Download as PDF, PPTX
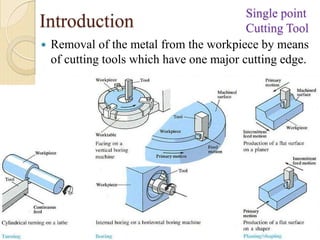
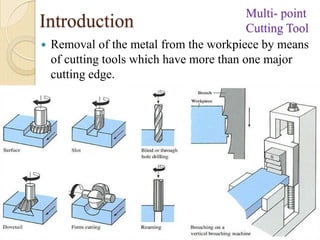



















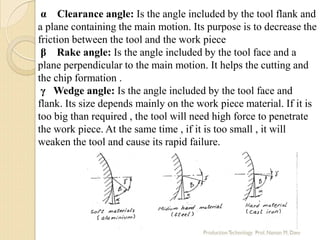










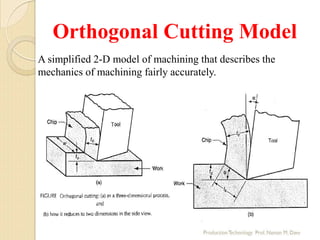












This document covers the fundamentals of metal cutting, focusing on machining processes and the characteristics of various cutting tools. It highlights important parameters such as rake angles, relief angles, and tool materials that affect machining efficiency and tool life. The chapter also describes different types of chips formed during the cutting process and the distinctions between orthogonal and oblique cutting methods.























































































