Downloaded 2,276 times


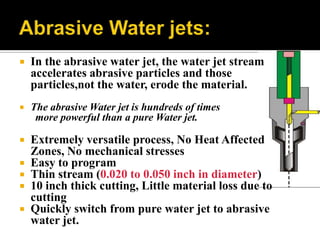

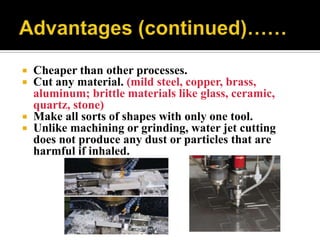
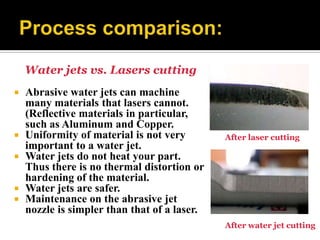
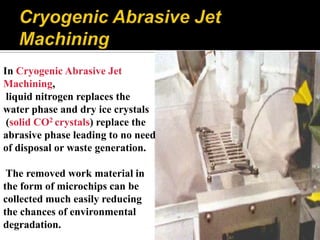





The document discusses abrasive waterjet machining (AWJM). It begins by explaining that AWJM uses a high pressure water jet mixed with abrasive particles to cut materials. It then discusses the history and development of AWJM, the types of water jets (pure water jet and abrasive water jet), how AWJM works, its applications in cutting a wide variety of materials, advantages like lack of heat affected zones and ability to cut complex shapes, and comparisons to other machining methods. The document provides examples of materials cut with AWJM and concludes by discussing trends in using more environmentally friendly methods like cryogenic abrasive jet machining.























































































