Download as PDF, PPTX


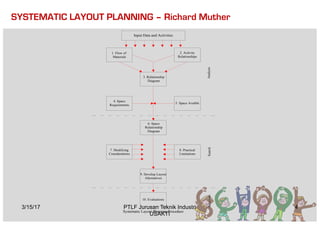
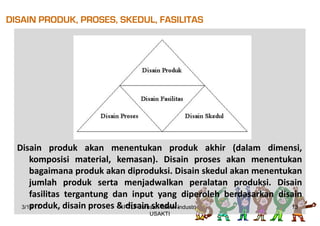



Dokumen ini menjelaskan mengenai perencanaan tata letak fasilitas dengan sistematika pengumpulan dan analisa data, termasuk aliran material dan kebutuhan ruang. Prosedur sistematik ini juga mencakup desain produk, proses, dan skedul untuk menentukan rencana fasilitas yang optimal. Selain itu, pentingnya informasi dari pimpinan dan kajian kelayakan dijabarkan untuk mendukung proses perancangan fasilitas.



































































