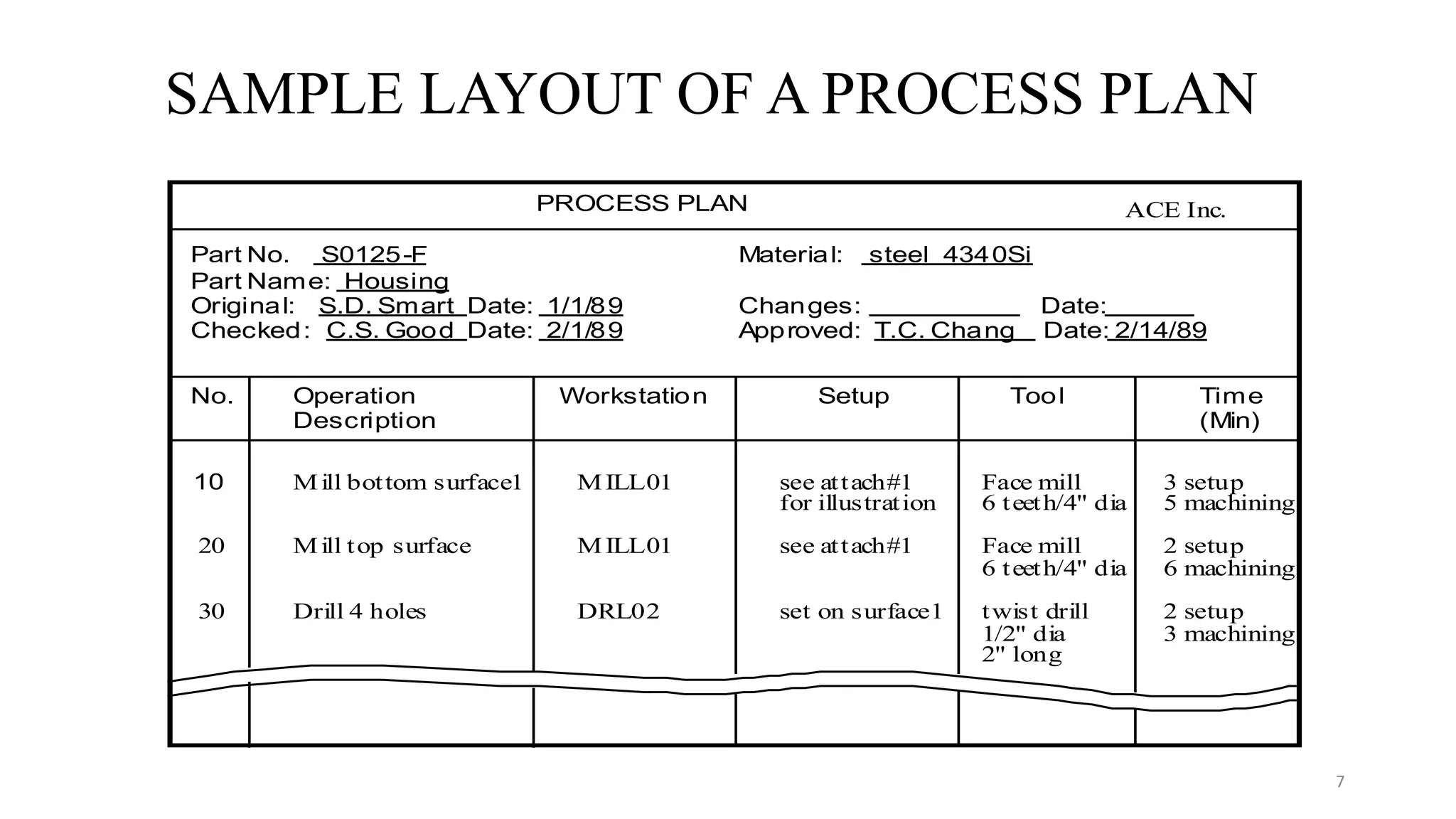
The document discusses process planning which involves preparing work instructions to produce a part from an initial form to a final predetermined form. Process planning determines the machining processes, parameters, machines, and sequence of operations. It considers one-off and mass production parts. Process planning involves geometric reasoning, process and tool selection, setup planning, and generating cutter paths. A sample process plan layout includes the part number, name, operations, descriptions, workstations, setup details, tools, and times. The planning process involves studying the part shape and drawing, selecting machines, operations, tools, fixtures, and cutting parameters to generate the final plan.