•In metallurgy, anon-ferrous metal is any metal, including alloys, that does not
contain iron in appreciable amounts.
• Generally more expensive than ferrous metals, non-ferrous metals are used because of
desirable properties such as:
low weight (e.g., aluminium).
Higher conductivity (e.g., copper),
Non-magnetic property or resistance to corrosion (e.g., zinc).
•Some non-ferrous materials are also used in the iron and steel industries. For
example, bauxite is used as flux for blast furnaces, while others such
as wolframite, pyrolusite and chromite are used in making ferrous alloys
NON-FERROUS METALS
4.
FERROUS METALS
•Ferrous isan adjective used to indicate the presence of iron.
•Ferrous metals include steel and pig iron (with a carbon content of a few
percent) and alloys of iron with other metals (such as stainless steel).
ALLOYS
BRONZE - COPPER+TIN
USE - Medals, statues, sculptures, etc.
BRASS - COPPER+ZINC
USES -UTENSILS
STAINLESS STEEL : High ductility and strength.Non-
magnetic. Excellent high and low temperature
properties.
USES: Utensils, corrosive piping, dairy
equipment, food processing equipment etc.
5.
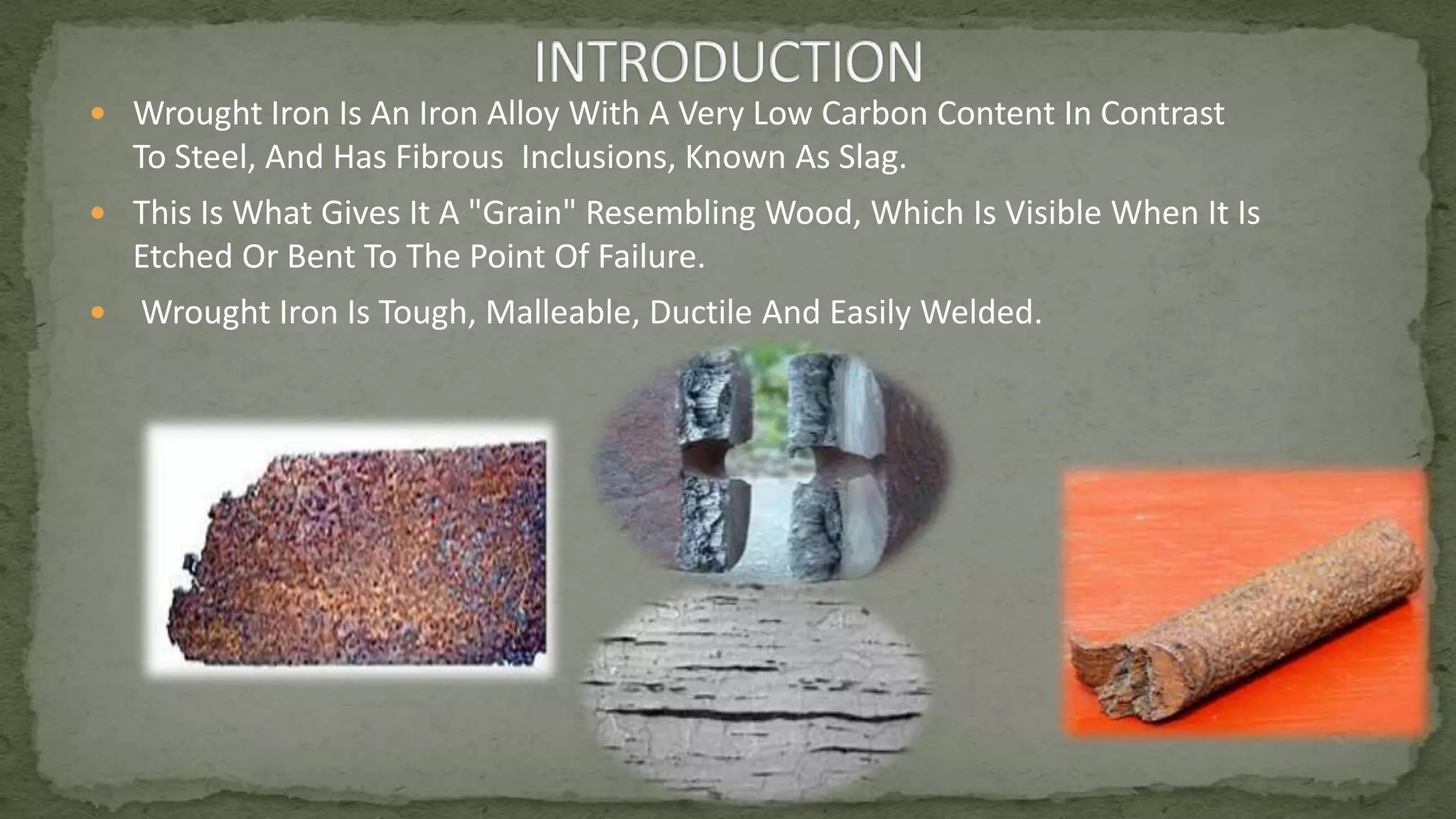
Wrought IronIs An Iron Alloy With A Very Low Carbon Content In Contrast
To Steel, And Has Fibrous Inclusions, Known As Slag.
This Is What Gives It A "Grain" Resembling Wood, Which Is Visible When It Is
Etched Or Bent To The Point Of Failure.
Wrought Iron Is Tough, Malleable, Ductile And Easily Welded.
6.
Due to itsmalleability and toughness, wrought iron has been coveted for thousands of
years..
To look at the history of wrought iron is to look at the history of man's innovations.
•Throughout time, wrought iron has been used to build ancient structures, warships and
railways.
Wrought iron has fought wars, built kingdoms, and provided the structures to everlasting
historical landmarks.
Today, the timeless look of wrought iron can be found anywhere in homes from light
fixtures, to wine racks, to candle holders.
HISTORY
7.
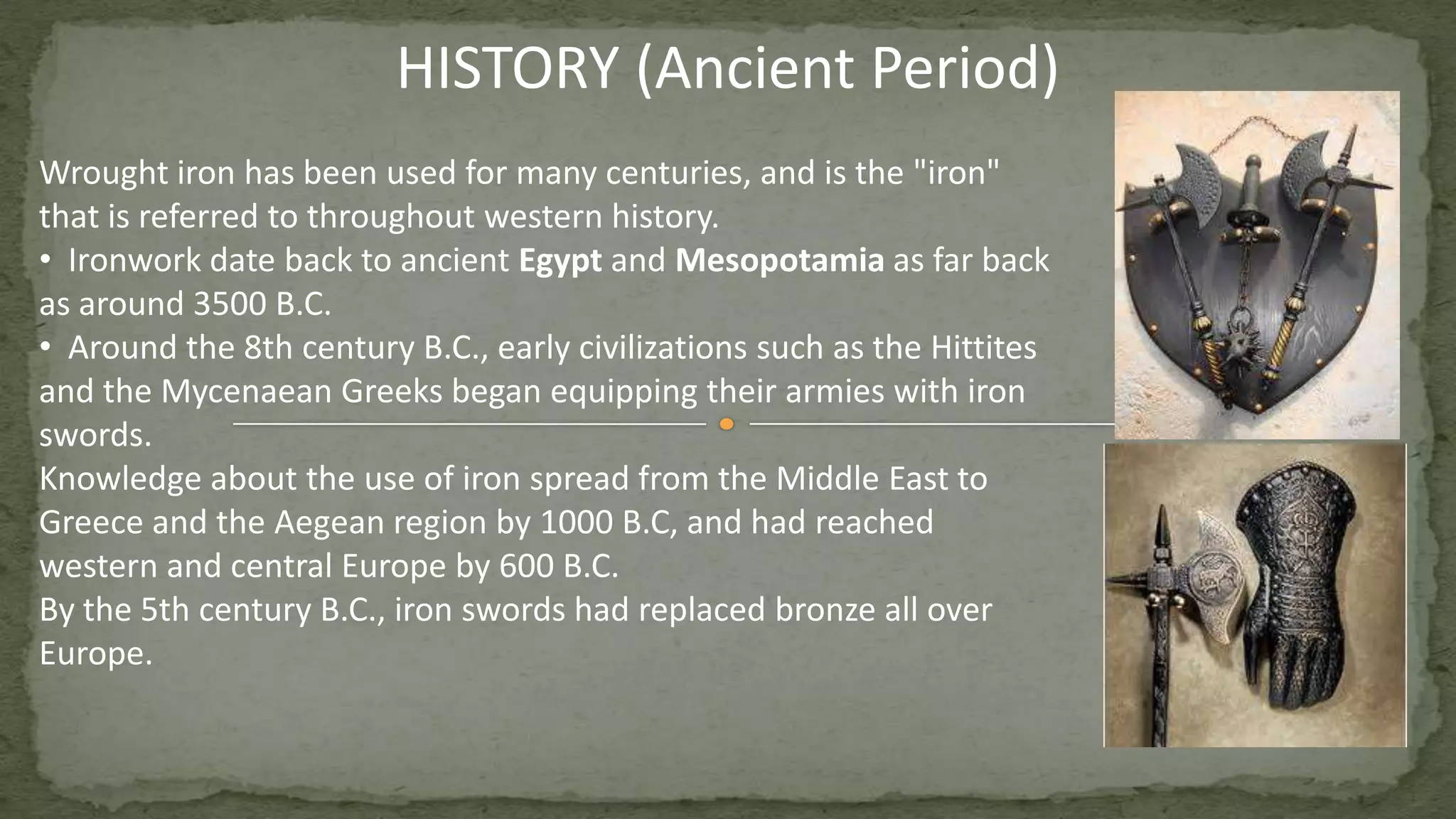
Wrought iron hasbeen used for many centuries, and is the "iron"
that is referred to throughout western history.
• Ironwork date back to ancient Egypt and Mesopotamia as far back
as around 3500 B.C.
• Around the 8th century B.C., early civilizations such as the Hittites
and the Mycenaean Greeks began equipping their armies with iron
swords.
Knowledge about the use of iron spread from the Middle East to
Greece and the Aegean region by 1000 B.C, and had reached
western and central Europe by 600 B.C.
By the 5th century B.C., iron swords had replaced bronze all over
Europe.
HISTORY (Ancient Period)
8.
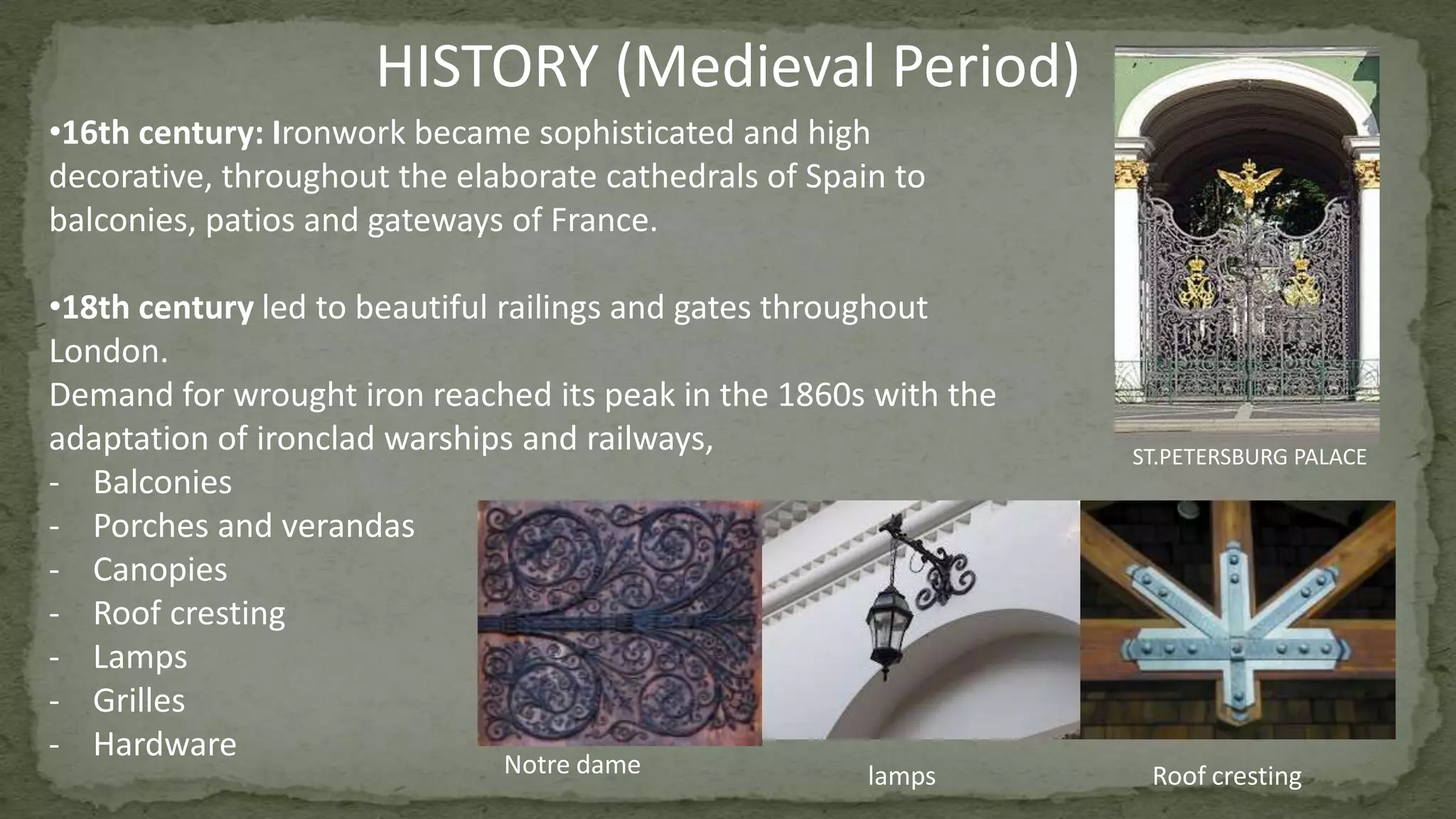
•16th century: Ironworkbecame sophisticated and high
decorative, throughout the elaborate cathedrals of Spain to
balconies, patios and gateways of France.
•18th century led to beautiful railings and gates throughout
London.
Demand for wrought iron reached its peak in the 1860s with the
adaptation of ironclad warships and railways,
- Balconies
- Porches and verandas
- Canopies
- Roof cresting
- Lamps
- Grilles
- Hardware
HISTORY (Medieval Period)
ST.PETERSBURG PALACE
Notre dame Roof crestinglamps
9.
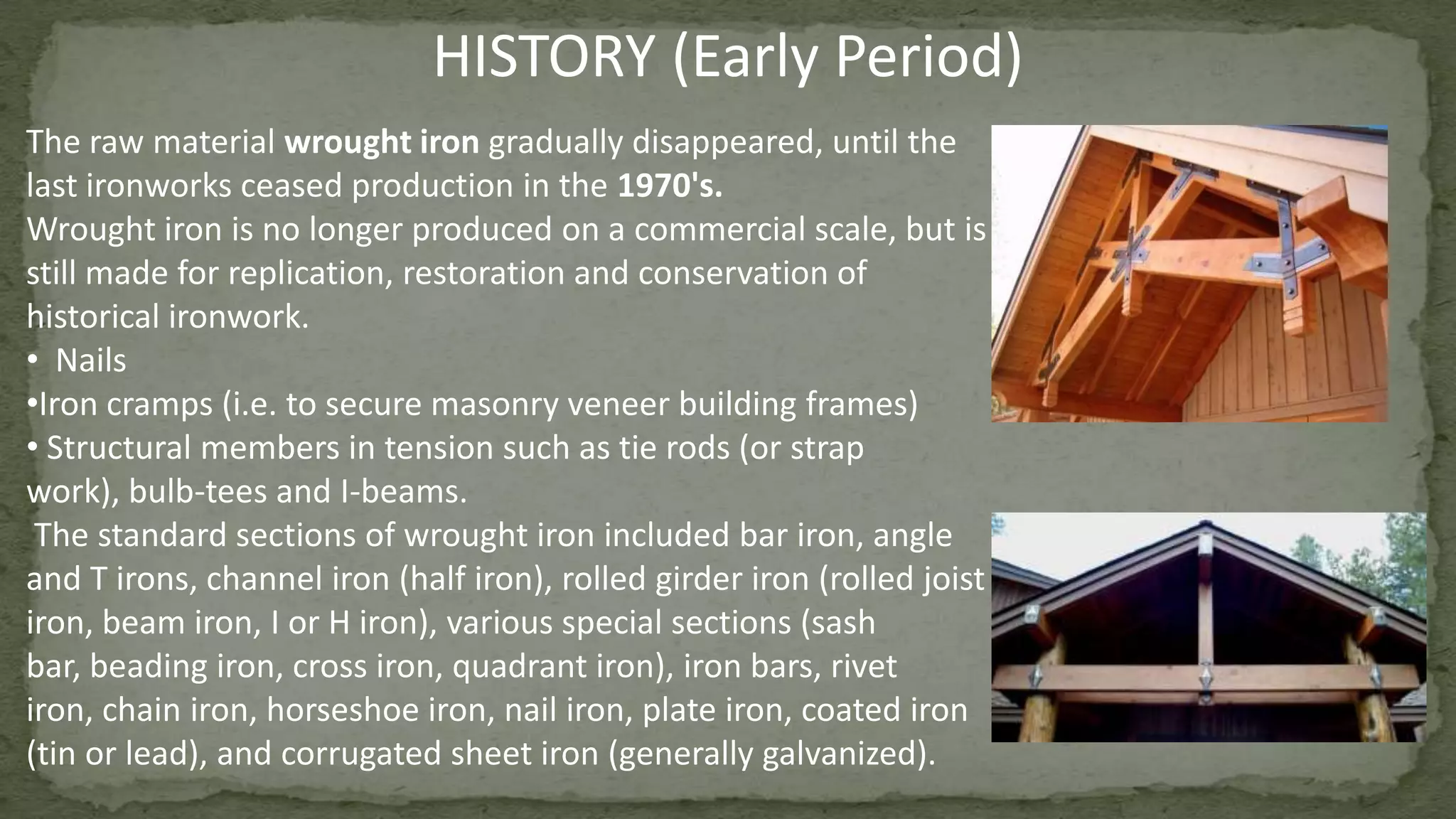
The raw materialwrought iron gradually disappeared, until the
last ironworks ceased production in the 1970's.
Wrought iron is no longer produced on a commercial scale, but is
still made for replication, restoration and conservation of
historical ironwork.
• Nails
•Iron cramps (i.e. to secure masonry veneer building frames)
• Structural members in tension such as tie rods (or strap
work), bulb-tees and I-beams.
The standard sections of wrought iron included bar iron, angle
and T irons, channel iron (half iron), rolled girder iron (rolled joist
iron, beam iron, I or H iron), various special sections (sash
bar, beading iron, cross iron, quadrant iron), iron bars, rivet
iron, chain iron, horseshoe iron, nail iron, plate iron, coated iron
(tin or lead), and corrugated sheet iron (generally galvanized).
HISTORY (Early Period)
10.
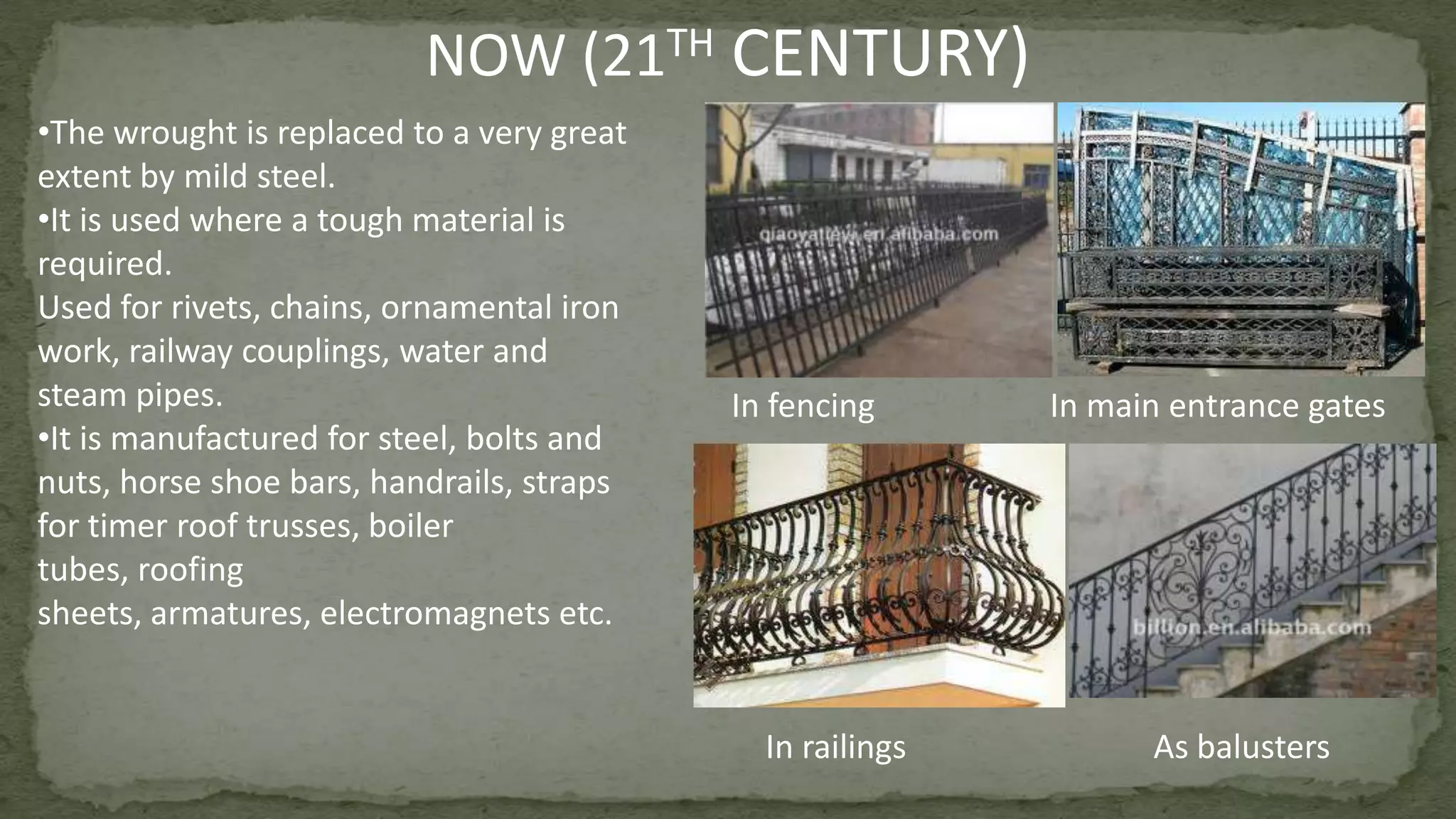
NOW (21TH CENTURY)
Infencing In main entrance gates
In railings As balusters
•The wrought is replaced to a very great
extent by mild steel.
•It is used where a tough material is
required.
Used for rivets, chains, ornamental iron
work, railway couplings, water and
steam pipes.
•It is manufactured for steel, bolts and
nuts, horse shoe bars, handrails, straps
for timer roof trusses, boiler
tubes, roofing
sheets, armatures, electromagnets etc.
11.
Property Value
Ultimate tensilestrength [psi (MPa)] 34,000–54,000 (234–372)
Ultimate compression strength [psi (MPa)] 34,000–54,000 (234–372)
Ultimate shear strength [psi (MPa)] 28,000–45,000 (193–310)
Yield point [psi (MPa)] 23,000–32,000 (159–221)
Modulus of elasticity (in tension) [psi (MPa)] 28,000,000 (193,100)
Melting point [°F (°C)] 2,800 (1,540)
Specific gravity
7.6–7.9
7.5–7.8
12.
•It becomes softat white heat and it can be easily forged and welded.
•It can be used to form temporary magnets but cannot be magnetised
permanently.
•It fuses with difficulty .
•It cannot be adopted for making castings.
• high elasticity and tensile strength
•It is moderately elastic ,ductile, malleable and tough.
•Unaffected by saline water.
• If pulled apart, the fracture shows a fibrous break.
•Suitable for members in tension OR compression; whereas, cast iron is
suitable for members in compression ONLY.
PROPERTIES
13.
• Its abilityto RESIST CORROSION and fatigue failure. The slag fibers in wrought iron
are present in such great numbers that they serve in one capacity as an effective
mechanical barrier against corrosion.
• DUCTILITY -its ability to be drawn out.
• MALLEABILITY -its ability to be hammered into shapes.
• DURABILITY and ELEGANCE,
• LOW MAINTAINANCE-Wrought iron is also easy to maintain and is low in
maintenance.
QUALITY
14.
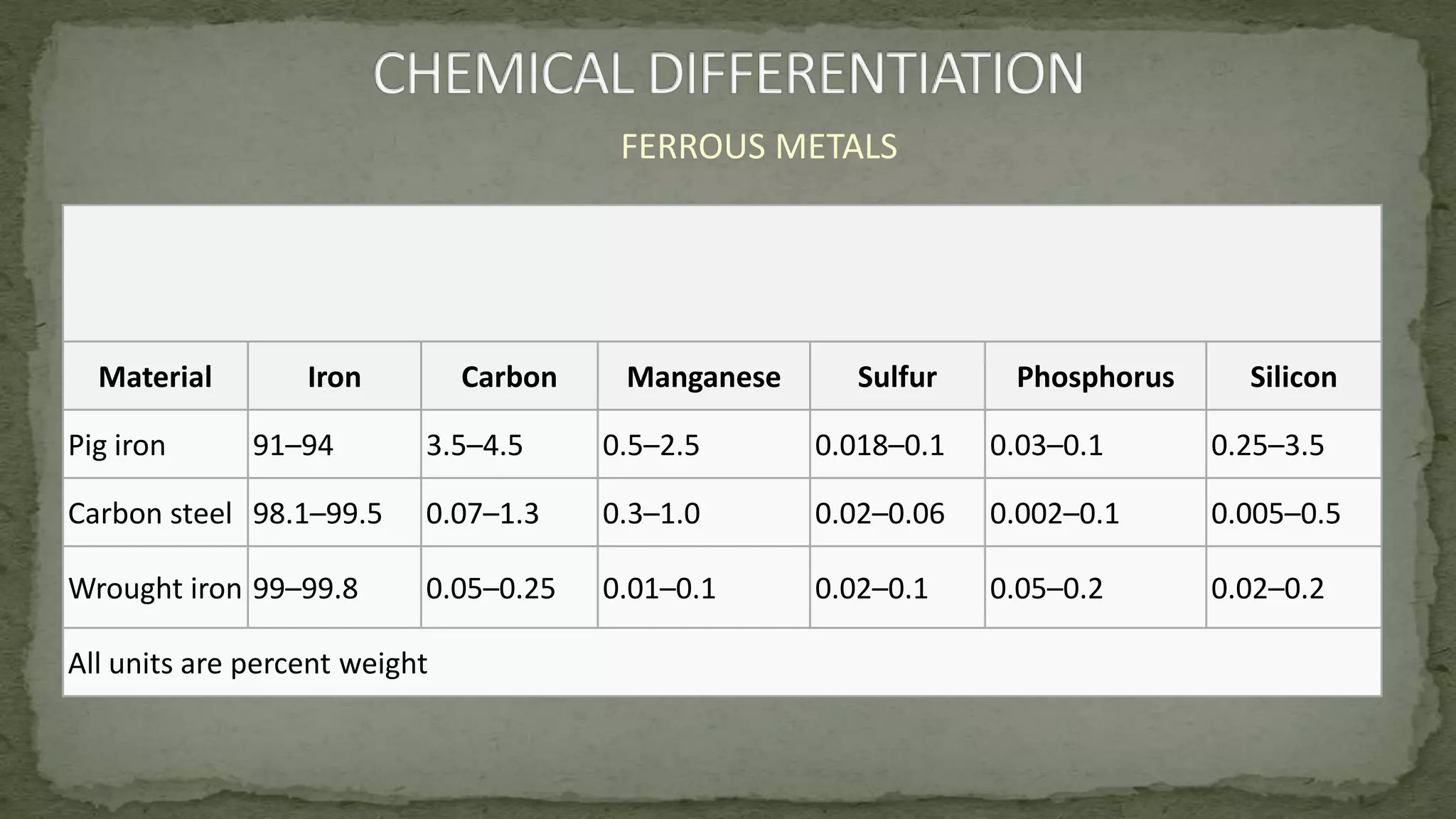
Material Iron CarbonManganese Sulfur Phosphorus Silicon
Pig iron 91–94 3.5–4.5 0.5–2.5 0.018–0.1 0.03–0.1 0.25–3.5
Carbon steel 98.1–99.5 0.07–1.3 0.3–1.0 0.02–0.06 0.002–0.1 0.005–0.5
Wrought iron 99–99.8 0.05–0.25 0.01–0.1 0.02–0.1 0.05–0.2 0.02–0.2
All units are percent weight
FERROUS METALS
15.
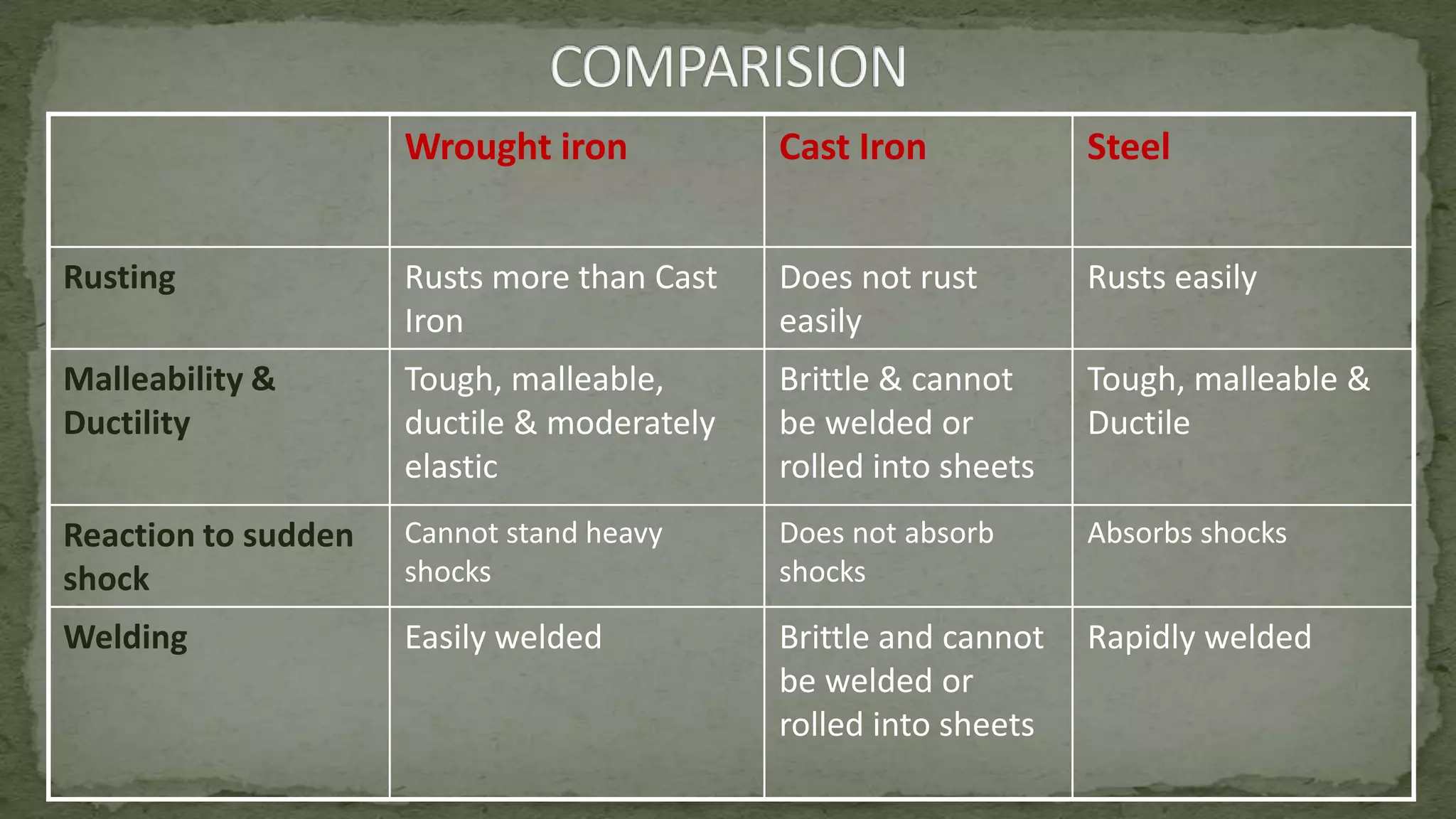
Wrought iron CastIron Steel
Rusting Rusts more than Cast
Iron
Does not rust
easily
Rusts easily
Malleability &
Ductility
Tough, malleable,
ductile & moderately
elastic
Brittle & cannot
be welded or
rolled into sheets
Tough, malleable &
Ductile
Reaction to sudden
shock
Cannot stand heavy
shocks
Does not absorb
shocks
Absorbs shocks
Welding Easily welded Brittle and cannot
be welded or
rolled into sheets
Rapidly welded
17.
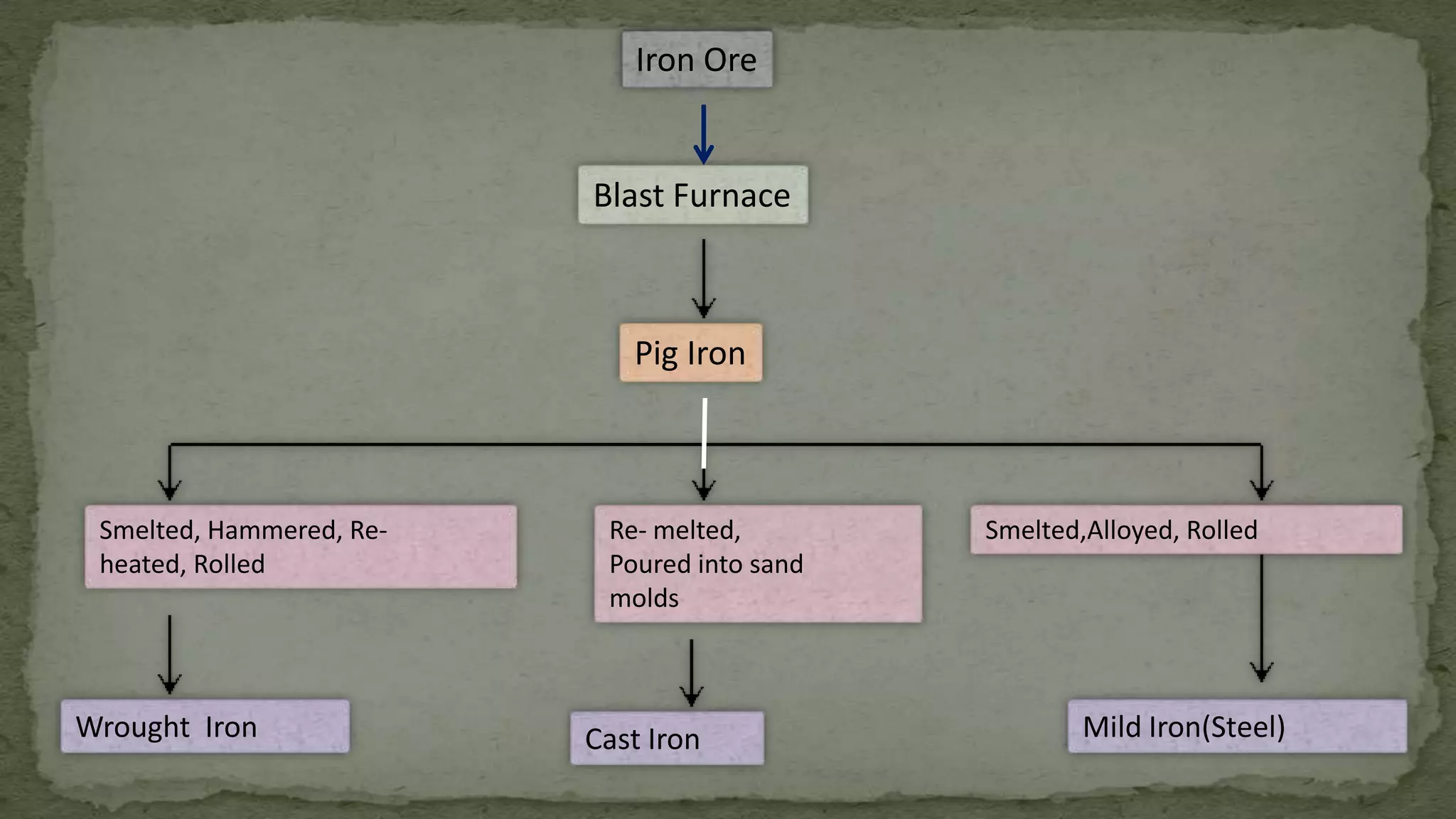
Iron Ore
Blast Furnace
PigIron
Smelted, Hammered, Re-
heated, Rolled
Smelted,Alloyed, Rolled
Wrought Iron Cast Iron Mild Iron(Steel)
Re- melted,
Poured into sand
molds
18.
IRON ORE
PIG IRON
CASTIRON
WROUGHT IRON
STEEL
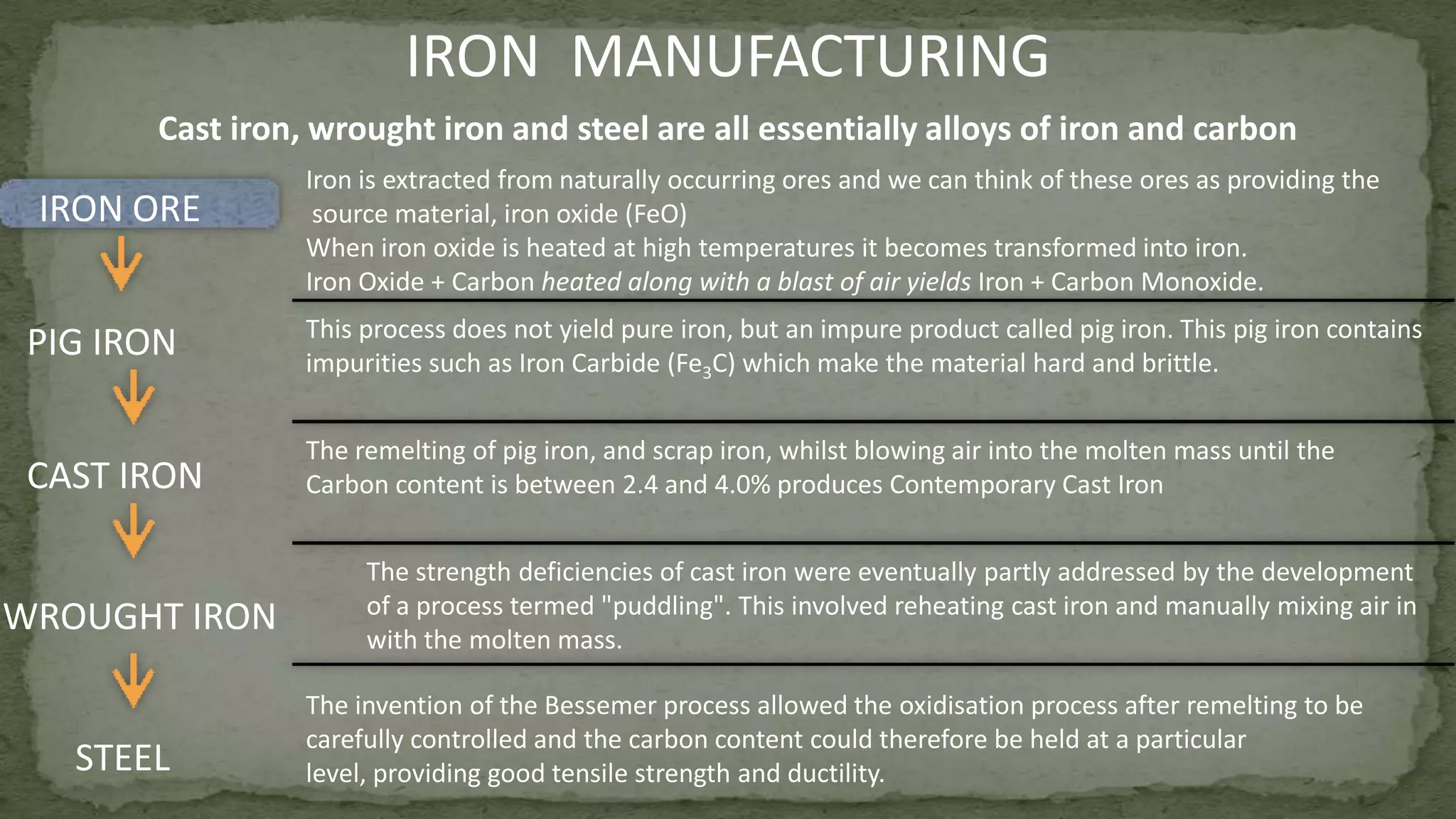
IRON MANUFACTURING
Cast iron, wrought iron and steel are all essentially alloys of iron and carbon
Iron is extracted from naturally occurring ores and we can think of these ores as providing the
source material, iron oxide (FeO)
When iron oxide is heated at high temperatures it becomes transformed into iron.
Iron Oxide + Carbon heated along with a blast of air yields Iron + Carbon Monoxide.
This process does not yield pure iron, but an impure product called pig iron. This pig iron contains
impurities such as Iron Carbide (Fe3C) which make the material hard and brittle.
The remelting of pig iron, and scrap iron, whilst blowing air into the molten mass until the
Carbon content is between 2.4 and 4.0% produces Contemporary Cast Iron
The strength deficiencies of cast iron were eventually partly addressed by the development
of a process termed "puddling". This involved reheating cast iron and manually mixing air in
with the molten mass.
The invention of the Bessemer process allowed the oxidisation process after remelting to be
carefully controlled and the carbon content could therefore be held at a particular
level, providing good tensile strength and ductility.
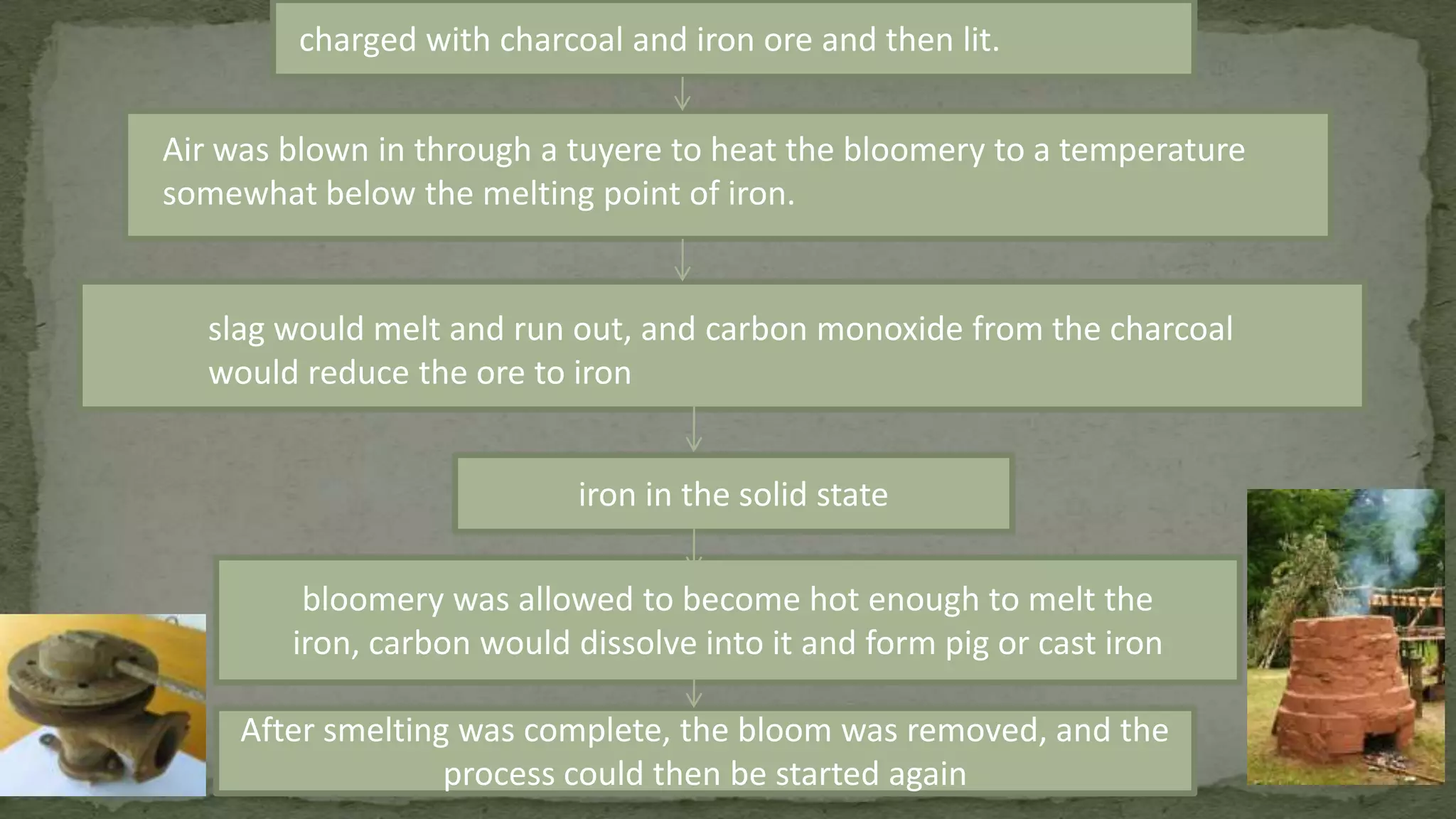
charged with charcoaland iron ore and then lit.
Air was blown in through a tuyere to heat the bloomery to a temperature
somewhat below the melting point of iron.
slag would melt and run out, and carbon monoxide from the charcoal
would reduce the ore to iron
iron in the solid state
bloomery was allowed to become hot enough to melt the
iron, carbon would dissolve into it and form pig or cast iron
After smelting was complete, the bloom was removed, and the
process could then be started again
21.
FINERY PROCESS
They re-meltedthe pig iron and burnt out the
carbon, producing a bloom, which was then forged into a
bar iron
After the bloomery process
In the 15th century, the blast furnace spread in Belgium and it
was improved further.
22.
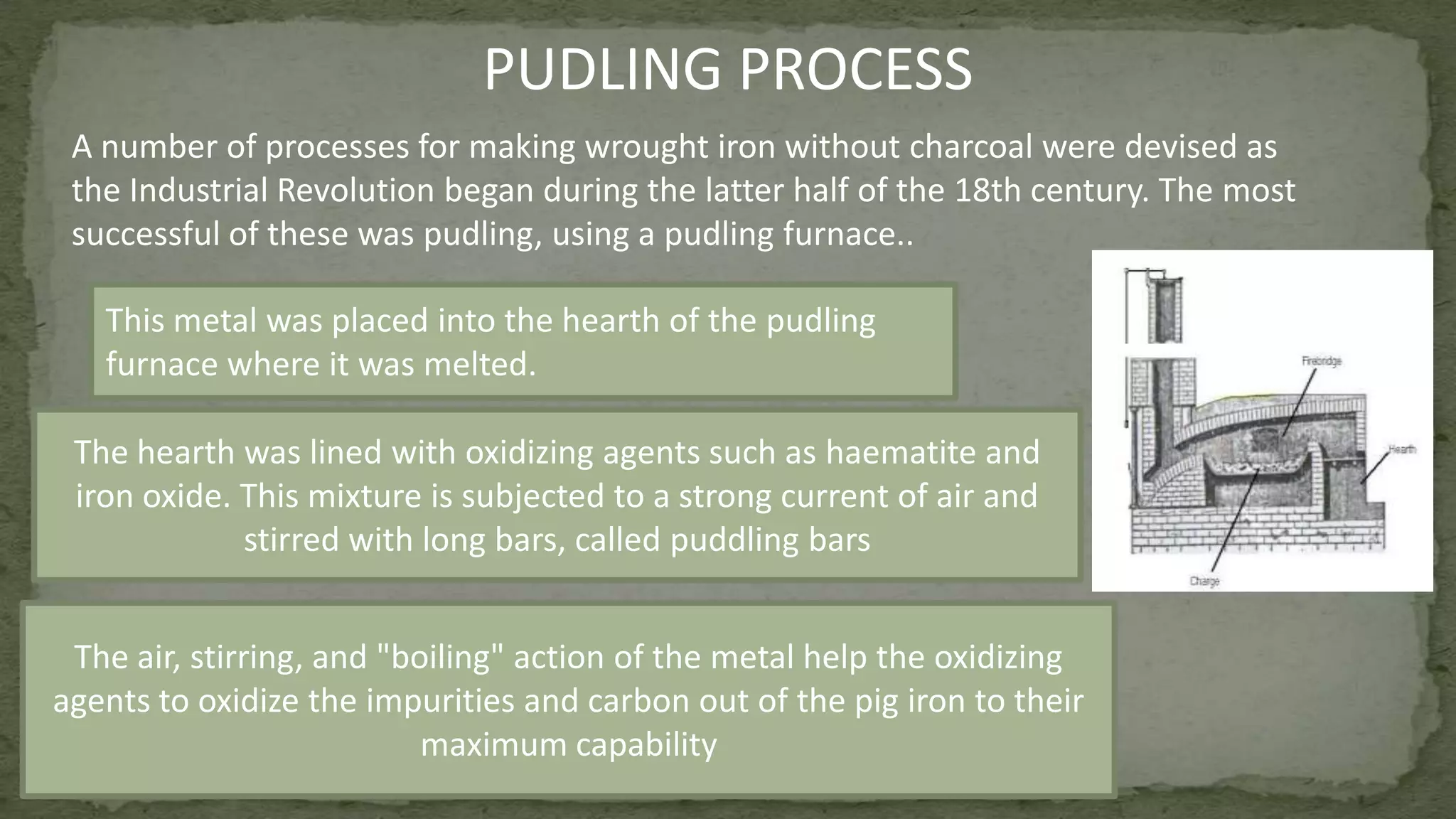
A number ofprocesses for making wrought iron without charcoal were devised as
the Industrial Revolution began during the latter half of the 18th century. The most
successful of these was pudling, using a pudling furnace..
PUDLING PROCESS
This metal was placed into the hearth of the pudling
furnace where it was melted.
The hearth was lined with oxidizing agents such as haematite and
iron oxide. This mixture is subjected to a strong current of air and
stirred with long bars, called puddling bars
The air, stirring, and "boiling" action of the metal help the oxidizing
agents to oxidize the impurities and carbon out of the pig iron to their
maximum capability
23.
In 1925, JamesAston of the United States developed a process for manufacturing
wrought iron quickly and economically.
It involves taking molten steel from a Bessemer
converter and pouring it into cooler liquid slag.
The molten steel contains a large amount of dissolved gases. so when the
liquid steel hits the cooler surfaces of the liquid slag the gases are liberated.
The molten steel then freezes to yield a spongy mass having a
temperature of about 1370 °C.
This spongy mass must then be finished by being
shingled and rolled.
ASTON PROCESS
24.
There is stillsome slag left in the puddle balls, so while they are still hot
they must be shingled to remove the remaining slag and cinder.It may be
achieved by forging the balls under a power hammer, or by squeezing the
bloom in a machine. The material obtained at the end of shingling is
known as bloom and it is still red-hot. The blooms are not useful in this
form, so they must be rolled into a final product.
Rolling
The bloom is passed through grooved rollers and flat bars were produced. These
bars of wrought iron were of poor quality, called muck bars or puddle bars. To
improve the quality of wrought iron, these bars were cut up, piled and tied together
by wires, a process known as faggoting or piling. They were then reheated and
rolled again in merchant rolls. This process may be repeated several times to get
wrought iron of desired quality. Wrought iron that has been rolled multiple times is
called merchant bar or merchant iron
25.
ADVANTAGES :-
(1) Itwelds better than does steel,
(2) lasts longer when exposed to weather or to water,
(3) It is better to resist shock and vibration (fatigue), in use,
(4) Its fibrous structure arrests fracture, as its breaking is in the
nature of a gradual tearing, which often gives warning of a
dangerous stress, while steel breaks suddenly.
DISADVANTAGES
(1) Its elastic and tensile strength are lower than those of steel,
(2) Its production is more costly.
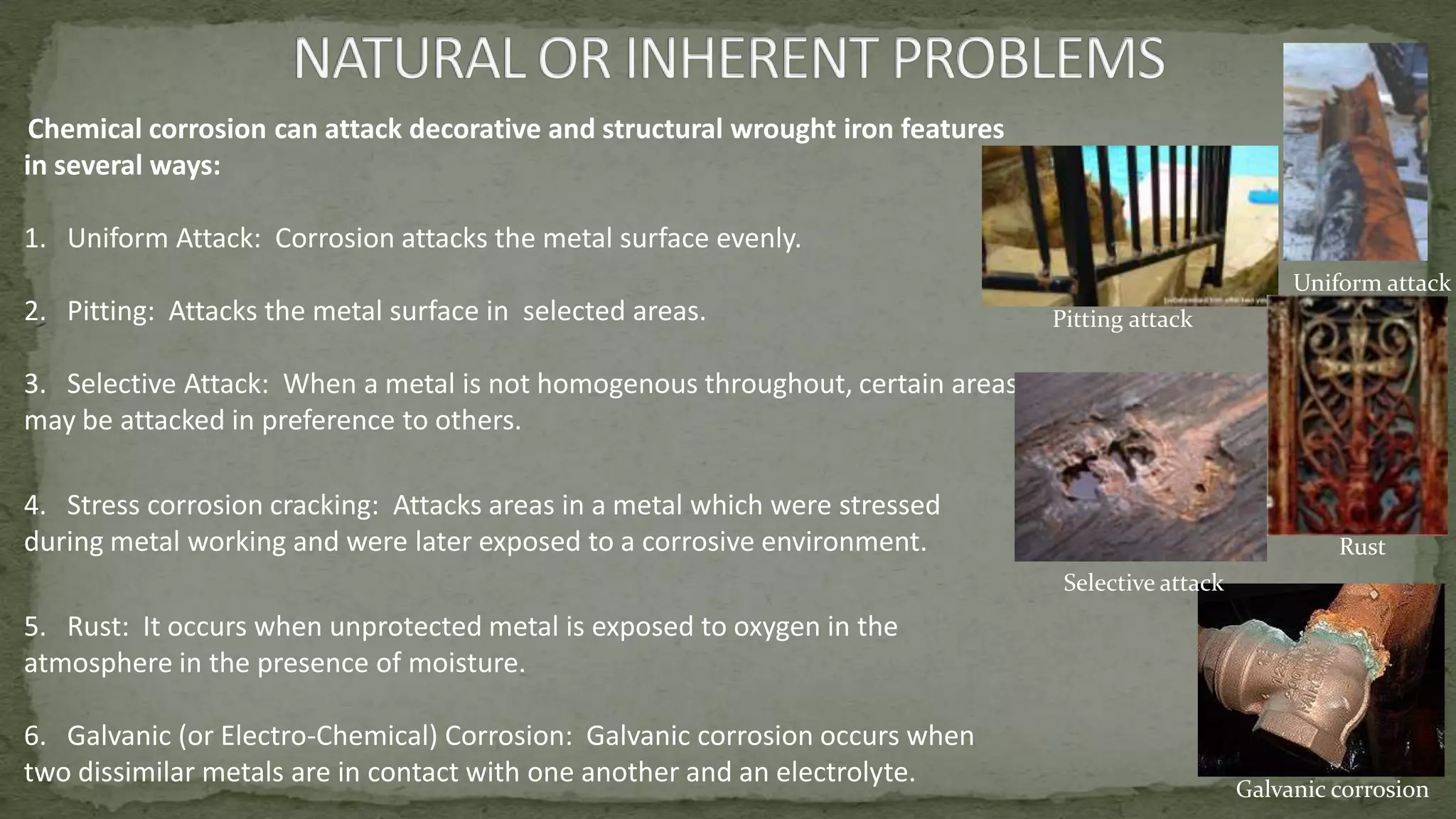
Chemical corrosion canattack decorative and structural wrought iron features
in several ways:
1. Uniform Attack: Corrosion attacks the metal surface evenly.
2. Pitting: Attacks the metal surface in selected areas.
3. Selective Attack: When a metal is not homogenous throughout, certain areas
may be attacked in preference to others.
4. Stress corrosion cracking: Attacks areas in a metal which were stressed
during metal working and were later exposed to a corrosive environment.
5. Rust: It occurs when unprotected metal is exposed to oxygen in the
atmosphere in the presence of moisture.
6. Galvanic (or Electro-Chemical) Corrosion: Galvanic corrosion occurs when
two dissimilar metals are in contact with one another and an electrolyte.
Pitting attack
Rust
Selective attack
Galvanic corrosion
Uniform attack
28.
Mechanical or physicaldeterioration:
1. Fatigue: Failure of metal that has been repeatedly stressed beyond its elastic limit.
a. Wrought iron is generally fatigue resistant because it is so tough. It will deform considerably,
within its elastic limit, without failure.
b. Even if past overloading has caused deformation, wrought iron fixings will usually continue
to function.
c. Defects in the wrought iron itself, or stress points can cause a feature to fracture.
2. Heat: Usually in the form of fire, will cause wrought iron features to become plastic, distort, and fail.
3. Distortion: Permanent deformation or failure may occur when a metal is overloaded beyond its yield
point because of increased live or dead loads, thermal stresses, or structural modifications altering a stress
regime
29.
REDSHORT – Itcontains sulfur in excess quantity.
It makes the iron brittle due to formation of iron sulphide.
It has sufficient tenacity when cold, but cracks when bent or finished at a red heat. It
is therefore useless for welding or forging.
COLDSHORT-It contains excessive phosphorus.
It is very brittle when it is cold. It cracks if bent.
It may, however, be worked at high temperature. Historically, coldshort iron was
considered good enough for nails.
PROBLEMS DUE TO ITS CONSTITUENTS
USES OF WROUGHTIRON IN A HOUSE:
WROUGHT IRON FLOOR VENT
FRONT PORCH WHITE WITH IRON RAILS
BALUSTERS
RAILINGS
INTERIOR FURNITURE
KITCHEN HANDLES AND
DOOR KNOBS
WINDOW GRILLS
38.
CASE STUDY
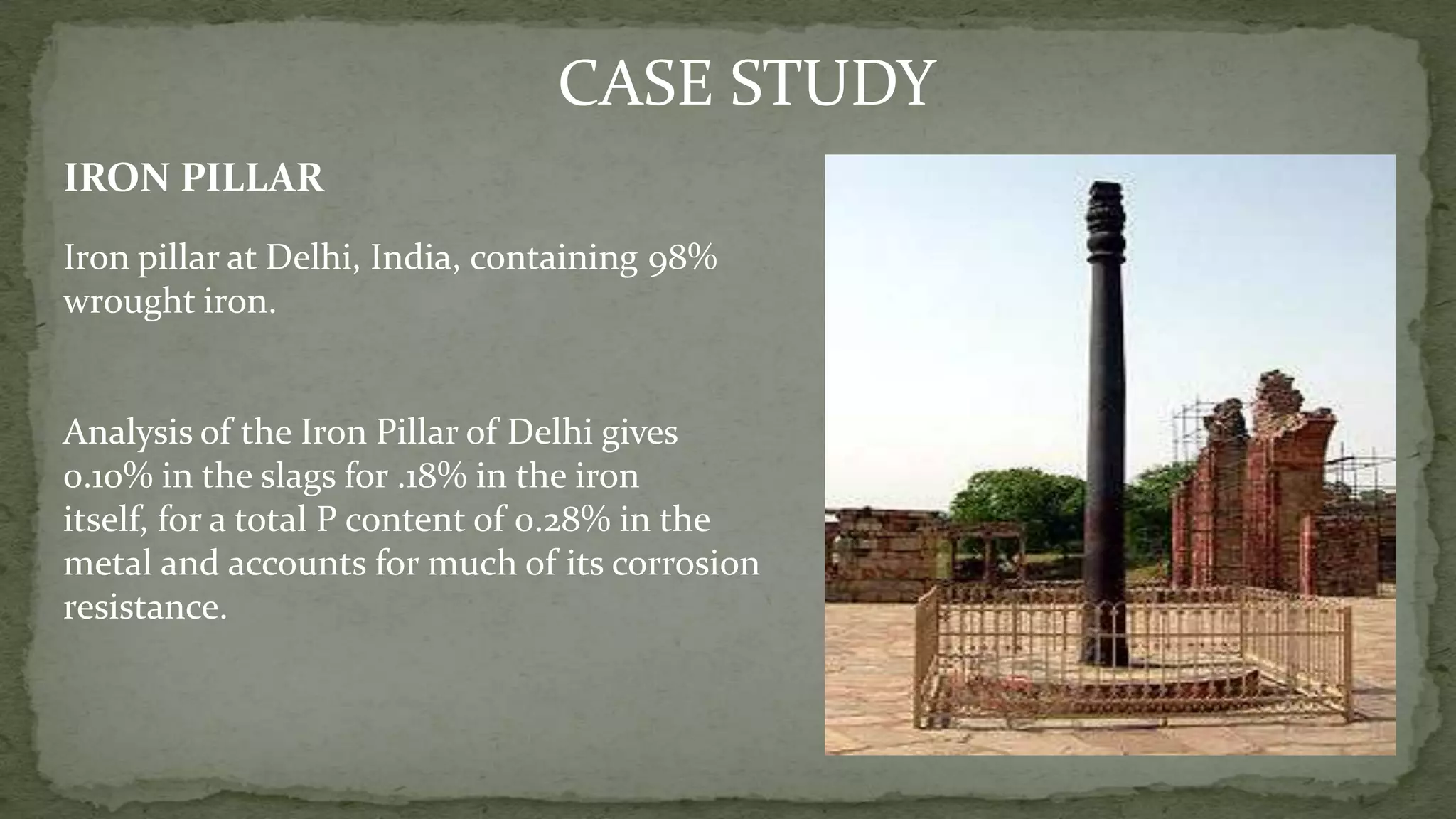
IRON PILLAR
Ironpillar at Delhi, India, containing 98%
wrought iron.
Analysis of the Iron Pillar of Delhi gives
0.10% in the slags for .18% in the iron
itself, for a total P content of 0.28% in the
metal and accounts for much of its corrosion
resistance.
39.
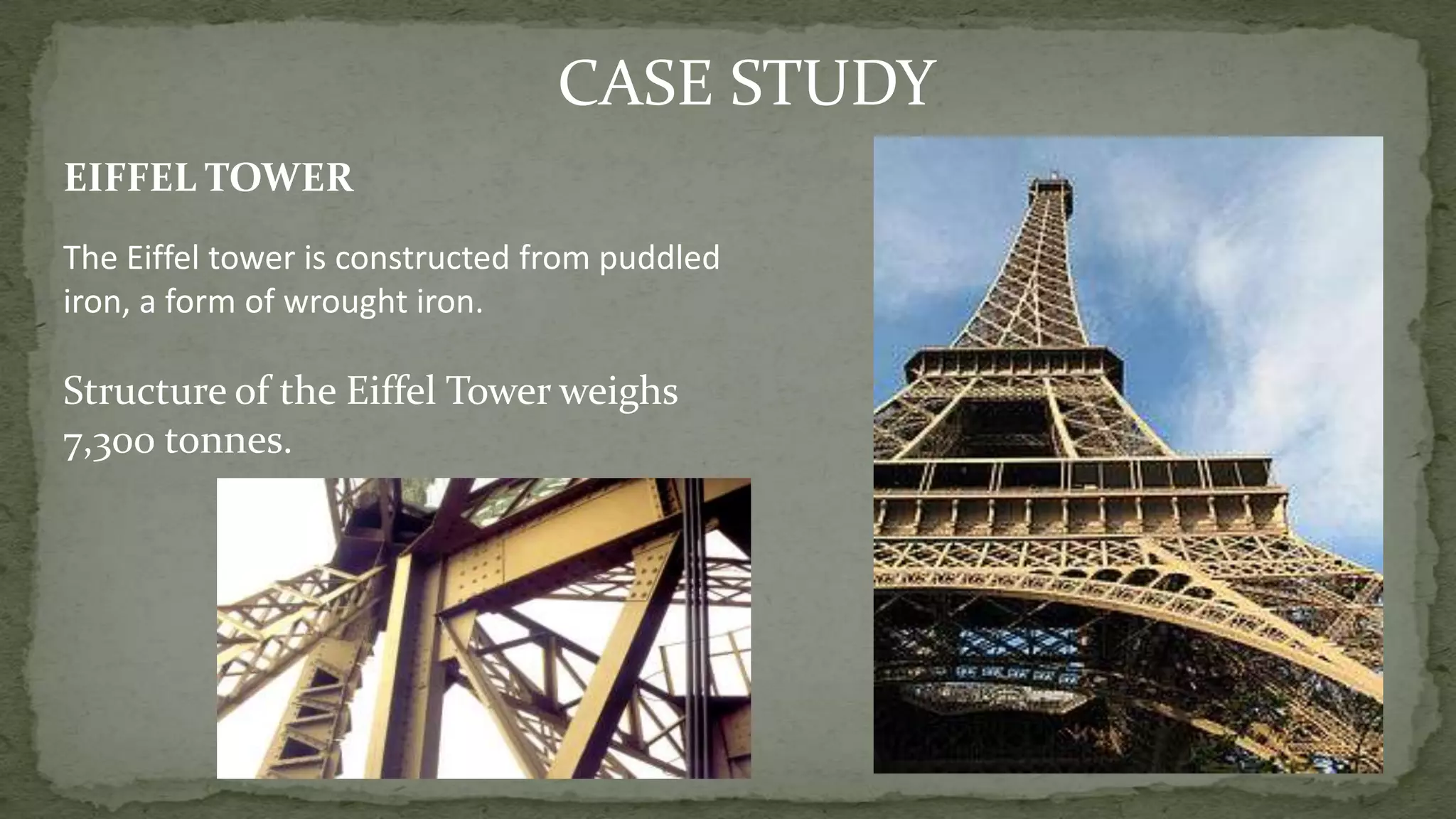
EIFFEL TOWER
CASE STUDY
TheEiffel tower is constructed from puddled
iron, a form of wrought iron.
Structure of the Eiffel Tower weighs
7,300 tonnes.
40.
RATE ANALYSIS
SHOP RATES
1.BABA RAMDEV KI DUKAAN BHOGAL
for shopkeeper for customer
rate of wrought iron in kg 45-50 per kg 60-70 per kg
rate of wrought iron in sq. feet Rs.130 for simple design
Rs.300-350 for typical designs


![Property Value
Ultimate tensile strength [psi (MPa)] 34,000–54,000 (234–372)
Ultimate compression strength [psi (MPa)] 34,000–54,000 (234–372)
Ultimate shear strength [psi (MPa)] 28,000–45,000 (193–310)
Yield point [psi (MPa)] 23,000–32,000 (159–221)
Modulus of elasticity (in tension) [psi (MPa)] 28,000,000 (193,100)
Melting point [°F (°C)] 2,800 (1,540)
Specific gravity
7.6–7.9
7.5–7.8](https://image.slidesharecdn.com/wroughtironfinal-140418105332-phpapp01/75/Wrought-iron-final-11-2048.jpg)