Downloaded 184 times


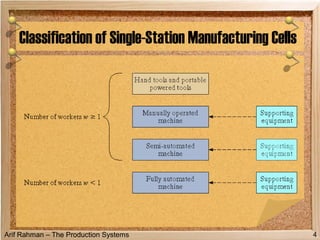






















































This document discusses single station manufacturing cells. It defines a single station as an operation that is independent of other stations and performs processing or assembly. Single stations can be designed for single model, batch, or mixed model production. The document then discusses types of single stations including manned cells with manual machines, semi-automatic machines, or hand tools, and automated cells with fully automated machines. It provides examples of applications and discusses factors like parts storage capacity and unattended operation time. Finally, it addresses analyzing single station cells to determine needed workstations or optimal machine clusters.