Downloaded 230 times
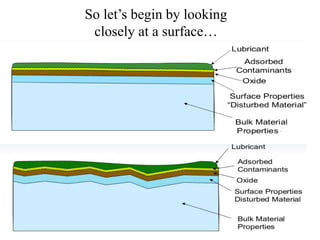
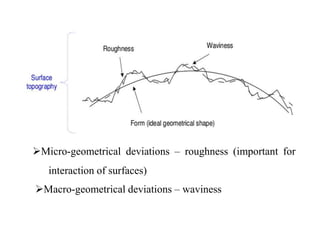

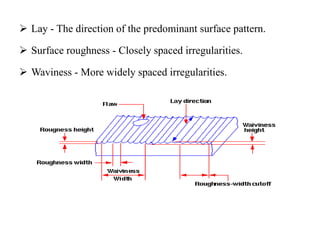
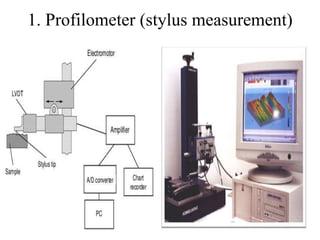
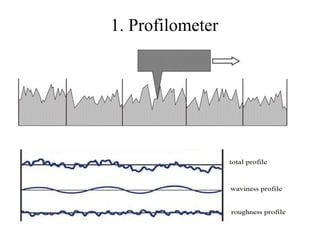
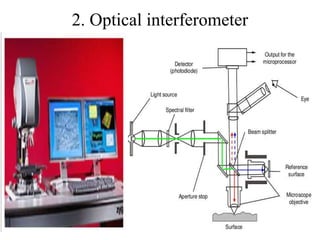
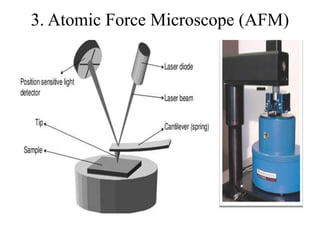
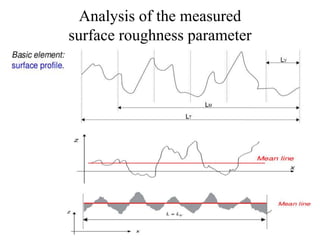
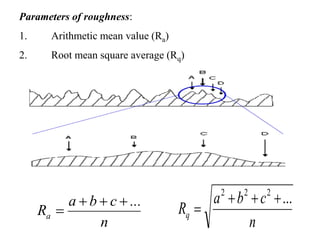
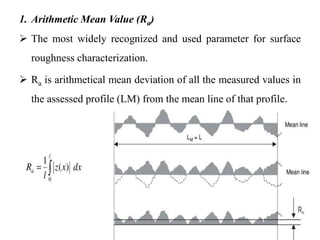
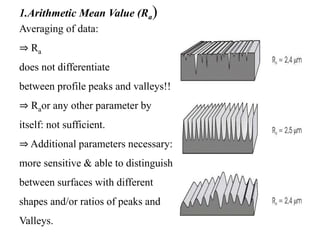
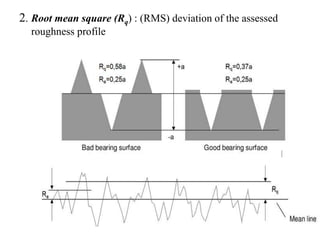


This document discusses surface topography and its importance in engineering applications. It defines surface topography as the small deviations of a surface from being perfectly flat, including roughness and waviness. Surface finish is important as it influences functions like lubrication, wear resistance, and friction. The document discusses different measurement methods for surface roughness like profilometry and atomic force microscopy. It defines parameters like arithmetic mean value and root mean square average that are used to analyze measured surface roughness data. The importance of considering factors like required precision and cost when specifying a surface roughness for an engineering application is also highlighted.