Download as PDF, PPTX
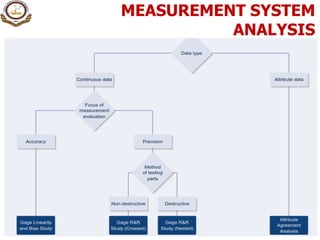
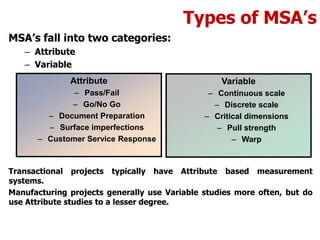
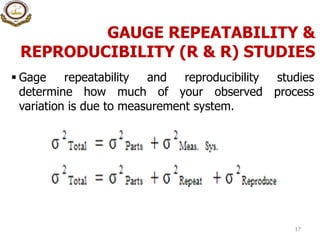
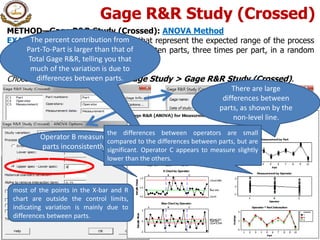
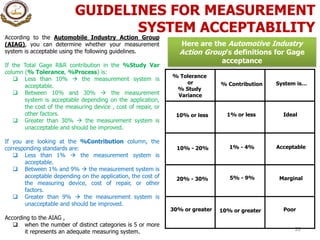
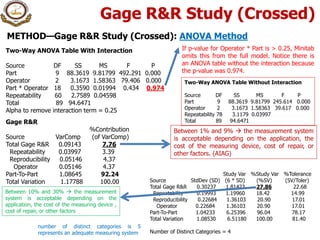



This document provides an introduction to measurement system analysis (MSA). It defines key terms related to measurement precision and accuracy, including repeatability, reproducibility, bias, linearity, and stability. It also describes how to use Minitab to conduct various types of MSA, including gauge repeatability and reproducibility studies, gauge linearity and bias studies, and attribute versus variable gauges. The goal of MSA is to determine how much observed process variation is due to the measurement system versus real variation between parts.


























![7 qc tools training material[1]](https://cdn.slidesharecdn.com/ss_thumbnails/7qctoolstrainingmaterial1-120925054558-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)