Downloaded 1,299 times







![Uses:
Traditionally pig iron would be worked into wrought iron in
finery forges, and later puddling furnaces, more recently into steel.
In these processes, pig iron is melted and a strong current of air is
directed over it while it is being stirred or agitated. This causes the
dissolved impurities (such as silicon) to be thoroughly oxidized. An
intermediate product of puddling is known as refined pig iron, finers
metal, or refined iron.[5]
Pig iron can also be used to produce gray iron. This is achieved by
remelting pig iron, often along with substantial quantities of steel and
scrap iron, removing undesirable contaminants, adding alloys, and
adjusting the carbon content. Some pig iron grades are suitable for
producing ductile iron.
These are high purity pig irons and depending on the grade of ductile iron being
produced these pig irons may be low in the elements silicon, manganese, sulfur and
phosphorus. These types of pig irons are useful to dilute all elements in a ductile iron
charge (except carbon) which may be harmful to the ductile iron process.](https://image.slidesharecdn.com/ironmaking2011-120419041122-phpapp01/75/Iron-making-10-2048.jpg)

























![Ladle refining (ladle metallurgy, secondary refining)
Ladle refining is post steel making technological operations, performed in the ladle prior
to casting with the purposes of desulfurization, degassing, temperature and chemical
homogenization, deoxidation and others.
Ladle refining may be carried out at atmospheric pressure, at vacuum, may involve
heating, gas purging and stirring.
Sulfur refining (desulfurization) in the ladle metallurgy is performed by addition of fluxes
(CaO, CaF2 and others) into the ladle and stirring the steel together with the slag,
absorbing sulfur.
In the production of high quality steel the operation of vacuum treatment in ladle is
widely used.
Vacuum causes proceeding chemical reaction within the molten steel:
[C] + [O] = {CO}
This reaction results in reduction of the quantity of oxide inclusions.
The bubbles of carbon oxide remove Hydrogen, diffusing into the CO phase.
An example of ladle refining method is Recirculation Degassing (RH) vacuum degasser,
which consists of a vacuum vessel with two tubes (snorkels), immersed in the steel.
In one of the tubes argon is injected.
Argon bubbles, moving upwards, cause steel circulation through the vacuum vessel.
Additions of fluxes in the vacuum vessel permits conducting desulfurization treatment by
this method.](https://image.slidesharecdn.com/ironmaking2011-120419041122-phpapp01/75/Iron-making-37-2048.jpg)

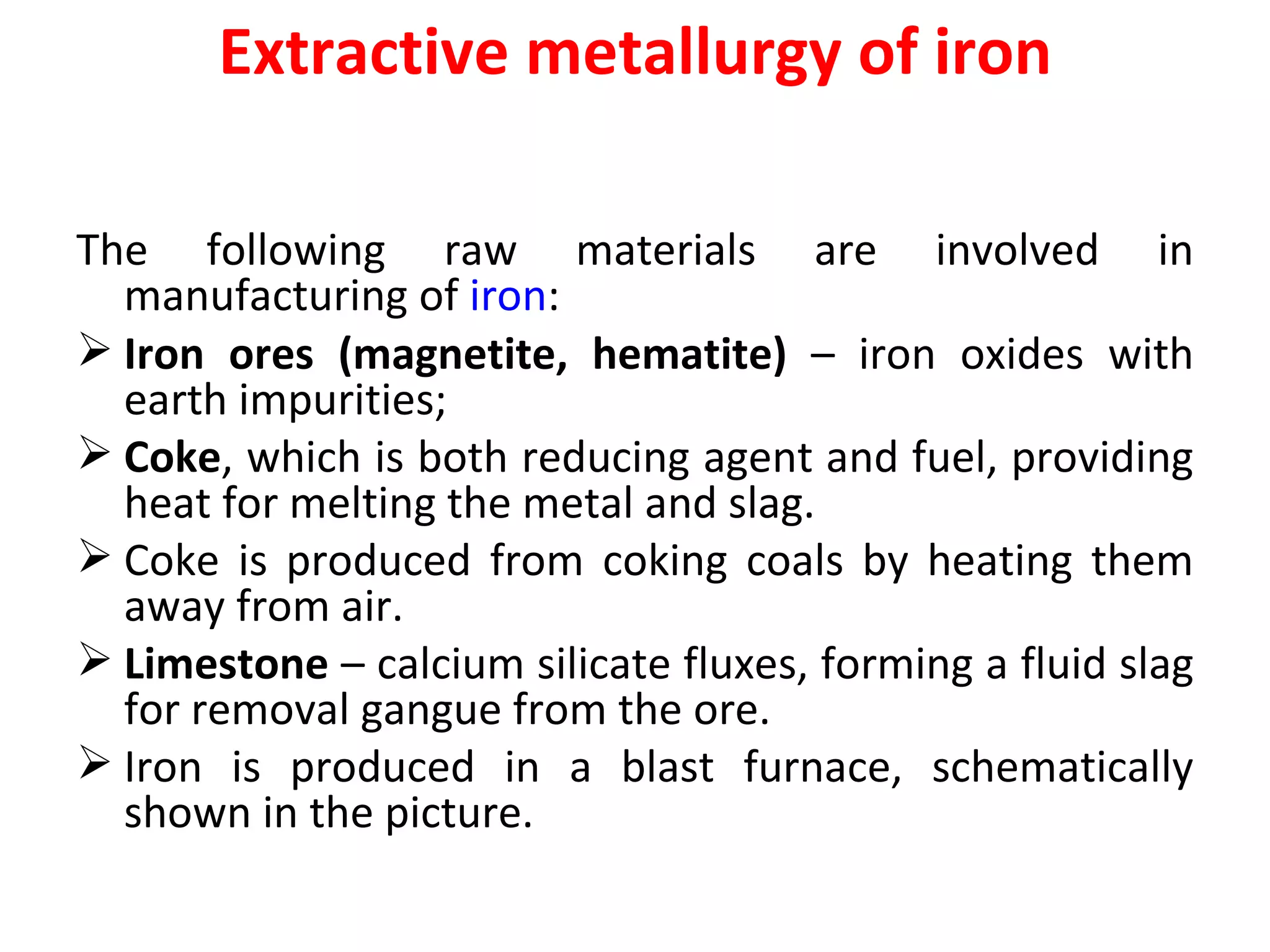
![There are three principal deoxidation methods:
Deoxidation by metallic deoxidizers
Deoxidation by vacuum
Diffusion deoxidation.
Deoxidation by metallic deoxidizers
This is the most popular deoxidation method. It uses elements forming strong and
stable oxides. Manganese (Mn), silicone (Si), aluminum (Al), cerium (Ce), calcium
(Ca) are commonly used as deoxidizers.
Deoxidation by an element (D) may be presented by the reaction:
Equilibrium
constant at
Deoxidizer Reaction A B 1873 °K
(2912°F,
1600°C)
[Mn] + [O] =
Manganese 12440 5.33 1.318
(MnO)
[Si] + 2[O] =
Silicone 30000 11.5 4.518
(SiO2)
2[Al] + 3[O] =
Aluminum 62780 20.5 13.018
(Al2O3)](https://image.slidesharecdn.com/ironmaking2011-120419041122-phpapp01/75/Iron-making-39-2048.jpg)


















The document discusses various topics related to iron making and steel production, including: 1. It defines metallurgy and divides it into extractive metallurgy, physical metallurgy, and other subfields. Extractive metallurgy involves separating and concentrating raw materials. 2. It describes the production of pig iron using a blast furnace, which involves heating iron ore with coke to produce a molten iron alloy containing 3-4% carbon. 3. It then discusses the various processes for producing steel from pig iron, including the Bessemer process, open hearth furnace, and basic oxygen furnace, which reduce the carbon and impurity levels in pig iron












































































