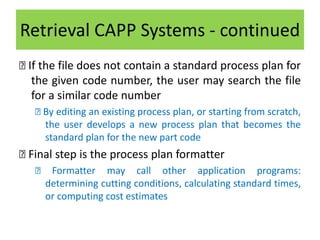
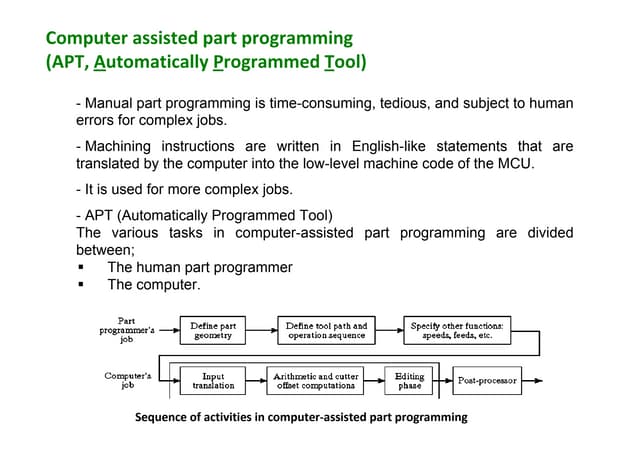
This document discusses process planning and computer-aided process planning (CAPP). Process planning determines the manufacturing processes and sequence to produce a part. Traditionally, manufacturing engineers develop process plans based on their expertise. CAPP systems automate this using either retrieval systems that store standard plans or generative systems that create plans without predefined templates. Both approaches aim to standardize and increase the efficiency of process planning.