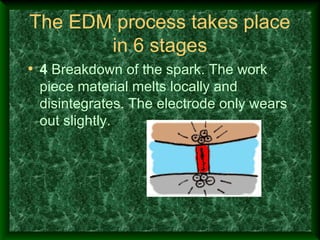
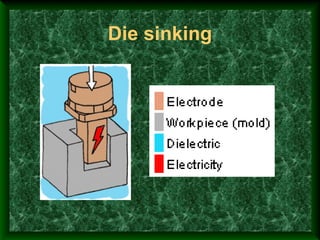
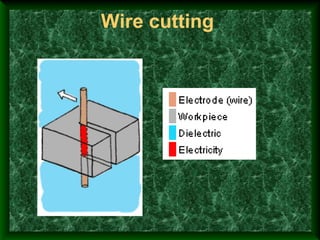
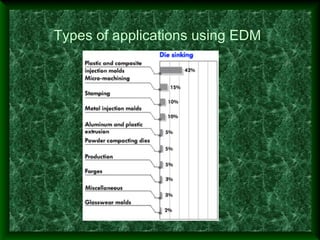
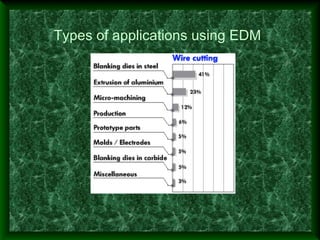
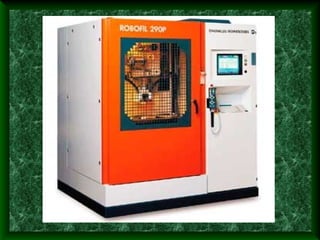
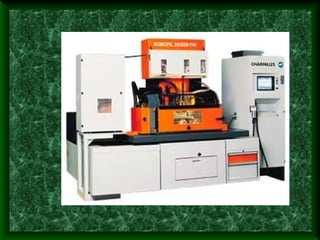
Electric discharge machining (EDM) is a machining process that uses electrical discharges to remove material from a conductive workpiece. There are two main EDM processes - die sinking and wire cutting. Die sinking involves an electrode progressively eroding a workpiece cavity to its shape. Wire cutting uses a continuously fed wire electrode to cut complex profiles. EDM can machine all conductive materials regardless of hardness and produces parts with good accuracy and surface finish.






























![Electrical discharge machining [EDM]](https://cdn.slidesharecdn.com/ss_thumbnails/electricaldischargemachiningedm-170803232011-thumbnail.jpg?width=640&height=640&fit=bounds)