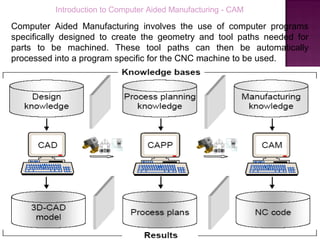
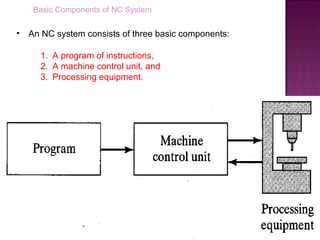
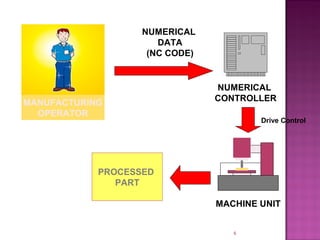
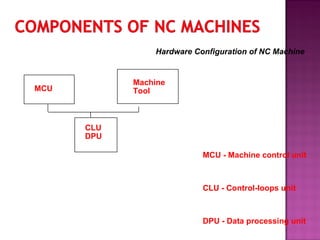
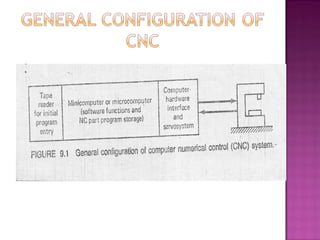
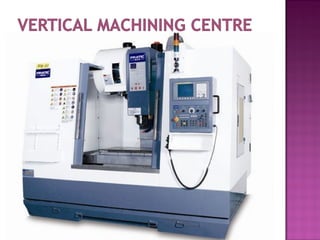
The document provides an introduction to computer aided manufacturing (CAM) and numerical control (NC) systems. It defines CAM as using computer programs to generate tool paths for machining parts. It then defines NC as a form of programmable automation where a machine's mechanical actions are controlled by a coded program. The basic components of an NC system are described as the program of instructions, machine control unit, and processing equipment. Different types of NC machines like horizontal machining centers (HMC) and vertical machining centers (VMC) are also summarized.