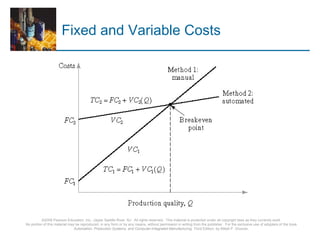
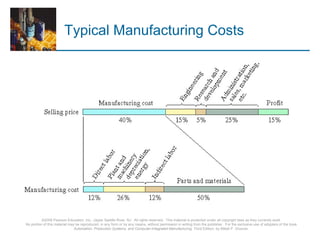
This document contains lecture materials on manufacturing models and metrics from the book Automation, Production Systems, and Computer-Integrated Manufacturing. It defines key terms like production rate, capacity, utilization, availability, lead time, and work-in-progress. It also explains how to calculate these metrics and distinguishes between fixed and variable manufacturing costs.