Downloaded 29 times
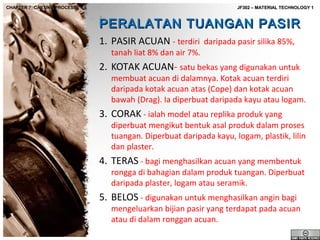
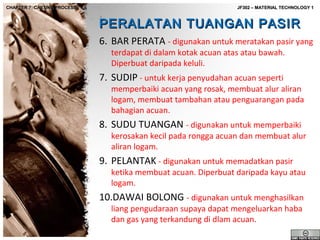
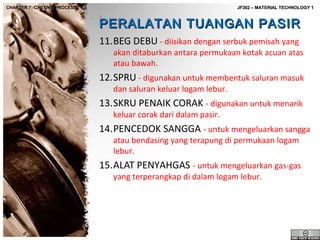
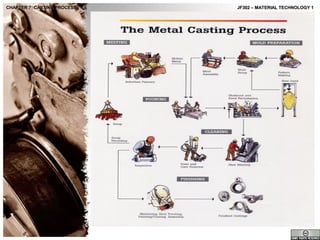

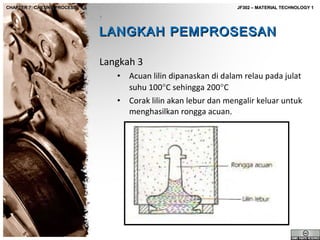
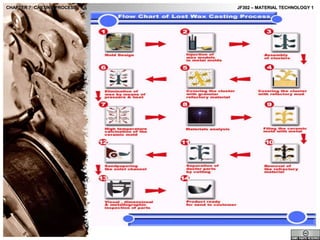






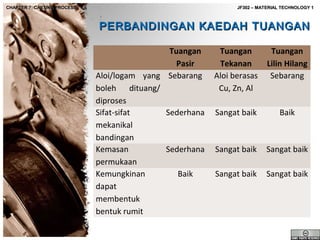

Dokumen ini membahas proses tuangan, termasuk teknik seperti tuangan pasir, tuangan lilin hilang, dan tuangan acuan tekanan. Setiap teknik memiliki langkah pemprosesan serta peralatan yang diperlukan untuk menghasilkan komponen logam yang kompleks dengan variasi ukuran dan ketepatan. Proses ini melibatkan pengisian logam lebur ke dalam acuan dan kondisi pemejaan untuk menghasilkan produk berkualitas tinggi.
























































![Modul Ajar KBC SKI Kelas 3 MI [MODULKELAS.COM]](https://cdn.slidesharecdn.com/ss_thumbnails/modulajarkbcskikelas3mimodulkelas-260130161838-4934e483-thumbnail.jpg?width=640&height=640&fit=bounds)










