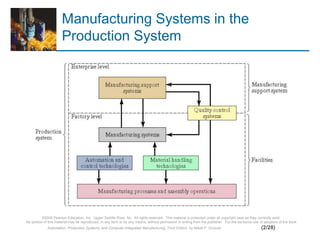
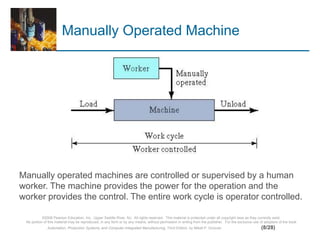
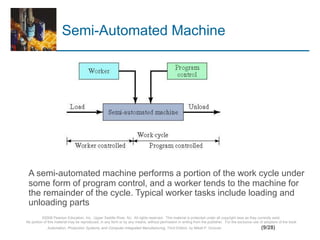
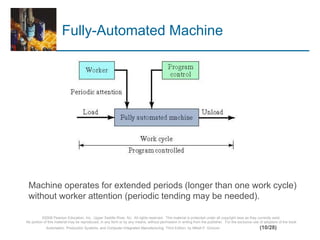
This document contains excerpts from a textbook on manufacturing systems. It discusses various types of manufacturing systems including single-station cells, manual assembly lines, automated production lines, and flexible manufacturing systems. It provides definitions and examples of key components of manufacturing systems such as production machines, material handling systems, computer control systems, and classifications of systems based on operations, number of workstations, automation level, and product variety.