Downloaded 119 times
![Subject – Production Technology
Topic - Electrical Discharge Machining [EDM]
Presented By :- Dhruv Shah](https://image.slidesharecdn.com/electricaldischargemachiningedm-170803232011/85/Electrical-discharge-machining-EDM-1-320.jpg)
![Electrical Discharge Machining [EDM]
Electrical discharge machining process is also known
as thermal erosion, electro erosion or spark erosion
machining. EDM is one of the most widely used
unconventional machining process. The main attraction
of EDM is that this technique utilizes thermoelectric
process to erode undesirable materials from the w/p by a
series of discrete electrical sparks between the w/p and
the electrode.](https://image.slidesharecdn.com/electricaldischargemachiningedm-170803232011/85/Electrical-discharge-machining-EDM-2-320.jpg)
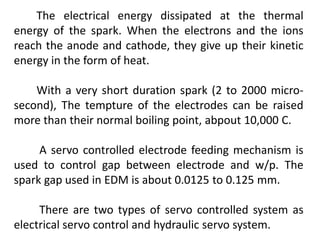
![Figure of Electrical Discharge Machining [EDM]](https://image.slidesharecdn.com/electricaldischargemachiningedm-170803232011/85/Electrical-discharge-machining-EDM-3-320.jpg)
![Electrical discharge machining [EDM]](https://image.slidesharecdn.com/electricaldischargemachiningedm-170803232011/85/Electrical-discharge-machining-EDM-10-320.jpg)

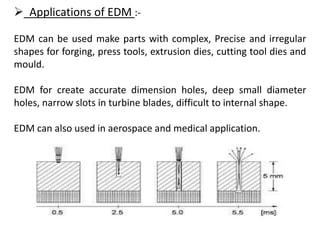
Electrical discharge machining (EDM) is an unconventional machining process that uses electrical sparks to erode unwanted material from a workpiece by discharging electricity between an electrode tool and the workpiece, separated by a dielectric fluid. EDM can machine hard materials and complex shapes by using individual sparks that briefly heat the material to plasma temperatures without direct contact. The process works by concentrating electrons and ions in the dielectric fluid gap between the tool and workpiece, causing sparks that thermally erode unwanted material. EDM enables precision machining of difficult shapes for aerospace and medical applications but has low material removal rates and leaves a rough surface finish.































































































