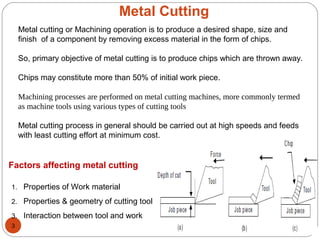
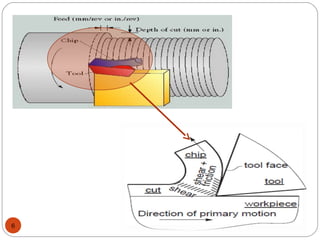
This document provides an overview of metal cutting theory and processes. It discusses orthogonal and oblique cutting, types of cutting tools including single point and multipoint tools, tool geometry and signatures. It also covers mechanics of metal cutting including shear angle and chip formation, tool materials, tool wear and tool life, factors affecting machining, and types of metal cutting processes and chips. Cutting fluid types and applications are also summarized.