Downloaded 50 times




![Prodotti Finiti Stab. Emilia
Criticità
Copertura in mesi
1 2 3 1 2 3
A 1,8 5,8 250,6 2,2 A A1 A2 A3 Tot A Giacenza:
B 0,4 2,1 31,6 2,3 B B1 B2 B3 Tot B
C 0,0 0,1 1,5 0,3 C C1 C2 C3 Tot C Consumo:
1,4 1,5 6,9 1,7 Tot 1 Tot 2 Tot 3 Totale
Numero Articoli Giacenza [ML] Fabbisogno [ML]
1 2 3 1 2 3 1 2 3
A 459 216 157 832 A 7.004 1.024 853 8.881 A 3.810 176 3 3.989
B 170 876 1.269 2.315 B 243 978 1.148 2.369 B 559 457 36 1.053
C 286 1.817 12.249 14.352 C 12 99 481 592 C 1.007 802 319 2.128
915 2.909 13.675 17.499 7.258 2.101 2.482 11.842 5.376 1.435 359 7.170
1 2 3 1 2 3 1 2 3
A 3% 1% 1% 5% A 59% 9% 7% 75% A 53% 2% 0% 56%
B 1% 5% 7% 13% B 2% 8% 10% 20% B 8% 6% 1% 15%
C 2% 10% 70% 82% C 0% 1% 4% 5% C 14% 11% 4% 30%
5% 17% 78% 100% 61% 18% 21% 100% 75% 20% 5% 100%
30-set-01
(Budget 2001)/12
Fabbisogno
Giacenza
5](https://image.slidesharecdn.com/scmcasestudy-140311042226-phpapp01/85/La-gestione-integrata-della-Supply-Chain-come-allineare-i-processi-strategici-e-operativi-per-massimizzare-i-profitti-5-320.jpg)













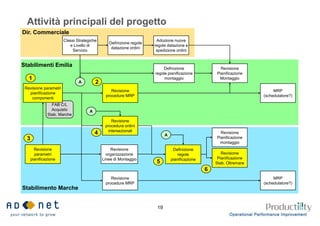
















Il documento descrive un progetto volto alla gestione integrata della supply chain, finalizzato alla riduzione delle giacenze totali, al miglioramento del livello di servizio e alla diminuzione dei tempi di attraversamento. Vengono analizzati i rilievi pre-progetto e individuate aree di intervento, come miglioramenti nella logistica commerciale e programmazione della produzione. Il nuovo modello proposto mira a ottimizzare i processi produttivi e a garantire una risposta più efficace alla domanda di mercato.





















































































