Downloaded 12 times


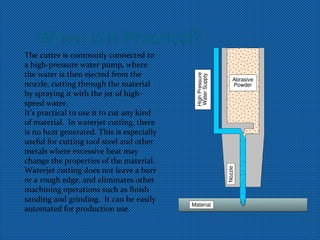
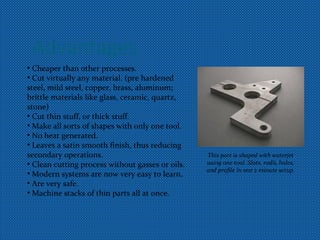
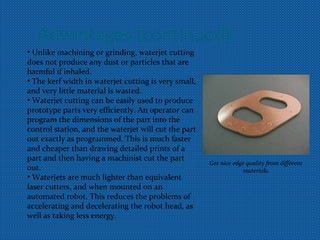
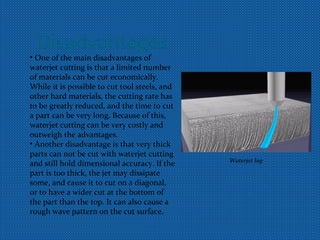
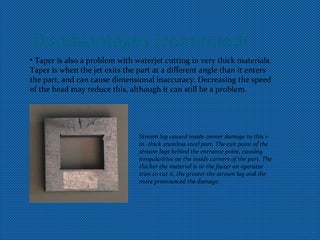



Waterjet cutting is a versatile and rapidly growing machining process that utilizes high-pressure water jets to cut various materials without generating heat or producing harmful dust. The technology has advantages, such as the ability to cut a wide range of materials and achieving smooth finishes, making it suitable for applications in both traditional machining and food industries. Despite its benefits, waterjet cutting has limitations, including higher costs for certain materials, difficulty with very thick parts, and potential taper issues.


















































































