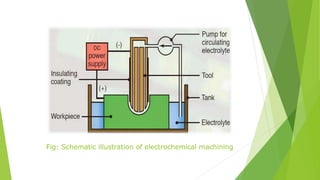
Electro-chemical machining (ECM) is a non-traditional machining process that removes metal by dissolving it in an electrolyte with the use of electric current. In ECM, the workpiece acts as an anode and is dissolved by the electrolyte, while a tool with the desired shape acts as a cathode. Key factors in ECM include the electrolyte, which carries current and removes dissolved material, the tool and workpiece materials, and a DC power supply. ECM can machine hard metals and complex shapes with high accuracy and no tool wear. Common applications of ECM include machining turbine blades, aerospace components, and other difficult-to-machine metals.