Downloaded 307 times

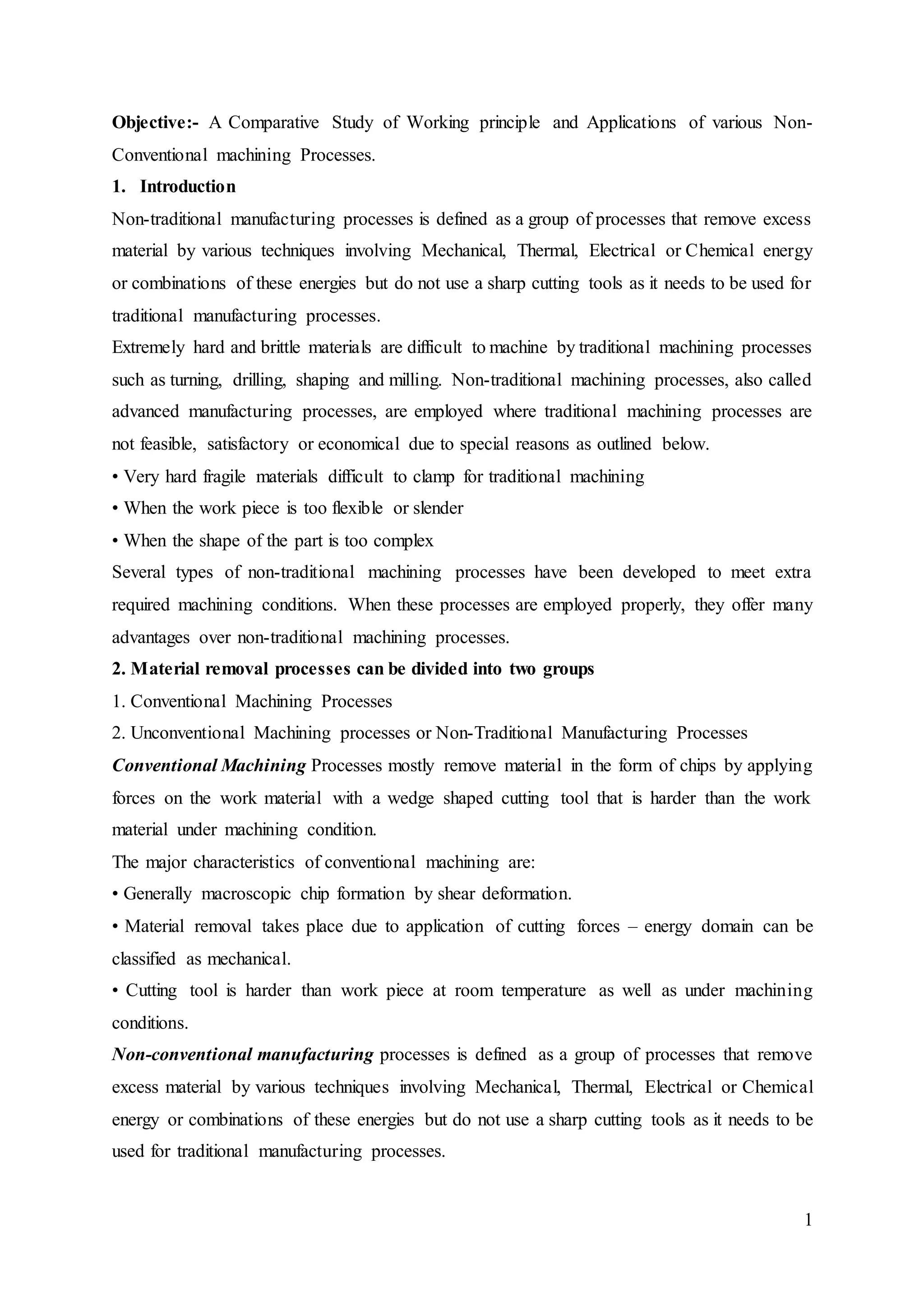

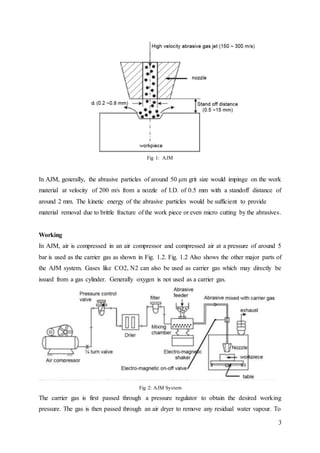


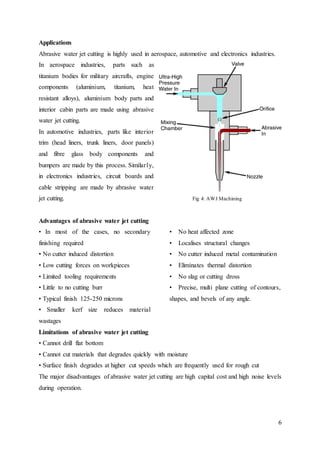

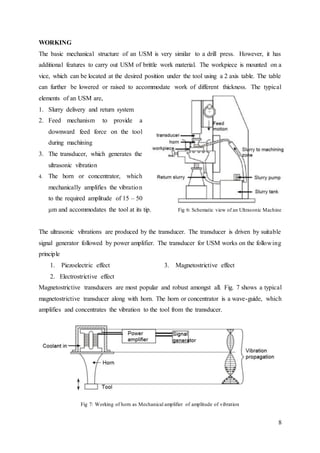














The document provides information on various non-conventional machining processes. It begins by defining non-traditional manufacturing processes as those that remove material using mechanical, thermal, electrical, or chemical energy without sharp cutting tools. Extremely hard materials are difficult to machine with traditional processes. The document then discusses several non-traditional processes in detail, including abrasive jet machining (AJM), ultrasonic machining (USM), electrical discharge machining (EDM), and their working principles and applications.



















































![Abrasive_Jet_Machine[1] .pdf](https://cdn.slidesharecdn.com/ss_thumbnails/abrasivejetmachine1-230106143105-297b109a-thumbnail.jpg?width=640&height=640&fit=bounds)












































