Downloaded 15 times

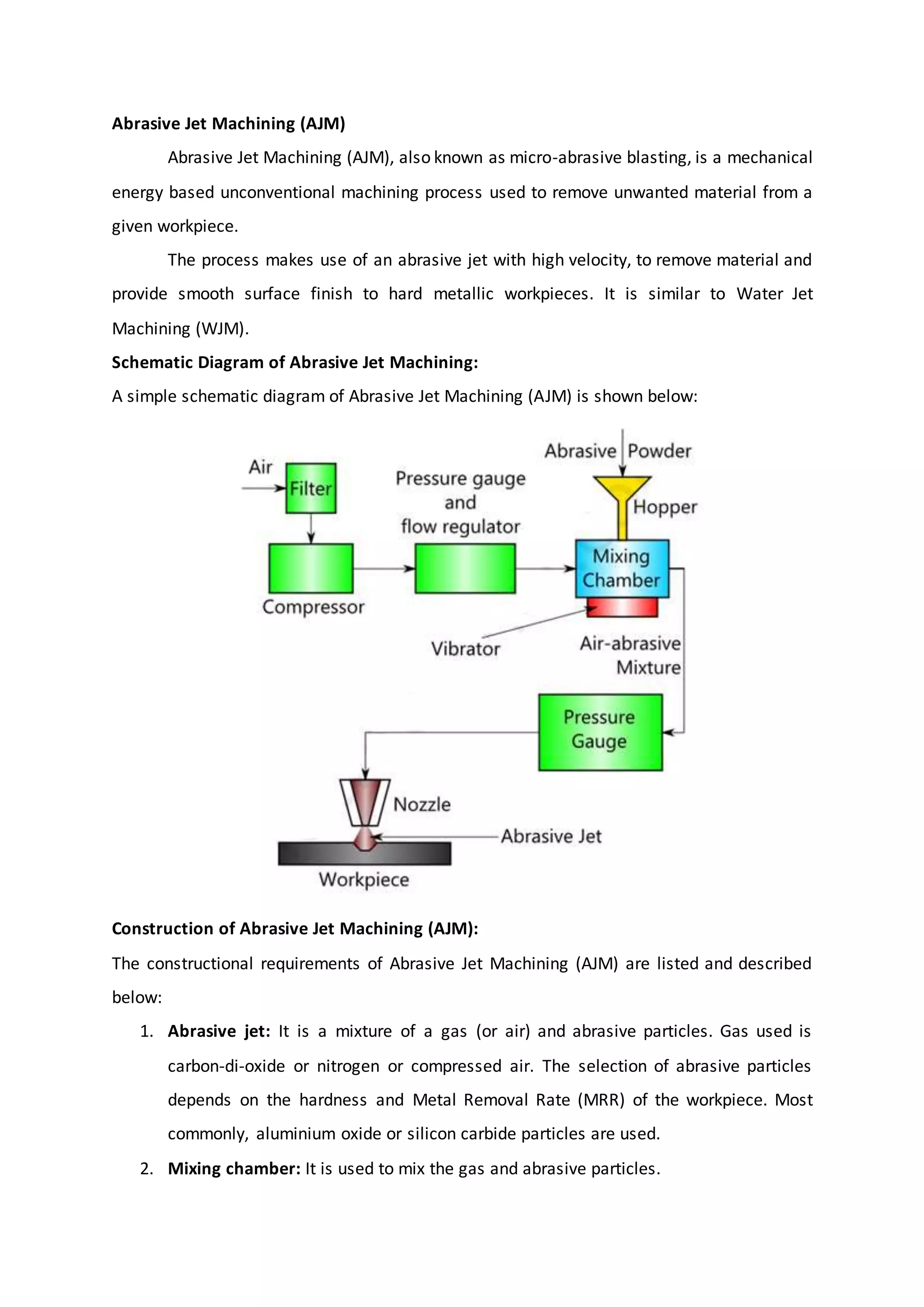







Abrasive jet machining (AJM) is a mechanical energy based unconventional machining process that uses a high velocity abrasive jet to remove material from hard metallic workpieces. It works by mixing compressed gas with abrasive particles in a mixing chamber and forcing the abrasive jet through a nozzle onto the workpiece. Key components include an abrasive jet, mixing chamber, compressor, nozzle, and various pressure and flow controls. AJM can be used to drill, bore, finish surfaces, cut, clean, deburr, etch, trim, and mill hard materials. Water jet machining (WJM) is a similar non-traditional machining process that uses high pressure water instead of an