Downloaded 19 times

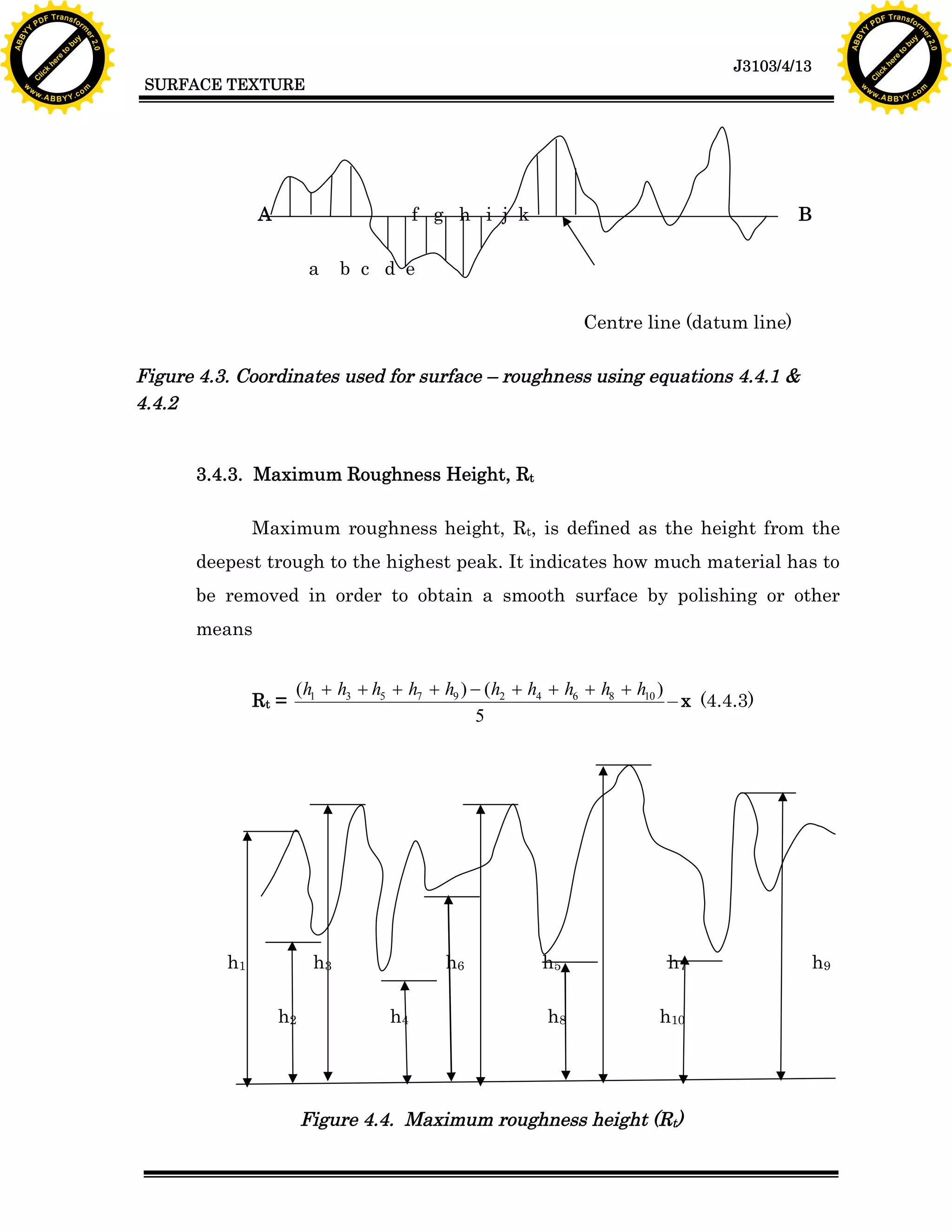
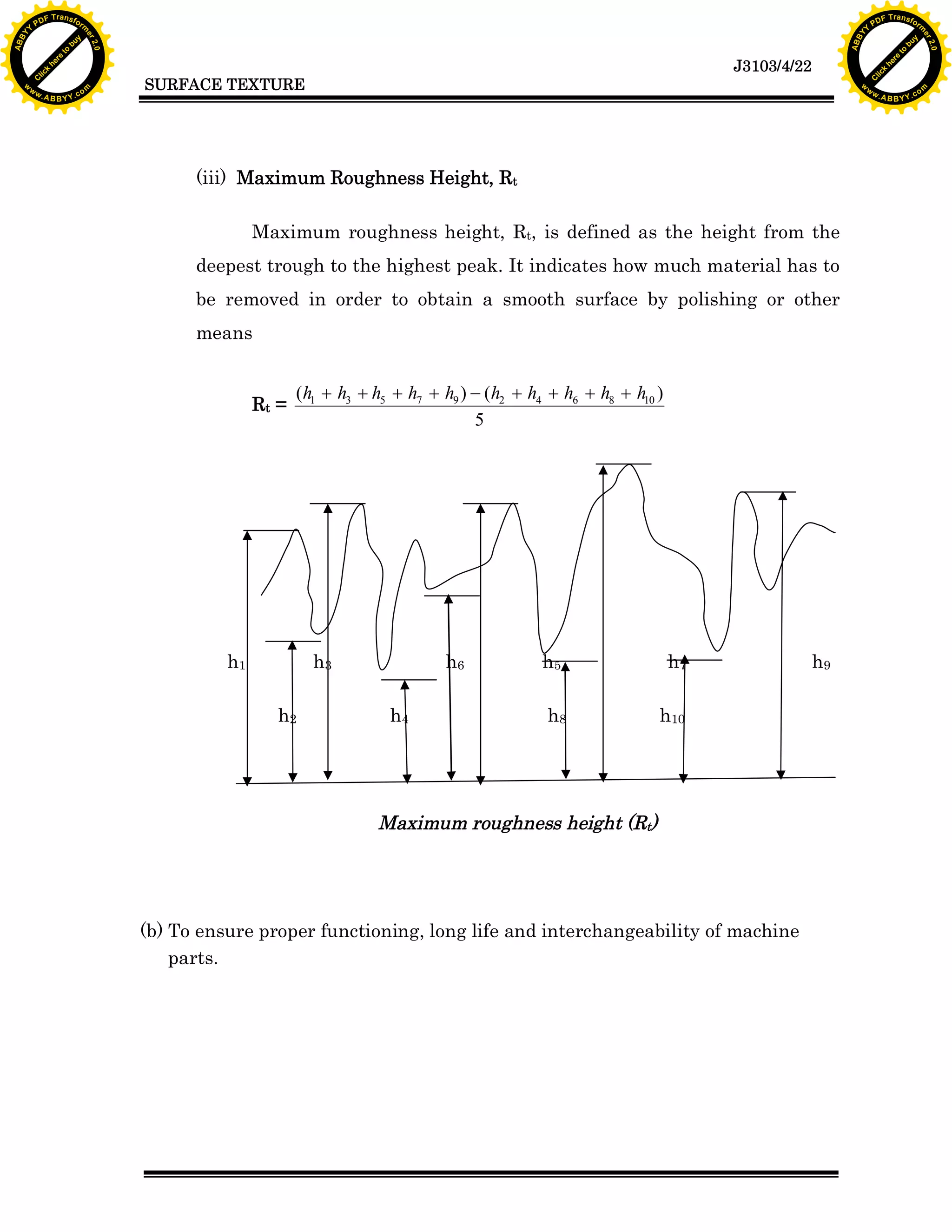

bu to re he k w A lic C SURFACE TEXTURE rm y ABB to re he J3103/4/13 k lic C w. om w w w Y 2.0 2.0 bu y rm er Y F T ra n sf o ABB PD er Y Rt is defined as the maximum height of the roughness profile. It is the vertical distance between the








































































































