Downloaded 105 times









![20
PAND Np CHART
• P- Chart
C.L =P
P= Number of defectives
Total checked
UCL=P+3(P(1-P)/n)^2
LCL =P-3(P(1-P)/n)^2
Take LCL =0 when its value is negative
These charts are utilized for ‘Defective’ :
P Chart:when the sample is constant /Np Chart:When the sample size is varying
• Np- Chart
C.L =Np
Np= Number of defectives
No. of Samples Taken
UCL=Np+[3Np(1-Np)/n]^2
UCL=Np- [3Np(1-Np)/n]^2
Take LCL =0 when its value is
negative](https://image.slidesharecdn.com/spc-191017095300/85/Spc-20-320.jpg)






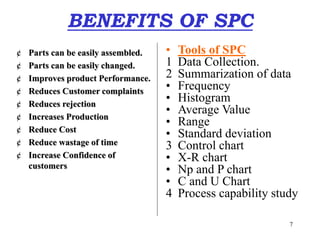
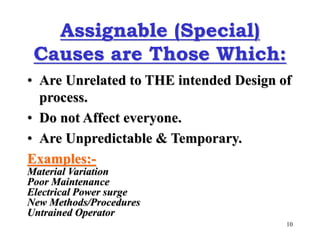
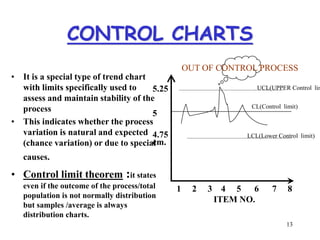
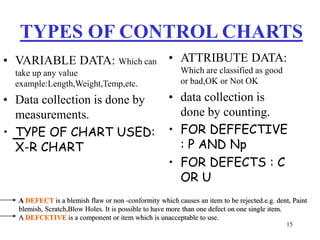
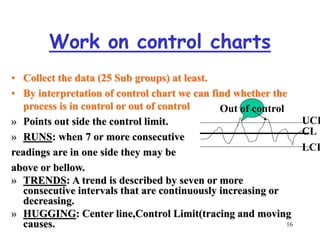
This document discusses statistical process control (SPC) techniques for managing quality. It covers various SPC methods including error detection, error prevention, and process control systems. The benefits of SPC include controlling processes, predicting behavior, avoiding waste, and achieving defect prevention. Key SPC tools include data collection, summarization using charts, histograms, and control charts to monitor processes and detect issues. The document also discusses process capability, measurement of variation, and using frequency distributions and histograms to analyze process capability.











































![Production & Operation Management Chapter9[1]](https://cdn.slidesharecdn.com/ss_thumbnails/chapter91-140613051446-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)
![Chapter9[1]](https://cdn.slidesharecdn.com/ss_thumbnails/chapter91-140613050946-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)
















![Rodebaugh sixsigma[1]](https://cdn.slidesharecdn.com/ss_thumbnails/rodebaugh-sixsigma1-191102025225-thumbnail.jpg?width=640&height=640&fit=bounds)

























