Downloaded 3,392 times


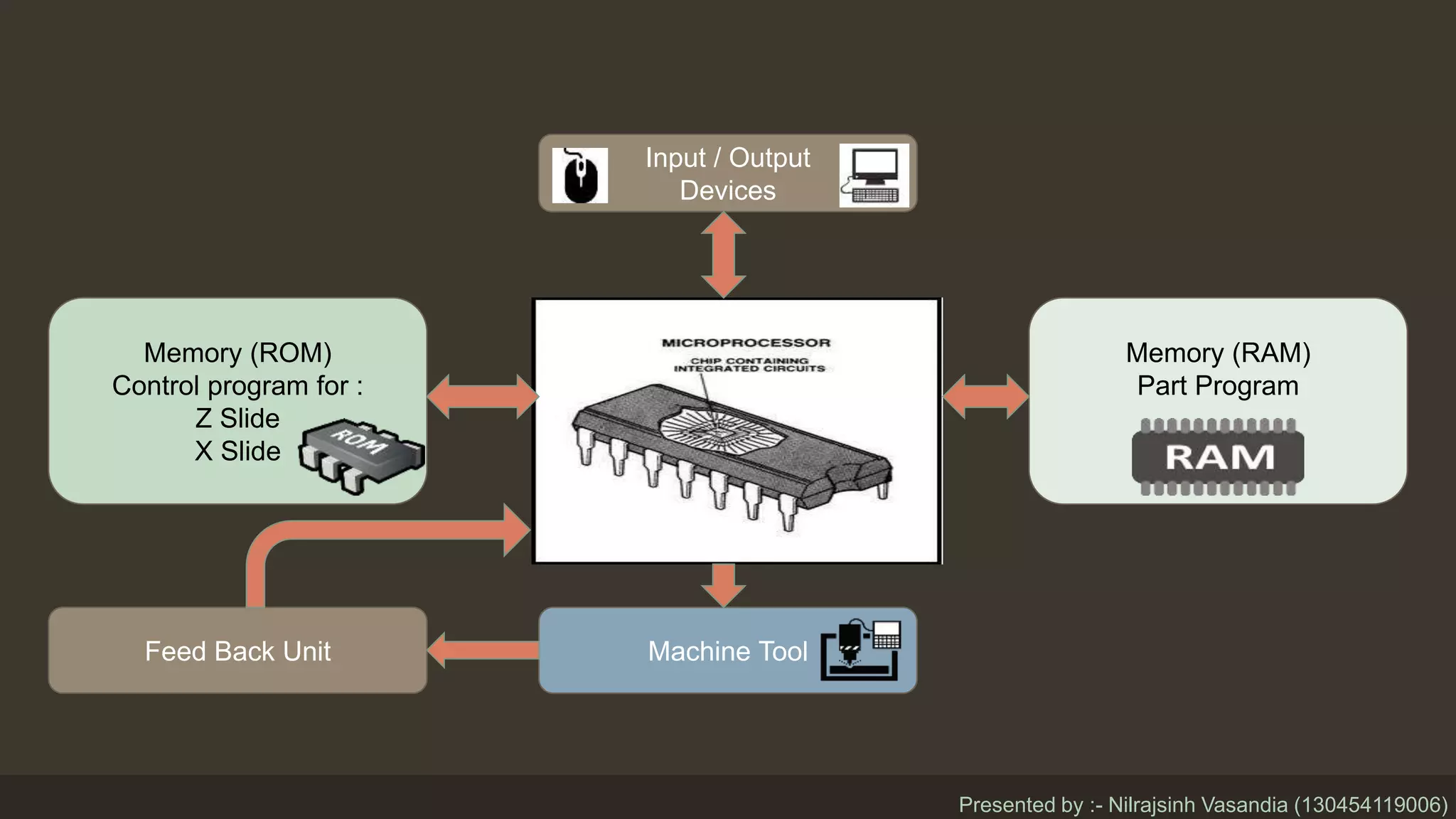

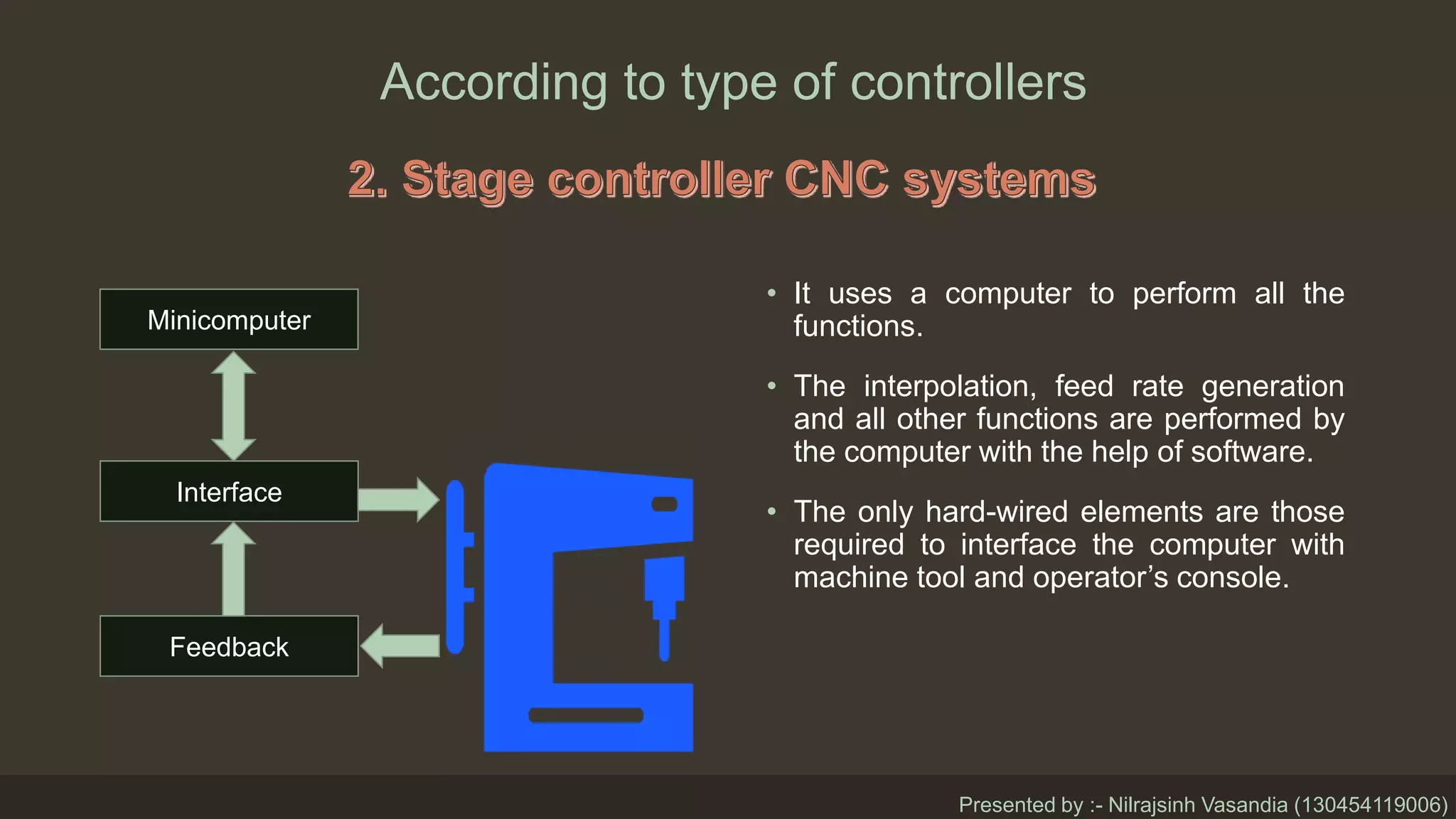


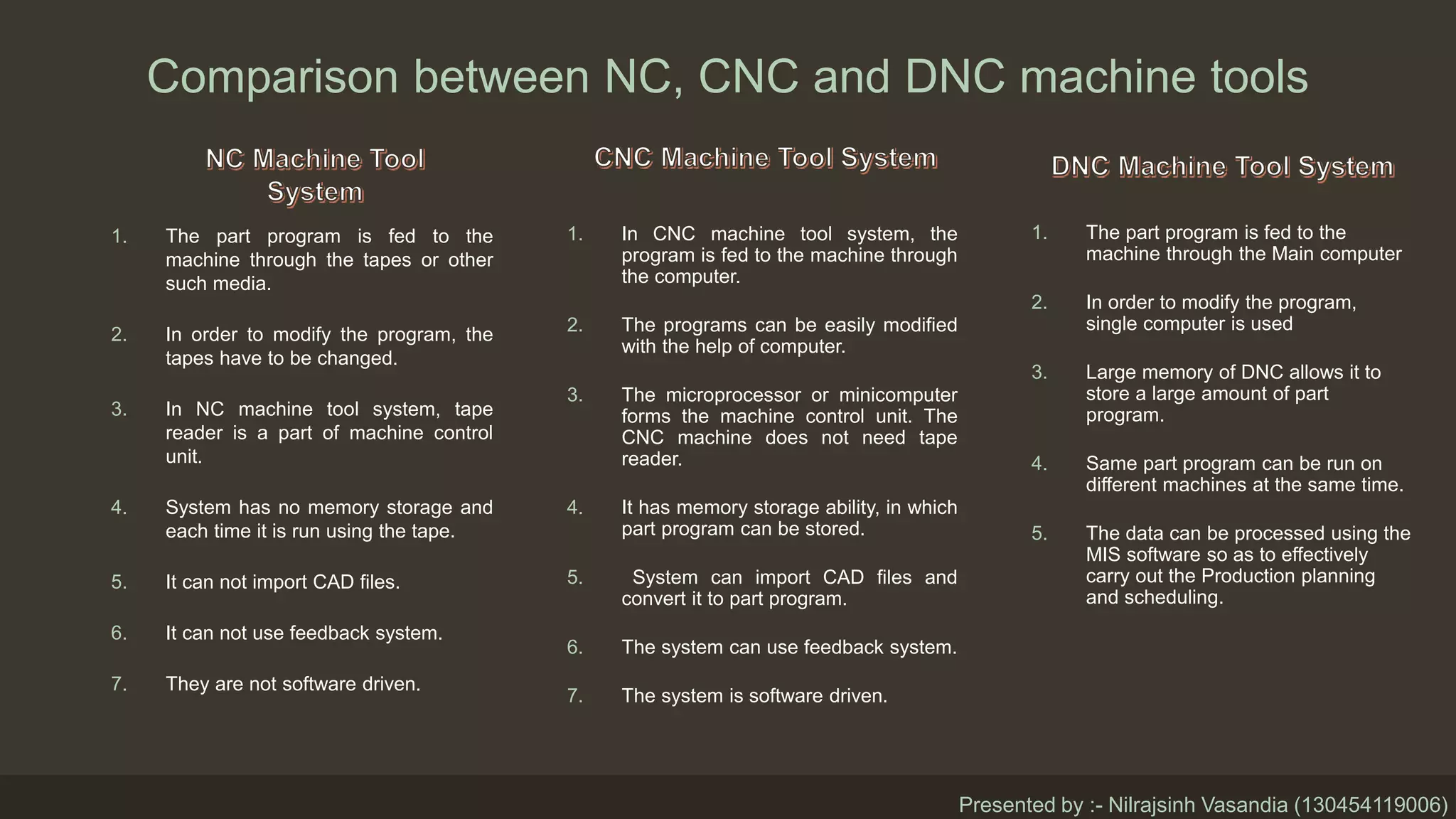

This document summarizes a presentation given by Nilrajsinh Vasandia on introduction to NC, CNC, and DNC machine tools. The presentation included definitions and components of NC, CNC, and DNC systems. It discussed the differences between NC, CNC, and DNC, covering topics like part program input/storage, program modification, the inclusion of feedback systems, and ability to import CAD files. Motion control systems and programming methods for NC and CNC machines were also outlined.