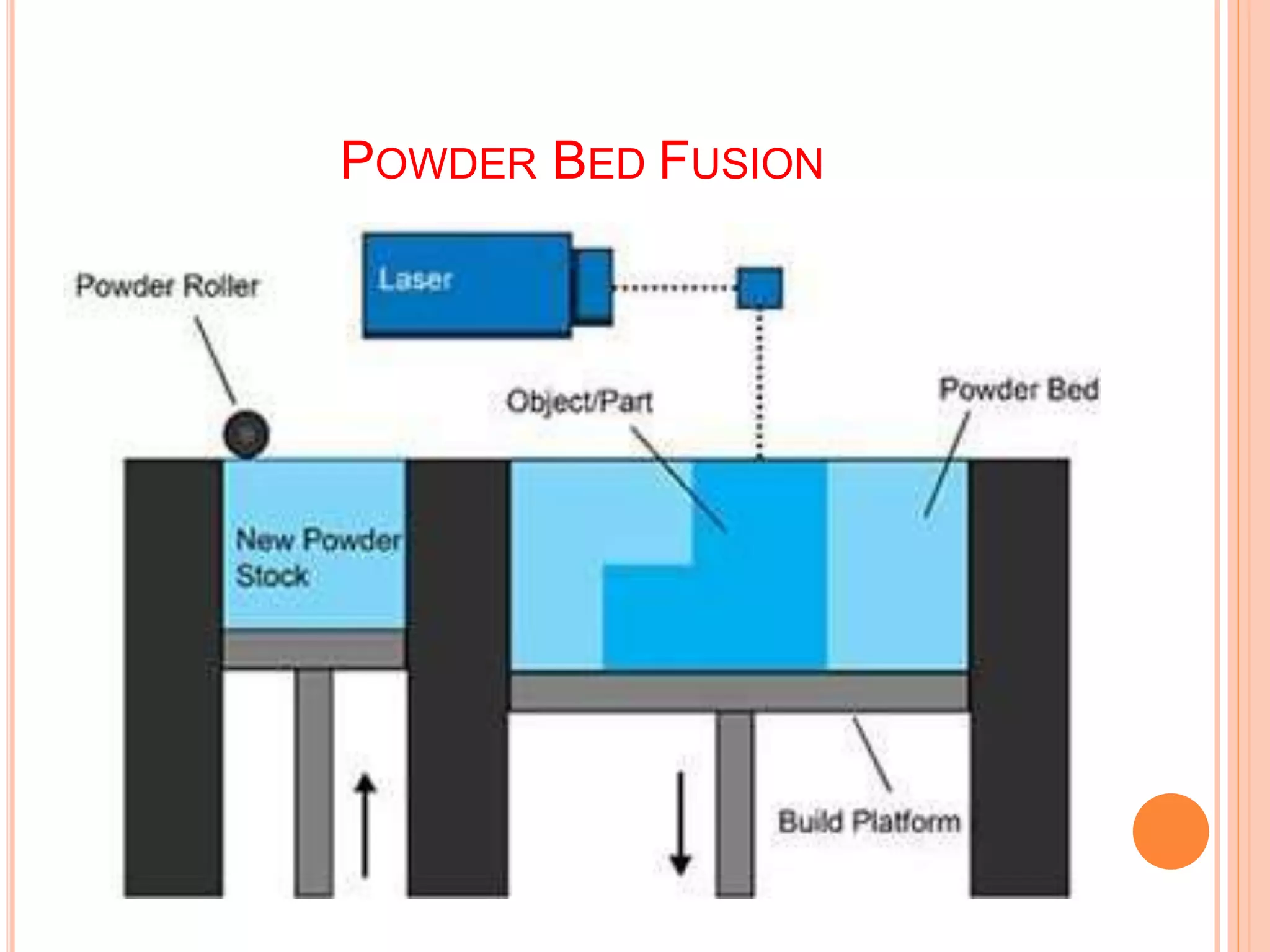
The document provides an introduction to additive manufacturing (AM) including definitions, principles, types of prototypes, advantages, and commonly used terms. It discusses how AM works by building 3D objects layer by layer from a digital file. Key points covered include the 7 main AM processes classified by ISO/ASTM, the history and development of stereolithography, and benefits of AM for designers, engineers, and manufacturing.