Downloaded 272 times


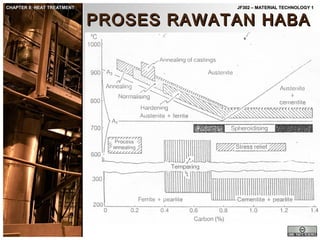


Proses rawatan haba dapat mengubah sifat mekanik logam dengan mengubah struktur mikro logamnya. Beberapa proses utama termasuk sepuh lindap untuk melembutkan logam, pengerasan untuk meningkatkan kekerasan, dan pembajaan untuk mengurangkan keterikan pengerasan. Proses-proses lain seperti pengerasan permukaan dan penitridaan digunakan untuk memberi lapisan keras pada permukaan logam.



































































