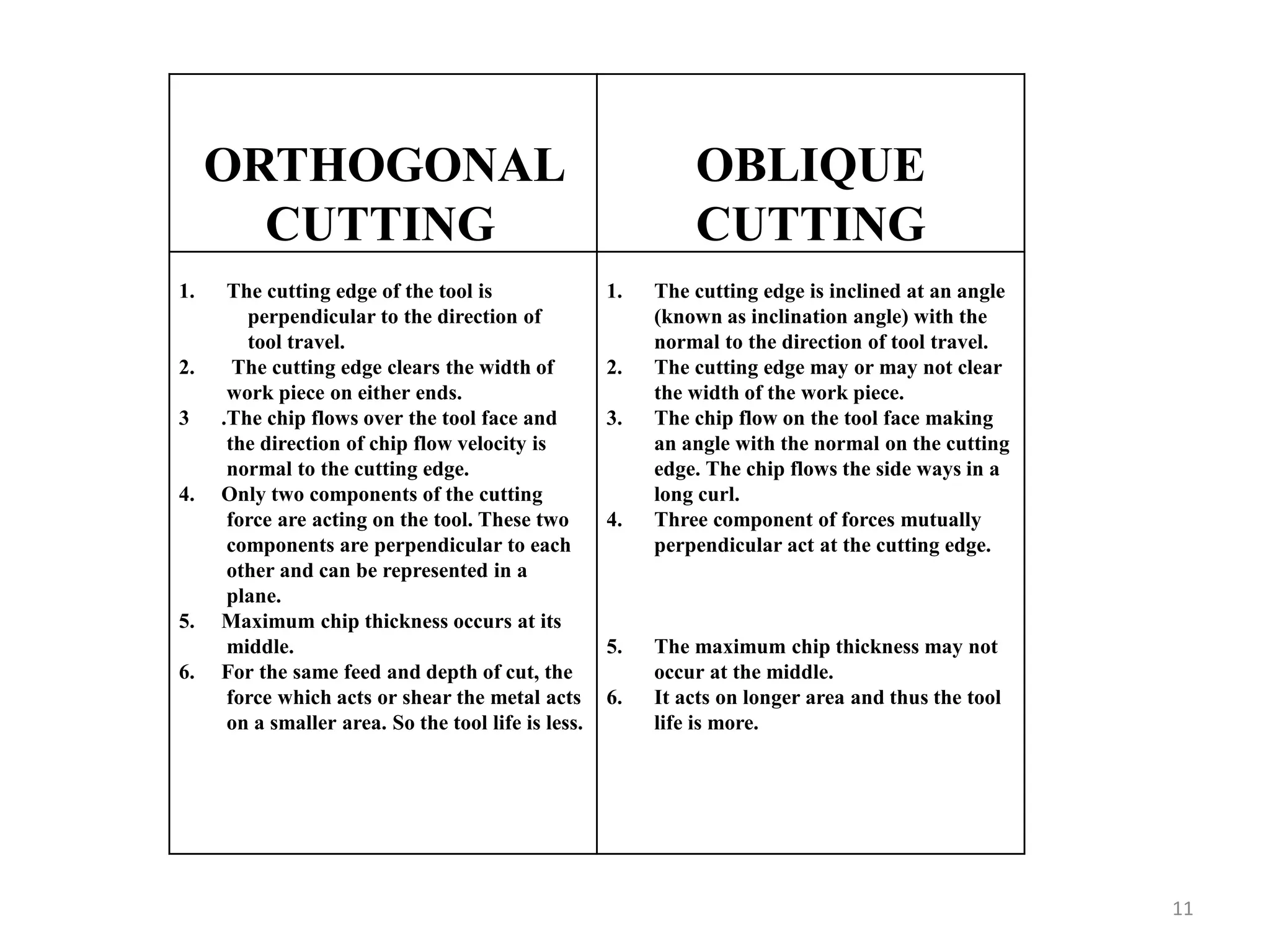
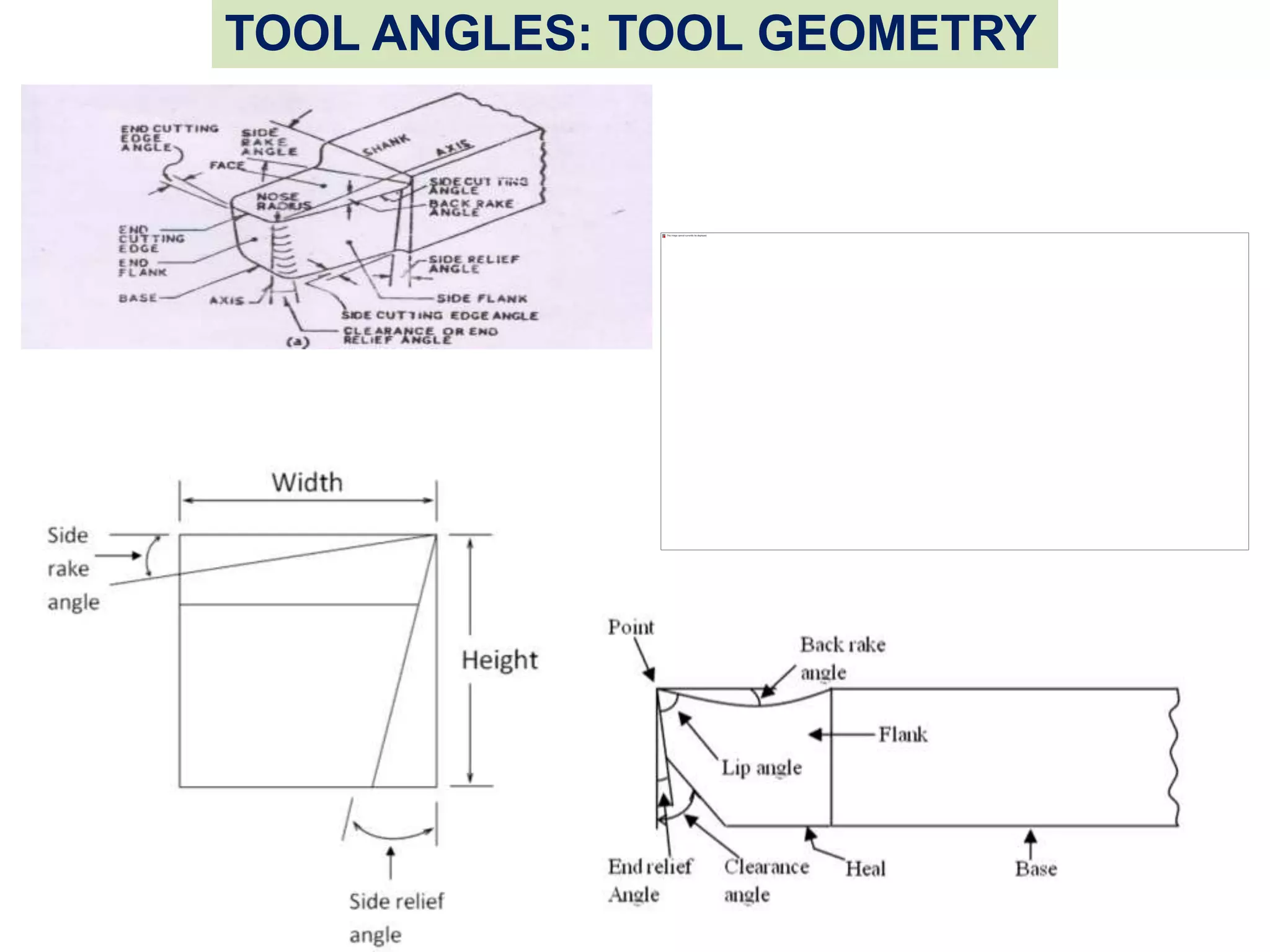
The document details the mechanics of metal cutting and machining processes, outlining key concepts such as orthogonal and oblique machining, tool geometry, and cutting tool angles. It explains the significance of various parameters in machining operations, including chip types, tool life, and the effects of rake angles on cutting efficiency. Additionally, it introduces a tool signature system for standardized identification of single point cutting tool angles.