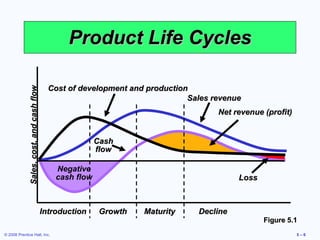
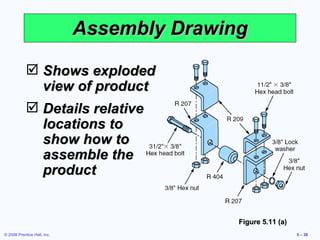
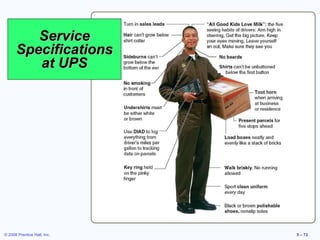
The document discusses key concepts in operations management related to product and service design. It defines the product life cycle and describes how organizations develop new products and services to meet customer needs. It also explains how organizations define products through documents like engineering drawings, bills of materials, and work orders to support production.














































![Gcse Folder Presentation (C Cox V1)[1]](https://cdn.slidesharecdn.com/ss_thumbnails/gcsefolderpresentationccoxv11-090910053927-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)





















































