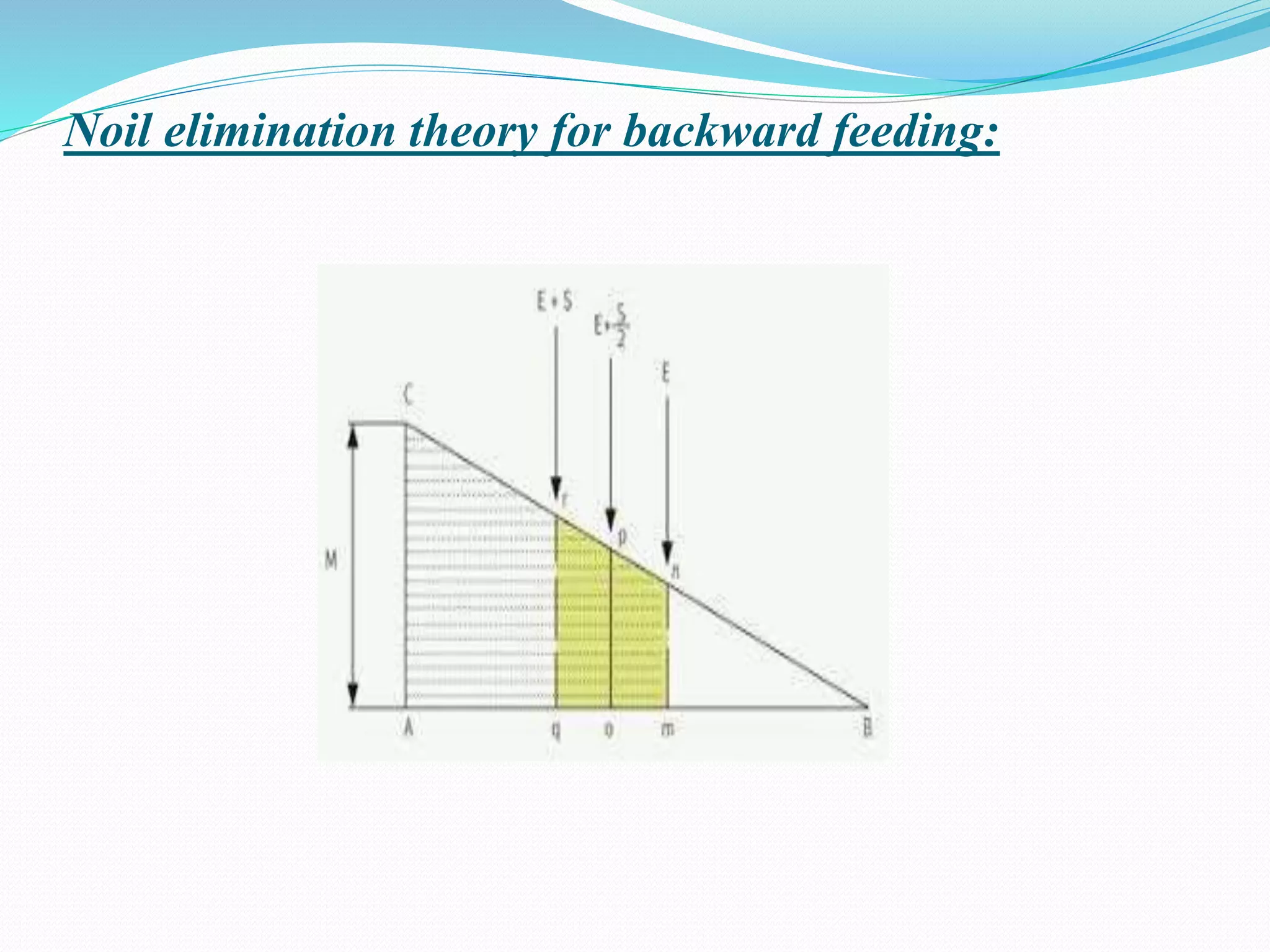
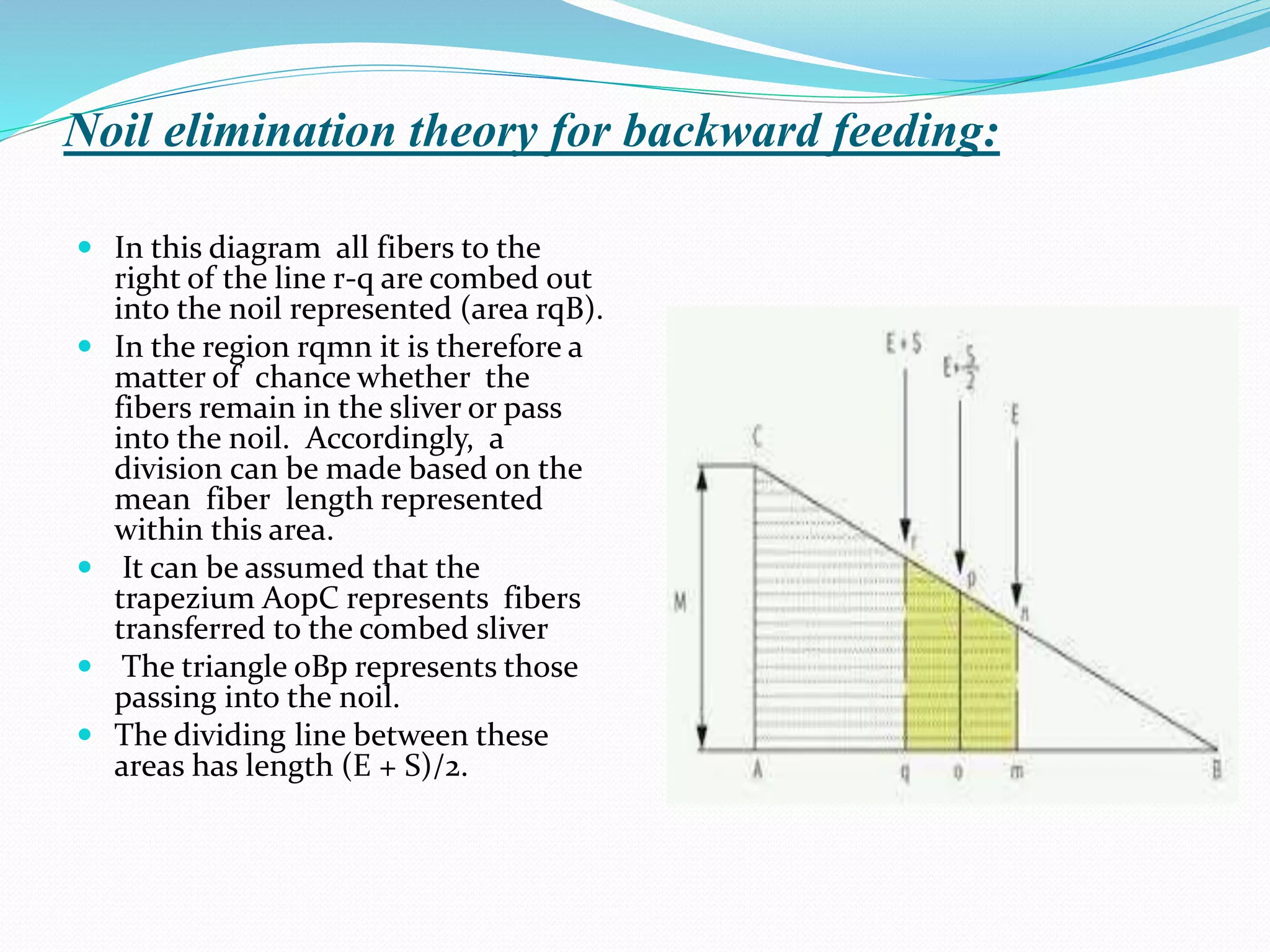
The dividing line between these areas
has length E + S/2. Since in similar
triangles the areas are in the same ratio
as the squares of the sides, and since
the noil percentage is based on the
ratio of weight of waste to weight of
feedstock.
The following relationship can be
assumed:
p%=(oBp/ABC)×100
=(op²/AC²)×100
=[(E+S/2)²/M²]×100
p = noil percentage](https://image.slidesharecdn.com/presentationonforwardfeedbackwardfeedofcombing-200605181341/75/Presentation-on-forward-feed-amp-backward-feed-of-combing-22-2048.jpg)
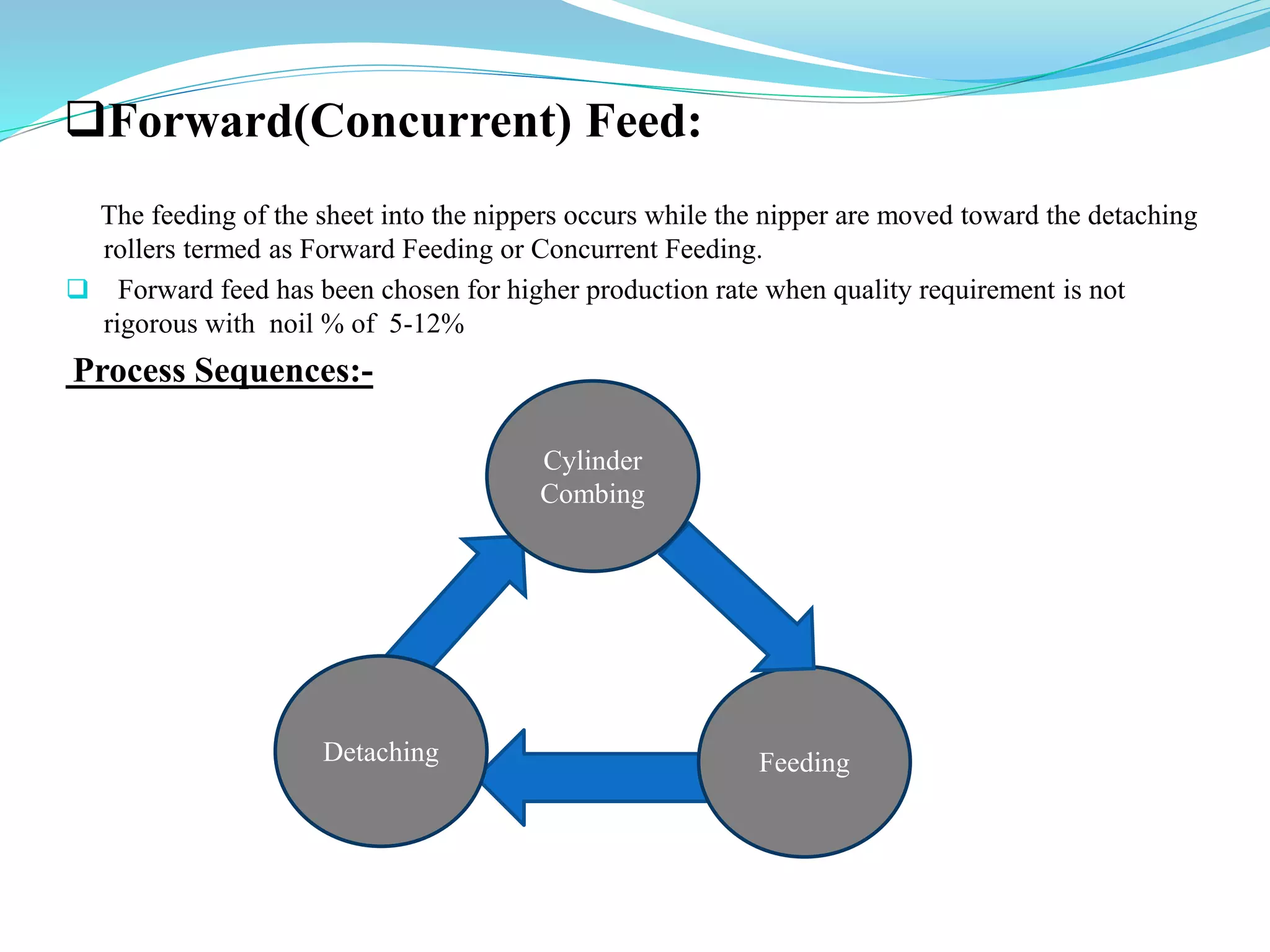
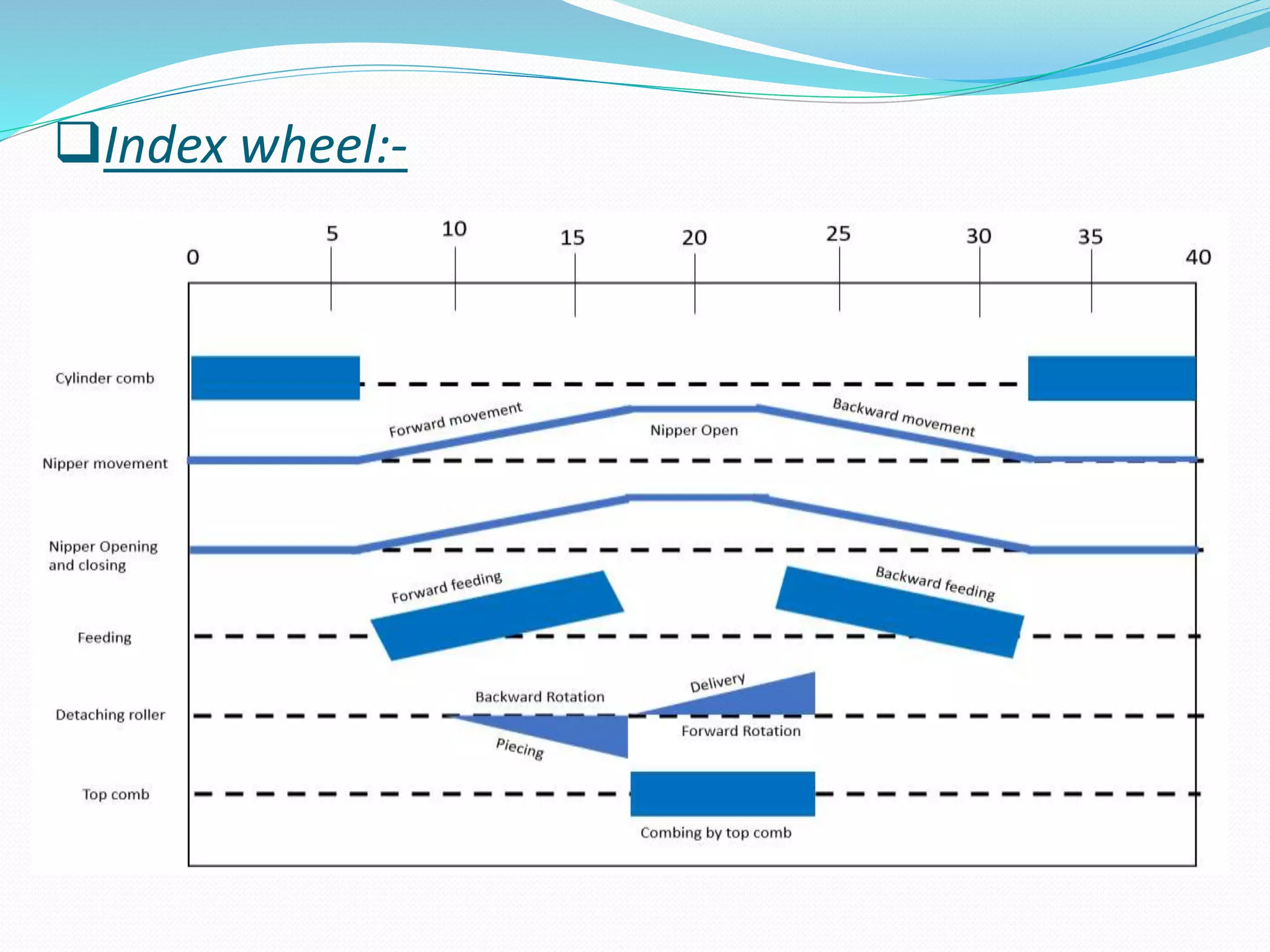
![Forward feed:-
Feeding should be completed during forward osscilation of nippers i.e. 0 to
24.
Nipper should remain in an opened state during feeding[i.e 10+2 to 34-2 or
12 to 32
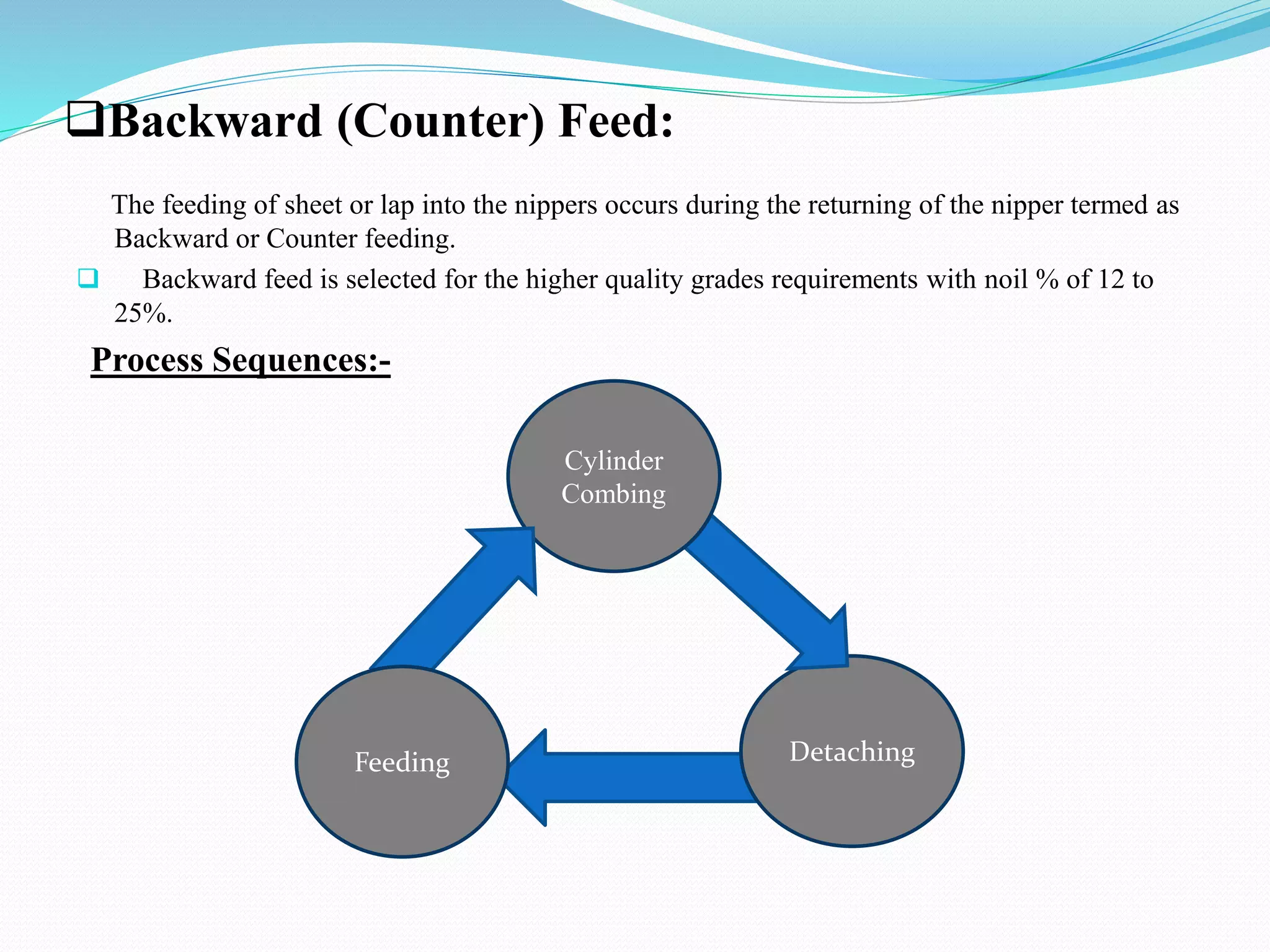
Backward feed:-
Feeding should be completed during backward oscillation of nippers 24 to
40/0.
Nipper should remain in an opened state during feeding that is in between
12 to 32.
Feeding should end prior to commencement of cylinder combing process
[<35].](https://image.slidesharecdn.com/presentationonforwardfeedbackwardfeedofcombing-200605181341/75/Presentation-on-forward-feed-amp-backward-feed-of-combing-26-2048.jpg)
![Yarn Manufacturing Process : Comber Part III [Fractionation at comber]](https://cdn.slidesharecdn.com/ss_thumbnails/fractionationatcomber-180912060418-thumbnail.jpg?width=640&height=640&fit=bounds)




![Yarn Manufacturing Process : Comber Part II [Modern combers]](https://cdn.slidesharecdn.com/ss_thumbnails/moderncombers-180912060904-thumbnail.jpg?width=640&height=640&fit=bounds)








































![Spinning [compatibility mode],Yarn types classification](https://cdn.slidesharecdn.com/ss_thumbnails/spinningcompatibilitymode-151215095342-thumbnail.jpg?width=640&height=640&fit=bounds)



![Coded Agents – with UiPath SDK + LangGraph [Virtual Hands-on Workshop]](https://cdn.slidesharecdn.com/ss_thumbnails/codedagentsdeck-251215155422-5497c599-thumbnail.jpg?width=640&height=640&fit=bounds)










![Vibe Coding vs. Spec-Driven Development [Free Meetup]](https://cdn.slidesharecdn.com/ss_thumbnails/vibecodingvsspecdrivendevelopment-251209105622-43f455e7-thumbnail.jpg?width=640&height=640&fit=bounds)




