Downloaded 1,125 times


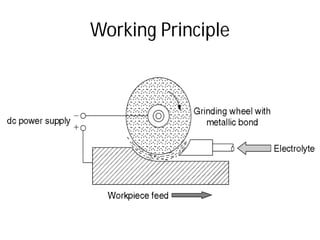
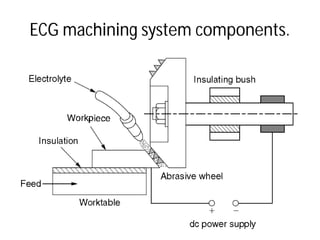

Electrochemical grinding (ECG) is a process where a rotating grinding wheel acts as a cathode and the workpiece is the anode. An electrolyte like NaNO3 is used and a voltage is applied, causing material to be removed from the workpiece electrochemically with some additional removal by abrasion from diamond or aluminum oxide particles on the wheel. ECG can machine difficult materials, achieve close tolerances on thin parts without distortion, and offers advantages over conventional grinding like higher removal rates and elimination of burrs. However, it also has higher costs and is limited to electrically conductive materials.



































































