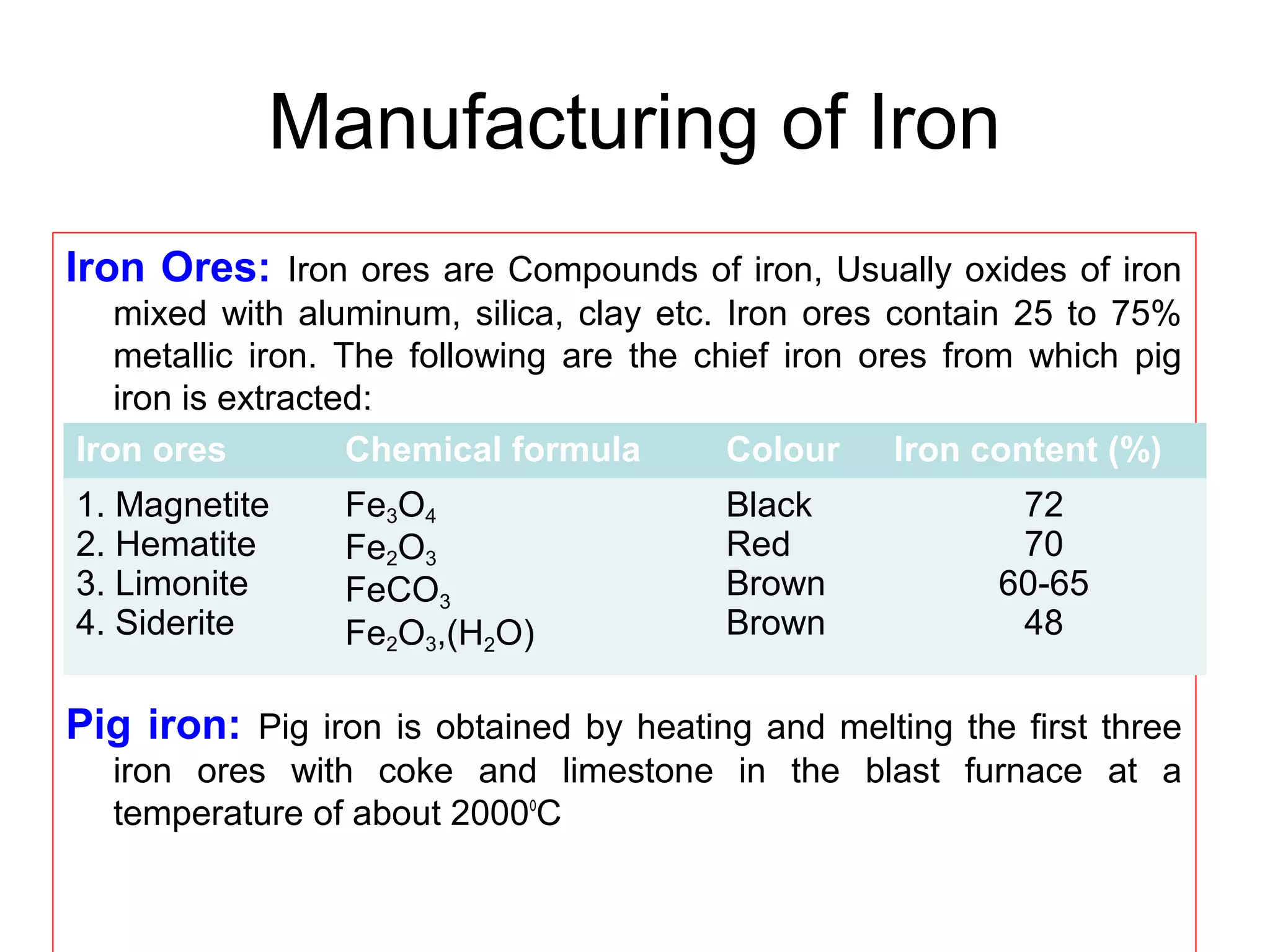
The document discusses iron, steel, and their production processes. It describes how iron is extracted from iron ores in a blast furnace, producing pig iron. Pig iron can be further processed into cast iron or wrought iron. Steel is produced through various processes like basic oxygen furnace or open hearth furnace, involving alloying pig iron with carbon and other elements. The properties and uses of iron, cast iron, wrought iron, and various types of steel are also summarized. Heat treatment processes like normalizing and annealing are discussed to modify the properties of steel.