Paul Ahern - Copper/ low-K Interconnect Technology
•
1 like•2,663 views

This document reviews the development of interconnect technology in integrated circuits from aluminum to copper and low-k dielectrics. It discusses how copper replaced aluminum as the interconnect material due to its higher conductivity and electromigration resistance. Copper is patterned using the damascene process where it is deposited into trenches etched into a dielectric. As feature sizes shrank below 180nm, the dielectric constant of the interlayer dielectric (ILD) needed to be reduced to prevent delays, leading to the use of low-k materials like carbon-doped oxides and porous oxides with dielectric constants as low as 2.1.

More Related Content
What's hot
What's hot (20)
Viewers also liked
Viewers also liked (20)
Similar to Paul Ahern - Copper/ low-K Interconnect Technology
Similar to Paul Ahern - Copper/ low-K Interconnect Technology (20)
Recently uploaded
Recently uploaded (20)
Paul Ahern - Copper/ low-K Interconnect Technology
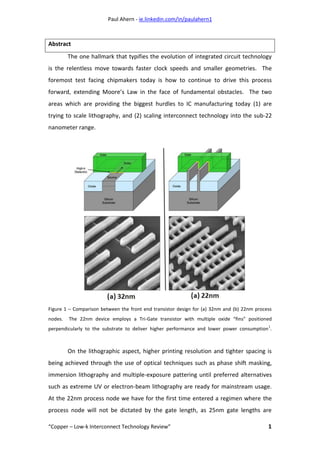
- 1. Paul Ahern - ie.linkedin.com/in/paulahern1 “Copper – Low-k Interconnect Technology Review” 1 Abstract The one hallmark that typifies the evolution of integrated circuit technology is the relentless move towards faster clock speeds and smaller geometries. The foremost test facing chipmakers today is how to continue to drive this process forward, extending Moore’s Law in the face of fundamental obstacles. The two areas which are providing the biggest hurdles to IC manufacturing today (1) are trying to scale lithography, and (2) scaling interconnect technology into the sub-22 nanometer range. Figure 1 – Comparison between the front end transistor design for (a) 32nm and (b) 22nm process nodes. The 22nm device employs a Tri-Gate transistor with multiple oxide “fins” positioned perpendicularly to the substrate to deliver higher performance and lower power consumption 1 . On the lithographic aspect, higher printing resolution and tighter spacing is being achieved through the use of optical techniques such as phase shift masking, immersion lithography and multiple-exposure pattering until preferred alternatives such as extreme UV or electron-beam lithography are ready for mainstream usage. At the 22nm process node we have for the first time entered a regimen where the process node will not be dictated by the gate length, as 25nm gate lengths are
- 2. Paul Ahern - ie.linkedin.com/in/paulahern1 “Copper – Low-k Interconnect Technology Review” 2 typical, and also where the historic 2D planar design of transistor has been replaced by a 3D “Tri-gate” design by companies such as Intel2 and AMD – with close to 3 billion transistors present on Intel’s Ivy bridge family of CPUs (see figure 1). Meanwhile, on the interconnect side, the challenge is to adequately route the signal into and out of the transistors in the device front-end while keeping pace with increases in speed and packing density and also sidestepping the problems of latency due to Resistive-Capacitive (RC) delay. This review paper will focus on the development of interconnect technology, from the SiO2 / aluminium system into the low-k/copper process node, and detail the path forward for ever-shrinking process geometries which are fabricated for the first time in all three dimensions. From Aluminium to Copper Aluminium has served the semiconductor industry well as a back-end metallisation medium. Robert Noyce, then of Fairchild Semiconductor but later to be a co-founder of Intel, filed his patent describing the “Semiconductor Device & Lead Structure3 ” approach in 1957. Noyce was the first to conceive using deposited aluminium metal lines to connect transistors, diodes and other devices on the surface of a monolithic piece of silicon, and aluminium remained the metallisation of choice up until the 0.18µm process node. Aluminium can be deposited by Physical Vapour Deposition (PVD) or Chemical Vapour Deposition (CVD) methods, giving a layer with sufficiently low resistivity and good adherence to SiO2. Later, copper was added as an alloying material in concentrations of up to 0.5 atomic percent, in order to improve the electromigration lifetime of the conductor through the mechanisms of reduced electron mobility and pinning defects at the grain boundaries4 .
- 3. Paul Ahern - ie.linkedin.com/in/paulahern1 “Copper – Low-k Interconnect Technology Review” 3 Figure 2 – (Left) SEM isometric view and (right) cross-section view of a 10 level copper metallised integrated circuit 5 . The 1994 edition of the pan-industry “National Technology Roadmap for Semiconductors” (NTRS) was the first to focus on the upcoming need for new back- end conductor materials and low-k dielectrics to satisfy the anticipated device scaling and power requirements6 . As aluminium began to run out of steam, copper was seen as its natural successor as an interconnect material due to its good combination of material properties: high conductivity, low resistivity, ease of deposition using the existing process methods, and having high electromigration resistance. There are also some inherent problems with copper such as its tendency to corrode due to the absence of a self-passivating layer like that formed by aluminium, and its questionable adhesion characteristics. In addition, new processing steps that would be required to accommodate its inclusion in the fabrication process such as damascene processing, electrochemical plating and chemical mechanical polishing (CMP). Also, due to coppers tendency to diffuse into SiO2, cobalt or tungsten (and its silicides) must be used instead of copper as the initial contact via layer where the first metal layer connects into the transistor gate.
- 4. Paul Ahern - ie.linkedin.com/in/paulahern1 “Copper – Low-k Interconnect Technology Review” 4 Copper Patterning & the “Damascene” Methodology One process change necessitated by the inclusion of copper as a back end metallic is that dry etch processes, long utilised for aluminium, must be redesigned. These subtractive etch chemistries are no longer viable with copper as the necessary etch chemistries required cannot be generated within the acceptable thermal budget of the fabrication process. Chemical Mechanical Polishing (CMP) is instead used to planarise the surface of the wafer after copper has been laid down on the surface. The term “damascening” has its roots in antiquity as a method for inlaying patterned metals, typically gold or silver, into an object for purely aesthetic reasons. In the world of integrated circuits, damascene is the process where copper layers are patterned into an insulative substrate – dual damascene being where the vias and the metal lines are deposited in one combined process step. A dual damascene methodology has several advantages, such as its lower cost, lower via resistances (due to the monolithic nature of the via-metal line stack), and faster processing time with less process steps to monitor. Disadvantages are mainly due to the complexity of controlling such a convoluted process and limitations on the aspect ratios that can be filled by a one-step electroplating route7 . Figure 3 – A diagrammatical representation of a standard “Via-First” dual-damascene process 8 .
- 5. Paul Ahern - ie.linkedin.com/in/paulahern1 “Copper – Low-k Interconnect Technology Review” 5 As shown in figure (3) previously, the via-first process starts at (a) with the deposition of an interlayer dielectric (ILD). A photoresist layer is applied and patterned in step (b) and the via structures are etched in step (c). After the resist has been “ashed” or cleaned in step (d), another layer of resist is applied (e) which patterns the locations for the metal lines. The lines are etched in step (f), with the dark blue layer in the diagram representing a previously deposited embedded etch stop layer which is usually composed of silicon nitride, the resist removed in step (g). A barrier layer is applied in step (h) whose purpose is to promote adhesion of the subsequent copper seed layer to the underlying ILD material and also to act as a shunt layer to prevent electromigration. In step (i), copper fills the via/line trench from the bottom up by a process of electroplating with additives, and in step (j) the overhanging copper which is in excess from the electroplating process is planarised back by a process of chemical mechanical polishing (CMP). Deviations from Via-First Dual Damascene Processing Variations on the via-first process are available: trench-first dual damascene processing, as the name implies, flips the process so that the metal lines are patterned first, the exposed resist layer removed, and then the remaining resist layer is used to pattern the vias. The main disadvantage of this method is that via lithography must be done on a resist surface which has already been cleaned and can be quite rough. This results in slightly lower achievable minimum via sizes than in the via-first scheme, meaning that below the 0.25µm process node the benefits of a trench-first process are negligible9 . Meanwhile, self-aligned (or “buried”) dual damascene is an interesting variation which has not as yet found widespread acceptance in the semiconductor manufacturing community. Patented by AMD in 199510 , the process works by patterning the vias in the embedded etch stop layer before the second half of the ILD is laid down with the trench pattern, and then both the via and trench are opened up simultaneously with one etch step. While a perfectly controllable self-aligned process would offer many advantages in terms of process simplification, the disadvantages are that via-trench alignment is absolutely critical and misalignment
- 6. Paul Ahern - ie.linkedin.com/in/paulahern1 “Copper – Low-k Interconnect Technology Review” 6 can give vias which do not have a circular appearance, and also an etch process with very high oxide:nitride selectivity is needed11 . Interlayer Dielectrics Overview The interlayer dielectric or “ILD” layer is used to insulate conductive metal layers from one another to prevent shorting of the semiconductor device. As the feature size of integrated circuits decreases into the nanometre range, the limiting factor of integrated circuitry shifts from the traditional front-end attributes of gate length and gate thickness, to back-end properties such as the conductivity of the metal lines and interconnect layers, the parasitic capacitance and resistance of the ILD materials, and the compatibility and mechanical properties of these new materials. As such, low-k materials have a large part to play in the semiconductor industries goal of extending Moore’s law for as long as feasibly possible. Electrical Properties Mechanical Properties Thermal Properties Low dielectric constant Low dielectric loss Low leakage current No incorporated charges High reliability Good adhesion Low shrinkage Crack resistant Low film stress Sufficient hardness Thermal stability Low coefficient of expansion Low shrinkage Sufficient heat conductivity Chemical Properties Processing Properties Metallisation Properties Resistant to acids and bases High etch selectivity Low impurity levels No corrosion Low moisture uptake No outgassing Long storage life Environmentally safe Good Patternability Good gap fill properties Good planarisation uniformity Good deposition uniformity Low pinhole rate Low particulate count Low cost of ownership Low metal temperature Compatible with diffusion barriers Low contact resistance Good electromigration performance Low level of stress voiding Absence of hillock formation Figure 4 – An idealised “shopping list” of criteria which a successful ILD material must demonstrate12 .
- 7. Paul Ahern - ie.linkedin.com/in/paulahern1 “Copper – Low-k Interconnect Technology Review” 7 The main reason that dielectric materials have come under the research spotlight is due to their effect on device speed. At a process node size of 0.18µm and above, the ILD layers acted as insulators but also provided important structural support to the metal layers on the wafer. However, below the 180nm process node, the intrinsic electrical and physical properties of the ILD material is much more important13 . RC, or interconnect, delay now exceeds the gate delay of devices, and its influence is even more prominent when the number of layers of metal lines, and consequently the number of ILD layers, is increased. Resistance [R] can be decreased by moving from aluminium to copper metallisation, and capacitance [C] is reduced by the introduction of new ILD materials. Another concern is that, in order to reduce dielectric heating, the capacitance must be further reduced by using materials with a low dielectric constant (k) value – as high temperatures inside an operating device can quickly lead to failure due to electromigration, diffusion of implant regions and dielectric breakdown. Type Interlayer Dielectric (ILD) materials Dielectric Constant (k) Oxide Derivatives SiO2 3.9 SiOF (CVD) 3.5 Carbon doped oxide (CDO) films of Hydrogen Silsesquioxane (HSD) Methylsilsesquioxane (MSQ) 2.9 ~ 2.5 Organic Materials Fluoropolymide (spin-on) 2.8 Benzo-cyclo butene 2.7 Polyethylene 2.4 Polypropylene 2.3 Fluoropolymer 2.24 Parylene-F 2.2 PTFE (spun-on “Teflon”) 2.1 ~ 1.9 Highly Porous Oxides Aerogels & xerogels 2.5 ~ 1.8 Air 1 Figure 5 - Proposed CVD plasma deposited materials for future semiconductor fabrication processes14 , 15 .
- 8. Paul Ahern - ie.linkedin.com/in/paulahern1 “Copper – Low-k Interconnect Technology Review” 8 Low-k Materials: Moving Beyond SiO2 Early contenders as a replacement for SiO2 were fluorine-based organic polymers16 , SiO2-based inorganic oxides 17 and porous materials18 . Low-k dielectric materials require some specific material properties as well as the prerequisite electrical properties - these include the ability of the material to be deposited in a low thermal budget scheme, to fill into narrow, deep metal layer interconnect gaps without void formation, to be uniform in density to facilitation uniform planarisation of the layer during chemical mechanical polishing (CMP) and have a high resistance to moisture absorption from the atmosphere19 by possessing good barrier hermeticity. SiOF or FSG (Fluorinated Silicon Glass) became popular in the semiconductor industry as it offered a rapid, step-wise integration into the standard SiO2 ILD regime, and could be deposited using the standard PECVD or HDP-CVD deposition toolset. The incorporation of Fluorine into amorphous SiO2 films reduces the film dielectric constant and offers a film of high density and high thermal stability, and all this with an appreciable decrease of the dielectric constant of the ILD layer from k 4 for SiO2 to k 3.5 for the plasma-deposited SiOF layers20 . For all these reasons, doped ILD layers quickly became prevalent in any semiconductor design where the patterning size was at or under 130nm where the speed of signal propagation was important, giving a faster switching transistor device with the added benefit of lower power consumption, with the added benefit of reduced “cross-talk” between metal layers. A further advantage was that the incorporation of fluorine into the ILD introduced an etching character to the material during the deposition process. This enhances the “gap-filling” capability of the film and allows metal lines with narrower pitches to be conformally covered with a lesser instance of voiding. This allowed a cost advantage as it resulted in more metal lines in a smaller area on the device being fabricated21 . The first wave of 180nm products that arrived at the end of 1999 contained regular silica or fluorinated silicate glass (FSG) layers, with a range of dielectric constant values between 3.7 and 4.2. The SiOF layers were deposited by various
- 9. Paul Ahern - ie.linkedin.com/in/paulahern1 “Copper – Low-k Interconnect Technology Review” 9 techniques such as PECVD using carbon fluorides, room temperature catalytic CVD and electron cyclic resonance (ECR) plasma CVD. The announcement by IBM that it was to pioneer Copper metallisation in its PowerPC 750 chip product increased doubt in the industry about the readiness and need for low-k ILD layers. The modest decrease in RC delay achieved by using copper only served to postpone the development of the low-k materials by one process generation. Migration to Carbon-Doped Oxides (CDO) With the industry switching to copper metallisation, and 300mm wafer sizes in order to take advantage of economies of scale, an opportunity presented itself to usher in a new type of ILD material. At the time, the front-runner for next generation 130nm process geometries was “SiLK”, a spin-on aromatic polymer manufactured by Dow Chemical containing 60 at% Carbon, 39 at% Hydrogen and 1 at% Oxygen, but no Silicon. SiLK promised an attractive dielectric constant decrease of k 2.7, but was expensive and required many complicated process tweaks to integrate it, including mineral hard mask layers for polishing and adhesion reasons. There were also reliability concerns with SiLK when integrated into a copper metallisation scheme, with poor electromigration performance seen when compared to the traditional Cu/SiO2 based regime. Enter carbon–doped oxide (CDO), which built upon the fluorinated silicon dioxide model and gave a more modest k decrease of 2.8 but crucially could be deposited using well-understood plasma enhanced chemical vapour deposition (PE- CVD) tools. The plasma processing initially left a damaged and strained film on the wafer surface, but post-processing plasma treatments and thermal annealing processes were developed that could be used to reduce these artefacts and give a useable film22 . Effect of Doping on the Dielectric Constant of SiO2 There are many theories as to the influence of doping on the dielectric constant of SiO2. One or more of the following models may responsible for the decrease in k by dopant species incorporation.
- 10. Paul Ahern - ie.linkedin.com/in/paulahern1 “Copper – Low-k Interconnect Technology Review” 10 Film Porosity: A model by Han23 and Aydil states that that incorporation of a dopant species leads to a less dense, more porous film with controlled void formation. Hydroxide Substitution: A model first proposed by Lim24 and co-workers that the dopant displaces relatively more polarisable molecules such as SiOH in the film, thus reducing the dielectric constant. Silicon Oxide Bond Substitution: A model put forward by Shapiro25 and co-workers. The belief is that Si-O bonds within the SiO2 matrix are replaced with Si-F bonds which reduces the total polarisability of the matrix and hence lowers the electronic contribution of the dielectric constant. Also, a further theory by Lim26 and co- workers expands on this model with the idea that incorporation of Si-F or SiOF bonds in the place of Si-O bonds reduces further the ionic character of the matrix and thus the dielectric constant of the total film. For carbon doped oxides, Ding & co-workers27 showed that an increase in the cross-linking in the structure due to increased number of C-O and C-F bonds leads to a lower observed dielectric constant value which varies strongly with the amount of carbon and fluorine in the pre-cursor gases28 . Process Control With Low-k Dielectrics One of the challenges with carbon doped oxides concerns process control, with many laboratory techniques used to control the electrical and mechanical properties of the film. Dynamic Secondary-Ion Mass Spectroscopy (SIMS) is used to monitor the carbon levels within the bulk of the film by depth profiling as well as the crucial surface layers where carbon depletion can be an issue if the wafer is allowed to sit under ambient pressure for too long. This can be remedied by the addition of an adventitious surface layer of fluorocarbons on the carbon doped oxide surface by varying the plasma chemistry to a slightly less oxygen-rich composition29 . Any post- treatment needs to also monitor carefully any shrinkage in the film which could adversely affect downstream lithographic steps in the process.
- 11. Paul Ahern - ie.linkedin.com/in/paulahern1 “Copper – Low-k Interconnect Technology Review” 11 Figure 6 – Some of the common process integration challenges involved in the Copper/low-k system 30 . Moisture content and the rate of water uptake is a critical concern for low-k dielectric films. A revealing study by Cheng et al31 showed that in FSG films (Fluoro- Silicate Glass), the water absorption rate increases with increasing fluorine content. High fluorine concentrations, which should give the lowest dielectric constant value, are thus not utilised due to poor film stability as they absorb atmospheric water. SiOF films with fluorine contents over 5 at% fluorine can expect to lose about 0.5 at% after a week exposed in the cleanroom environment. Moisture absorption and fluorine displacement increases rapidly for films with higher at% F. Similarly, in carbon doped oxide films it was found that plasma post-treatments usually lead to an increase in moisture uptake from the local environment and a subsequent loss in carbon from the material due to substitution, with the expected increase in k value32 . For carbon doped oxides the presence of so-called “caged” SiO bonds in a matrix composed of separate Si-O-Si and Si-O-C bonds has been put forward as being responsible for the properties of the CDO film33 . Deliberately inducing pores into the material allows a further decrease in the k value down to ~2.1.
- 12. Paul Ahern - ie.linkedin.com/in/paulahern1 “Copper – Low-k Interconnect Technology Review” 12 Interaction Between Low-k Dielectrics & Metal Layers / Oxides. From the point of view of process control and integration, one of the most important requirements is that the dopant from the low-k layer remain stationary and not diffuse into other layers. This is difficult with SiOF as Fluorine is one of the most mobile atoms; diffusion of F into metal layers will give rise to a corrosive interaction with parts or all of the metal stack. Work undertaken by Passemard and co-workers34 directly linked the level of Fluorine to the level of corrosion in metal lines fabricated in a Ti/TiN/AlCu/TiN regime. Visual inspection showed that below 3.4 at% Fluorine there was no corrosion, but between 3.4 and 5 at% fluorine corrosion increased in the Ti/TiN layers. Above 5 at% Fluorine the corrosion started to affect the AlCu layer also. In all cases the corrosion begins at the outside edges of the metal lines. In addition to this work, Choi and co-workers reported that the corrosion occurred in the barrier layers (Ti and TiN) but not in the Al layers themselves35 . Labiadh’s studies36 on Copper metal layers and SiOF dielectrics showed that there was no diffusion from the SiOF into the copper layer or vice versa, but that F could be seen in the Ti and TiN barrier layers. Surmounting the Mechanical Adhesion Problem One huge issue with the copper – low-k system is that the reliability and robustness of the processing of such materials is strongly dependent on the mechanical adhesion between layers in the back end of the process. While copper is an improvement over aluminium in terms of its resistance, copper suffers from lower adhesion compared to aluminium. This necessitates an understanding of its behaviour in interaction with other materials it will come into contact with during semiconductor processing37 .
- 13. Paul Ahern - ie.linkedin.com/in/paulahern1 “Copper – Low-k Interconnect Technology Review” 13 Figure 7 – SEM images showing the result of a four-point bending test on a carbon doped oxide – copper IC. Sample (a) displays poor adhesion, sample (b) good adhesion. The crack dimensions can be measured and used to understand the mechanisms for crack initiation & propagation 38 . The mechanical adhesion and the dielectric constant of the film have an inversely proportional relationship. Adhesion can be measured by four-point bend testing to measure the dissipation of surface energy when a crack is propagated along the CDO to copper interface, or it can be calculated from cross-sectional nanoindentation39 of the film coupled with an understanding of its material properties such as the Young’s Modulus. The dielectric constant can be measured by using a standard four point probe, or by a more complicated mercury probe system in which a blob of mercury is used as a temporary metal gate to form a parallel plate capacitor system where conductance and K values can be read, usually in the form of an “in-line” metrology step with the wafer fab. Targeting the K value too low leads to issues with mechanical strength, film adhesion, low uniformity across the wafer and voiding in the ILD film. ILD Materials for 22nm Process Node & Below The relentless march towards smaller feature sizes requires continued materials & process research in order to forestall the much-mooted demise of Moore’s Law. For low-k materials, the ability to continually reduce the intrinsic k value of a monolithic thin film is becoming more and more challenging, and so the easiest route seems to be the introduction of some porous character to existing materials to further decrease RC delay. There are a huge number of potential options being evaluated at present, with everything from porous silicate glass to
- 14. Paul Ahern - ie.linkedin.com/in/paulahern1 “Copper – Low-k Interconnect Technology Review” 14 aerogels being considered and piloted. It appears that the age of spin-on low-k materials may have finally arrived after their shortcomings for carbon-doped oxides, with porous SiLK now again being evaluated. Many materials use some version of a sol-gel process to achieve a spin-on material which is then exposed to a solvent to give an ordered, 3D network by polymerisation and which has an easily-controlled pore size. Of critical importance here is the distribution of pore sizes in the material, as a structure with open pores and a wide variety of pore sizes will have poor mechanical strength rendering it unusable in real-world processing conditions. ATM Incorporated, in conjunction with fab equipment vendor ASM International, have developed and patented40 the ability to produce porous, stable carbon doped oxide films with k values of ~2 through a process of plasma-enhanced CVD using precursors of cyclic siloxane and a pore-forming polymer species with a thermally-cleavable organic group, termed a “porogen”. The porogen is a sacrificial material which is then removed by UV curing to give a resultant film with adequate mechanical strength, well-controlled pore size distribution and a pore fraction of 42% and a mean pore size of 3.3nm41 . IBM, a long-standing leader in the low-k field, has shown details of their solution, dubbed “post porosity plasma protection” or “P4” scheme. The film uses a bridged oxy-carbosilane material which has open pores which are then charged with an organic material prior to patterning and thermally removed at the end of the process step. This solution is readily integrated with existing copper dual-damascene processing and minimises Plasma-Induced Damage (PID) to the film which can be caused by aggressive oxygen etch chemistries to porous materials.
- 15. Paul Ahern - ie.linkedin.com/in/paulahern1 “Copper – Low-k Interconnect Technology Review” 15 Figure 8 – IBM’s “P4” process, which stands for “Post Porosity Plasma Protection”, promises a film with sufficient mechanical strength to withstand CMP. The filler material is then removed afterwards to give open pores 42 . The endgame for low-k materials is ultimately their elimination, replacing them with a porous “air-gap” which will have a k value of ~1 and excellent reliability in terms of enhanced gate leakage current, cross-talk and electromigration performance. A major challenges is how to accurately self-align the air pocket between the vias and trenches being patterned by the existing dual damascene processing without the use of a mask layer. Conserving the mechanical integrity of the device is also critical so that it can survive chemical-mechanical polishing and adequately seal the internal air gaps to prevent any ingress of contamination. To this end, many research groups43 are focussing on the use of some kind of sacrificial material to form the air gap, and then once the copper lines have been formed, this material can be completely removed to give aligned air cavities. The main problem with this approach is that the overall thermal budget of the process might not allow for the high-temperature processes needed to cleanly remove the sacrificial material.
- 16. Paul Ahern - ie.linkedin.com/in/paulahern1 “Copper – Low-k Interconnect Technology Review” 16 Figure 9 – Cross-section diagram of how air gaps can be achieved in a dual damascene process. Conventional carbon doped oxide (SiOC) is deposited and allowed to pinch closed at the opening at the top of the metal trench, leaving an appreciable amount of ILD material for mechanical support and to act as a chemical barrier layer 44 . Copper Metallisation Beyond 22nm The move towards air gaps brings with it a slew of challenges for the metallic parts of the back-end process. Long-standing Chemical Vapour Deposition (CVD) methods which have been successfully employed for decades, and even the relatively recent Physical Vapour Deposition (PVD) techniques which were implemented at the 45nm process node are suddenly faced with the possibility of being unable to fill the sub- 14nm metal trenches which are on the horizon. They require the deposition of barrier layers which may be only 15Å, or three atomic layers, thick. Similarly, the vast improvements that have been made in copper electroplating which have allowed this technique to continue to be relevant, even at current process geometries, must begin anew in order to keep pace with the need for highly selective bottom-filling of vias and trenches of ever-smaller sizes. Academia, equipment suppliers and the semiconductor industry has in turn begun to look at new techniques such as Atomic Layer Deposition (ALD) coupled with new metallic species to act as conductors. ALD allows for the deposition of conformal layers which are only as thick as a single atom, in a very slow and
- 17. Paul Ahern - ie.linkedin.com/in/paulahern1 “Copper – Low-k Interconnect Technology Review” 17 controllable method, but it is thought that CVD may offer higher-purity films with better conformal step-coverage. Figure 10 – Diagram of an atomic layer deposition (ALD) process 45 . Very thin films can be laid down by the successive use of a gas phase elemental deposition. The ultimate film thickness is governed by the amount of ALD series, so thickness control is both precise and straightforward. The currently-used Ta/TaN seed & barrier layer stack is likely to be replaced with cobalt46 or ruthenium47 deposited by either ALD, CVD or a combination of both. Ruthenium offers better wettability and adhesion with copper, but has poorer polishing characteristics when it comes to CMP – conversely, cobalt is easier to polish but is not an ideal barrier layer to stop the migration of oxygen, which means long term reliability from corrosion and oxidation may suffer. Another issue is electromigration performance48 , although cobalt would appear to offer advantages here as a recent paper demonstrates49 . The authors show that cobalt films deposited by CVD onto copper lines show a significant enhancement in electromigration performance over time, which is critical as at smaller feature sizes the gate region can be spanned and shorted by the presence of only a few atoms of contamination.
- 18. Paul Ahern - ie.linkedin.com/in/paulahern1 “Copper – Low-k Interconnect Technology Review” 18 Figure 11 – Right 50 : Log scale of electromigration failure time comparing samples with & without a cobalt capping layer. Left: Cross-section STEM image of a copper interconnect with cobalt cap. EDX mapping below shows the distribution of tantalum, copper and cobalt in the via and its sidewalls. Conclusion Moving from aluminium to copper as an interconnect metal has provided many advantages for semiconductor manufacturers, but has not been without its pitfalls. New, complex process steps have been introduced in order to adapt the IC manufacturing flow to accommodate copper and its characteristics; CMP, seed layer deposition technology, improvements to electroplating bath chemistries and novel etch steps have all been necessary. Improvements in low-k dielectric materials have allowed the disruption of the inherent back-end speed bottleneck in semiconductor devices to be mitigated. The result of even faster devices of smaller geometries have extended Moore’s Law successfully for many process generations – however, continual improvements are essential if the industry is to scale devices below the crucial 22nm process node.
- 19. Paul Ahern - ie.linkedin.com/in/paulahern1 “Copper – Low-k Interconnect Technology Review” 19 References 1 M. Bohr & K. Mistry, “Intel’s Revolutionary 22nm Transistor Technology” http://download.intel.com/newsroom/kits/22nm/pdfs/22nm-Details_Presentation.pdf; retrieved 21/11/2012. 2 M. Bohr & K. Mistry, ibid. 3 Noyce, Robert N., "Semiconductor Device-and-Lead Structure”, Reprint of U.S. Patent 2,981,877 (Issued April 25, 1961. Filed July 30, 1959), Solid-State Circuits Newsletter, IEEE, vol.12, no.2, pp.34- 40, (2007). 4 May, G.S. & Sze, S.M., “Fundamentals of Semiconductors Fabrication”, John Wiley & Sons (2004). 5 Edelstein, D. et al "Reliability, yield, and performance of a 90 nm SOI/Cu/SiCOH technology", Proceedings of the IEEE 2004 International Interconnect Technology Conference, pp. 214- 216 (2004). 6 Rathore, H. S. & Chandra, K. “Chapter 4 - Copper, low-k dielectrics, and their reliability” from “Semiconductor Manufacturing Handbook” editor Hwaiyu Geng, McGraw Hill (2005). 7 Dixit, G. A. & Havemann, R. H. “Overview of the Interconnect-Copper and Low-k Integration” chapter from “Handbook of Semiconductor Manufacturing Technology, Second Edition” Edited by Robert Doering and Yoshio Nishi, CRC Press (2007). 8 Weng, C. J. “Systematic defect improvement integration of dual damascene processes development on nano semiconductor fabrication”, Materials Science in Semiconductor Processing, Vol. 13, Issues 5–6, pp. 376-382 (2010). 9 Wolf, S. “Introduction to dual-damascene interconnect processes” chapter from “Silicon Processing for the VLSI era” Vol. 4 pp. 674-679, Lattice Press (2004). 10 US Patent Number 5,614,765 “Self-Aligned Via Dual Damascene” Avanzino et al. http://www.google.co.uk/patents/US5614765, retrieved 3/12/2012. 11 Wolf, S. ibid. 12 After table presented in Semiconductor International Vol. 20 Issue 8 pp. 126 (1997). 13 May, G.S. & Sze, S.M., “Fundamentals of Semiconductors Fabrication”, John Wiley & Sons (2004). 14 After “The Future of Dielectric CVD High Density Plasmas”, Peter Singer, Semiconductor International magazine (1997). 15 Saraswat, Prof. K. “Low-k Dielectrics” course notes, Dept. of Electrical Engineering, Stanford University. http://www.stanford.edu/class/ee311/NOTES/Interconnect%20Lowk.pdf retreived 26/11/2012. 16 Muranka, S. P. “Fluorinted Silicon oxide glasses”, Solid State Technology, Vol. 38, pp. 83-88 (1996). 17 Fukuda, T. et al “Proceedings of the third international dielectrics for VLSI/ULSI Multilevel Interconnection Conference” pp. 41 (1997). 18 Hendricks, N. H. “Solid State Technology” Vol. 38 pp. 117 (1995). 19 Kalkman, A.J. et al “SiOF and SiO2 deposition in an ECR-HDP reactor: Tool characterisation and film analysis”, Microelectronic Engineering Vol. 37/38pp. 271-276 (1997).
- 20. Paul Ahern - ie.linkedin.com/in/paulahern1 “Copper – Low-k Interconnect Technology Review” 20 20 Reynard, J. "Integration of fluorine-doped silicon oxide in copper pilot line for 0.12-μm technology". Microelectronic Engineering, Vol. 60, 113 (2002) 21 Homma, T. “Fluorinated interlayer dielectric films in ULSI multilevel interconnections” , Journal of Non-crystalline Solids, Vol. 187 pp. 49-59 (1995). 22 Wang, Y. H. et al, Electrochemical & Solid-State Letters, Vol. 6, F1 (2003). 23 Han, S. M. & Aydil, E. S., Journal of Vacuum Science & Technology (A), Vol. 15 pp. 2893 (1997). 24 Lim, S. W. et al, Journal of Electrochemistry Society, Vol. 144 pp. 2531 (1997). 25 Shapiro, M. J. et al, Journal of Thin Solid Films, Vol. 270 pp. 503 (1995). 26 Lim, S. W. et al, Japan Journal of Applied Physics, Vol. 35 pp. 1468 (1996). 27 Wang, P.F. et al “An amorphous SiCOF film with low dielectric constant prepared by plasma- enhanced chemical vapor deposition”, Thin Solid Films, Vol. 385, pp. 115-119 (2001). 28 Ding, S.J. et al “Structure characterization of carbon and fluorine-doped silicon oxide films with low dielectric constant”, Materials Chemistry & Physics, Vol. 71, Issue 2, pp. 125-130 (2001). 29 I. Reid et al, “Suppression of carbon depletion from carbon-doped low-k dielectric layers during fluorocarbon-based plasma etching” Microelectronic Engineering Vol. 83, Issues 11–12, pp. 2458– 2461 (2006). 30 Jan, C.H., IEDM Short Course (2003). 31 Cheng, Y. L. et al “Characterization and reliability of low dielectric constant fluorosilicate glass and silicon rich oxide process for deep sub-micron device application” Thin Solid Films, Vol. 398 – 399 pp. 533–538 (2001). 32 Wangz, Y. H. & Kumar, R. “Stability of Carbon-Doped Silicon Oxide Low-k Thin Films” J. Electrochem. Soc. Vol. 151, Issue 4, F73-F76 (2004). 33 Yang, C.S. et al “The influence of carbon content in carbon-doped silicon oxide film by thermal treatment”, Thin Solid Films, Vol. 435, Issues 1–2, pp. 165-169 (2003). 34 Passemard, G. et al “Study of fluorine stability in fluoro-silicate glass and effects on dielectric properties”, Microelectronic Engineering, Vol. 33, pp. 335-342 (1997). 35 Choi, J. H. et al “IEEE VMIC Conference Reports”, pp. 397 (1995). 36 Labiadh, A. “Study of the thermal stability at the Cu/SiOF interface”, Microelectronic Engineering, Vol. 33, Issues 1-4 pp. 369-375 (1997). 37 Felder, Eric et al “Characterization of the adhesion of thin film by Cross-Sectional Nanoindentation Analysis of the substrate edge chipping and the film delamination” Comptes Rendus Mecanique, Vol. 339, pp. 443 – 457 (2011). 38 Molina-Aldareguia, J.M. et al “Adhesion studies in integrated circuit interconnect structures”, Engineering Failure Analysis, Vol. 14, Issue 2, pp. 349-354 (2007).
- 21. Paul Ahern - ie.linkedin.com/in/paulahern1 “Copper – Low-k Interconnect Technology Review” 21 39 Sánchez, J.M. et al “Cross-sectional nanoindentation: a new technique for thin film interfacial adhesion characterization”, Acta Materialia, Vol. 47, Issue 17, pp. 4405-4413 (1999). 40 Xu, C. “Porogen Material for ultralow-k dielectrics” US Patent Number 7,456,488 B2, http://assignments.uspto.gov/assignments/q?db=pat&pat=7456488 retrieved 27/11/2012. 41 LaPedus, M. “Challenges Mount For Interconnects” Semiconductor Manufacturing & Design, http://semimd.com/blog/2012/06/26/challenges-mount-for-interconnect/, retrieved 27/11/2012. 42 Frot, T. et al “Post Porosity Plasma Protection - a new approach to integrate k ≤ 2.2 porous ULK materials” Interconnect Technology Conference & 2011 Materials for Advanced Metallization (IITC/MAM), IEEE International (2011). 43 Gosset, L. G. et al “General review of issues and perspectives for advanced copper interconnections using air gap as ultra-low K material”. Proceedings of the IEEE 2003 International Interconnect Technology Conference (2003). 44 Korczynski, E. “IEDM Shows Air-gaps By Design” news article on Semiconductor Manufacturing & Design, http://semimd.com/blog/2011/02/05/iedm-2010-shows-air-gaps-for-real/ retrieved 26/11/2012. 45 Wang, H. et al, "Atomic Layer Deposition of Lanthanum-Based Ternary Oxides," Electrochemical & Solid-State Letters Vol. 12 (4), G13-G15 (2009). 46 Kim, H. et al “Applications of atomic layer deposition to nanofabrication and emerging nanodevices”, Thin Solid Films, Vol. 517, Issue 8, pp. 2563-2580 (2009). 47 Gebregziabiher, D. K. et al “Electrochemical atomic layer deposition of copper nanofilms on ruthenium”, Journal of Crystal Growth, Vol. 312, Issue 8, pp. 1271-1276 (2010). 48 Yang, C.-C. et al "Characterization of Copper Electromigration Dependence on Selective Chemical Vapor Deposited Cobalt Capping Layer Thickness," Electron Device Letters, IEEE , Vol.32, no.4, pp.560- 562 (2011). 49 Yang, C.-C. et al, “Co capping layers for Cu/low-k interconnects”, Microelectronic Engineering, Vol. 92, pp. 79-82 (2012). 50 Yang, C.-C. et al, ibid.