Download as PDF, PPTX
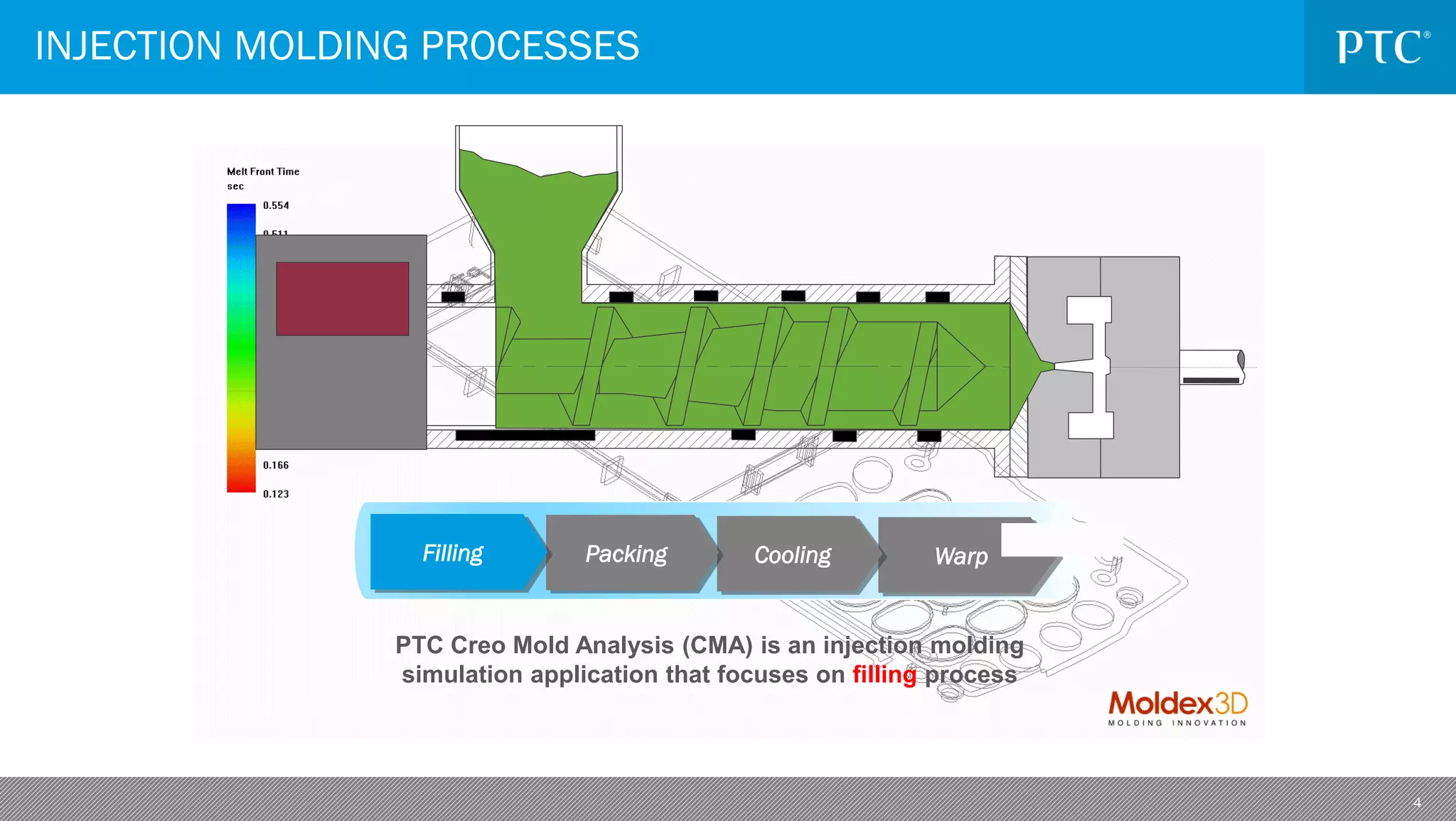
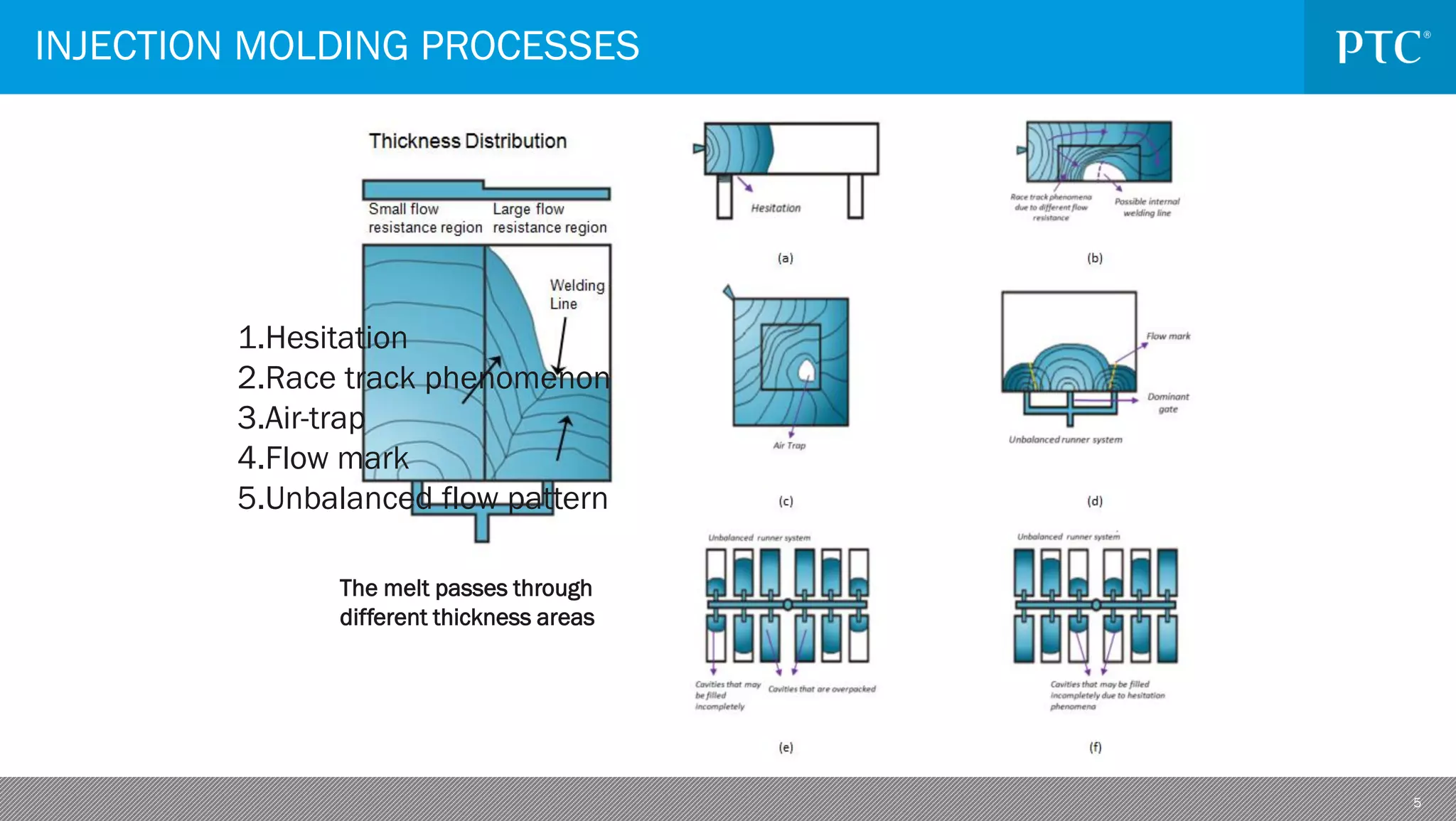
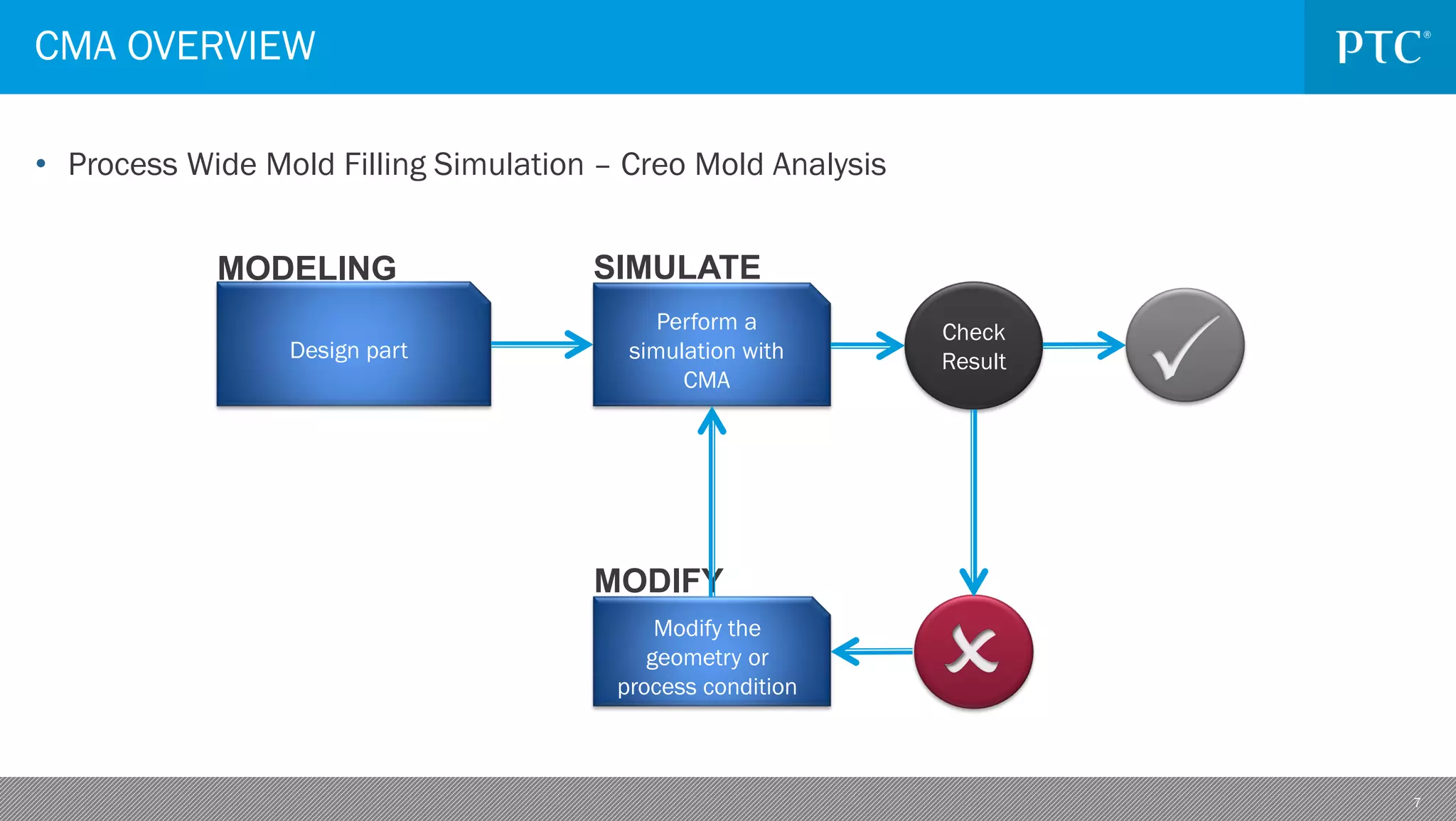
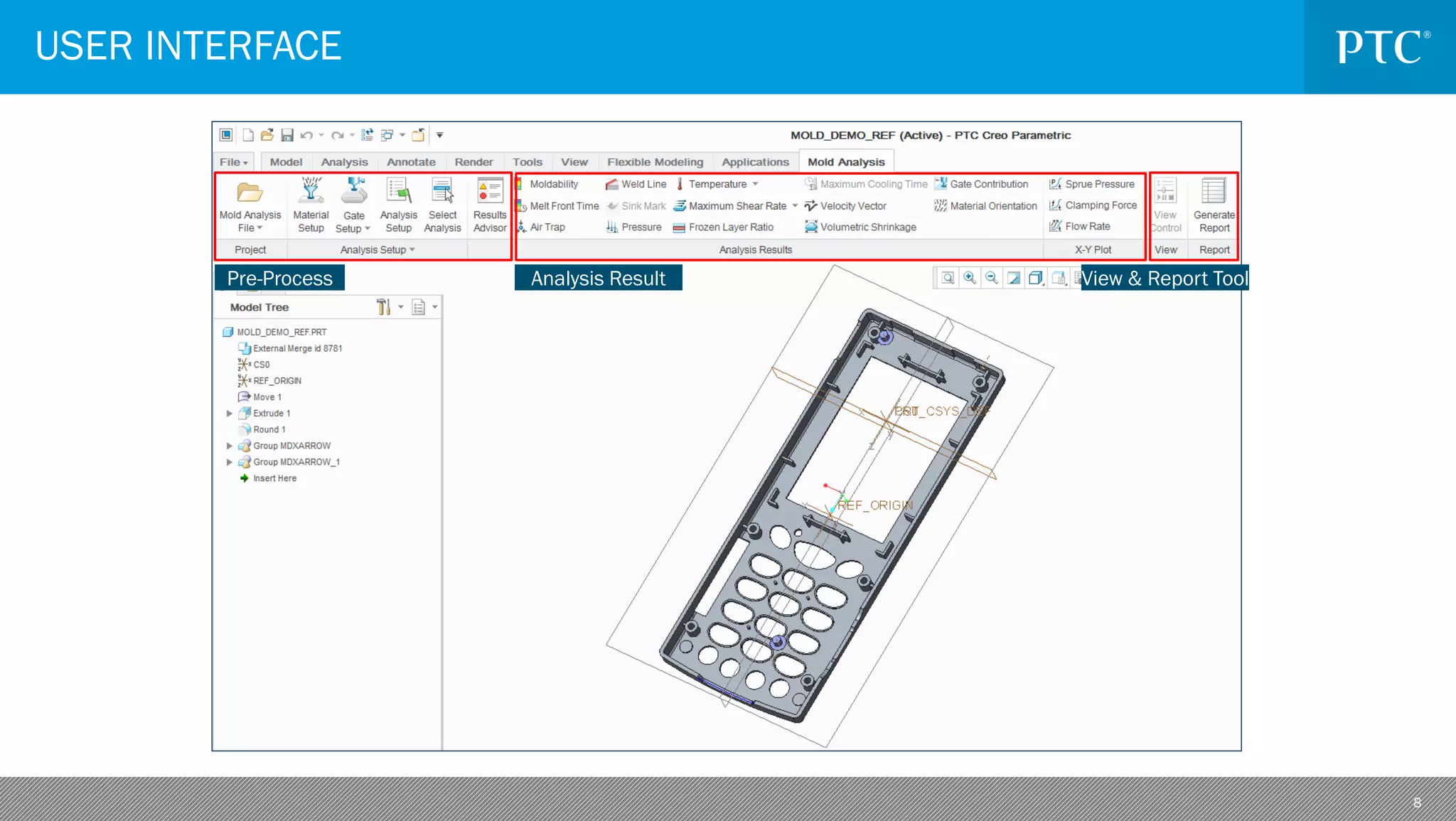
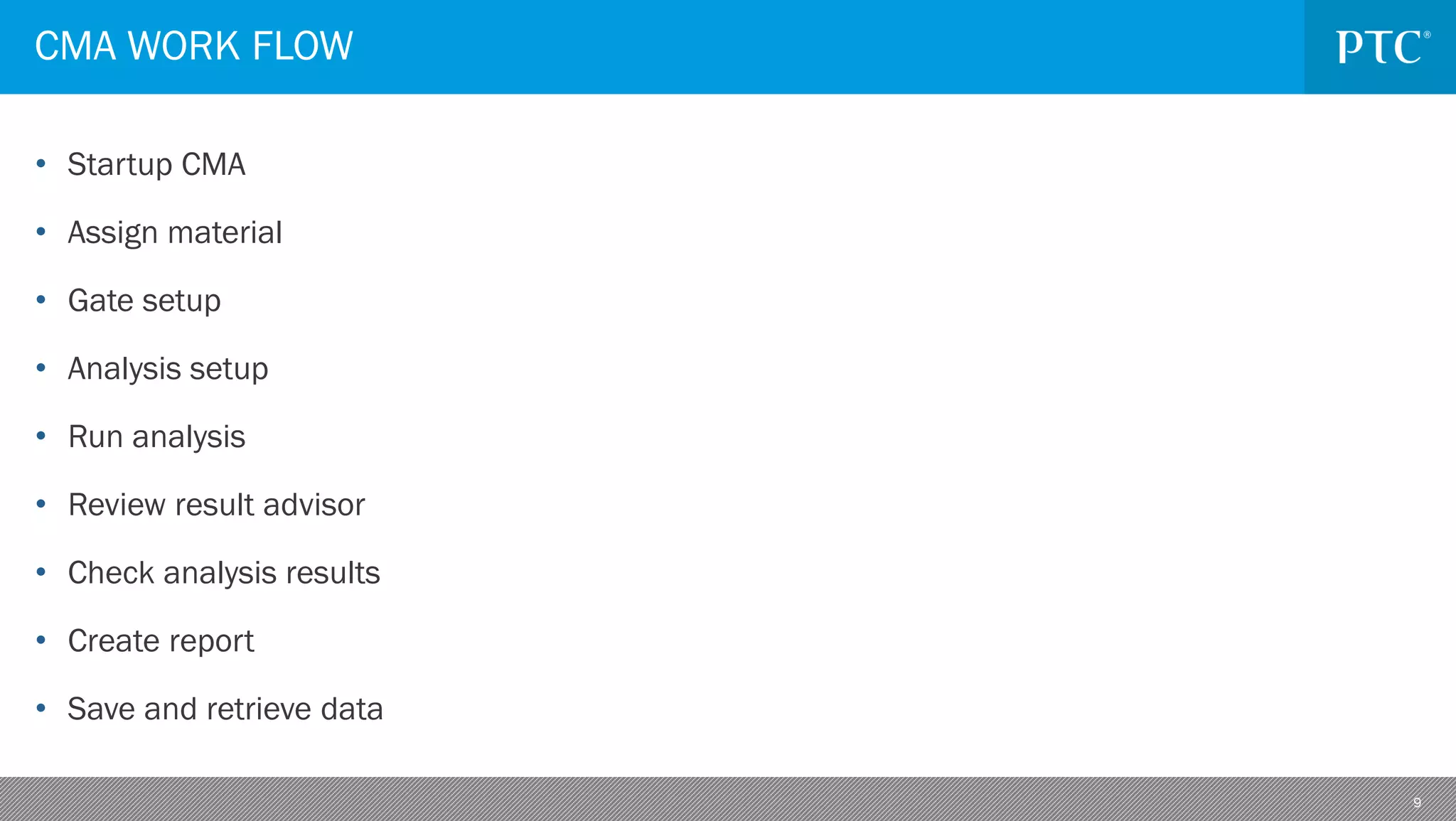
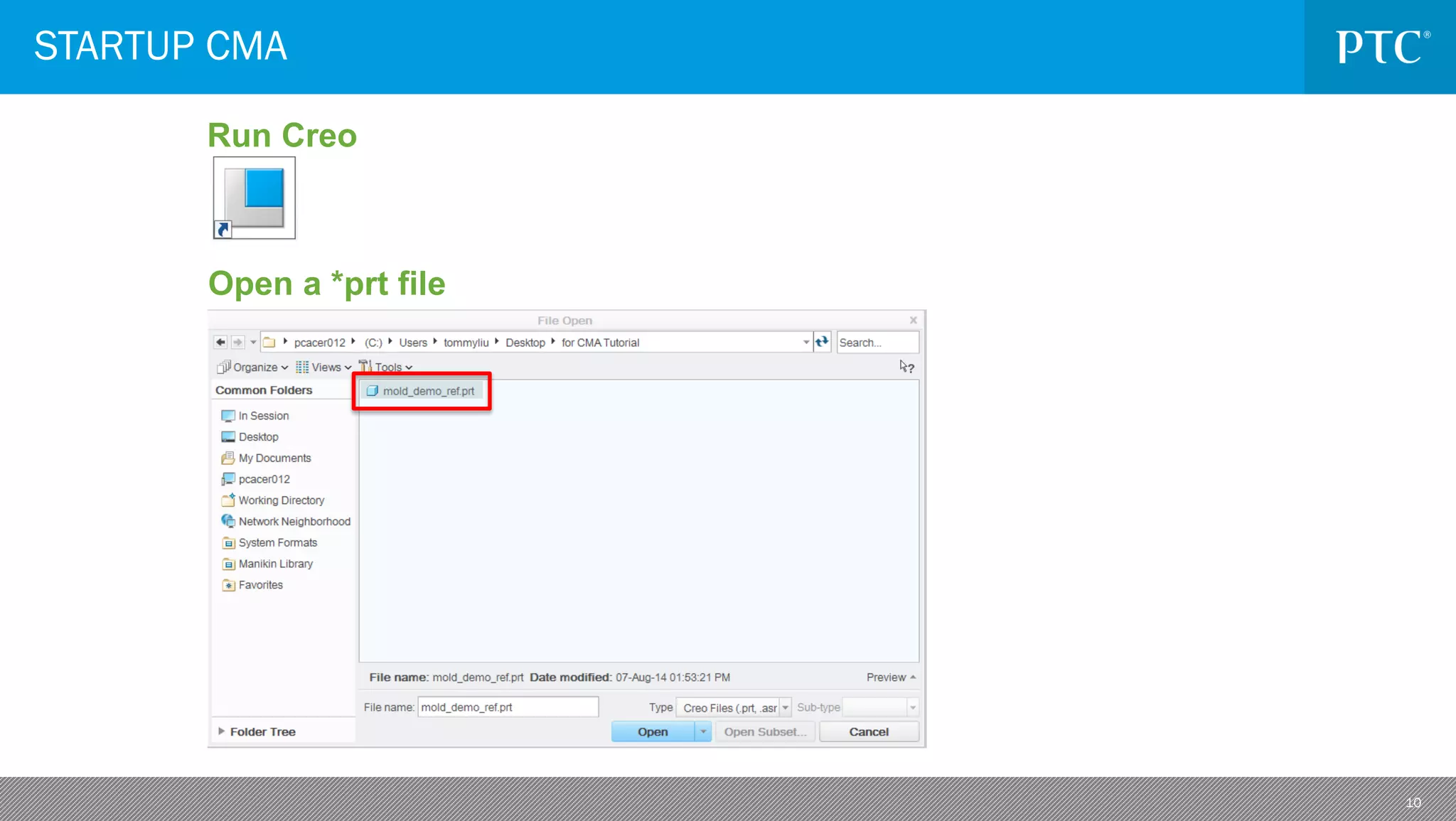
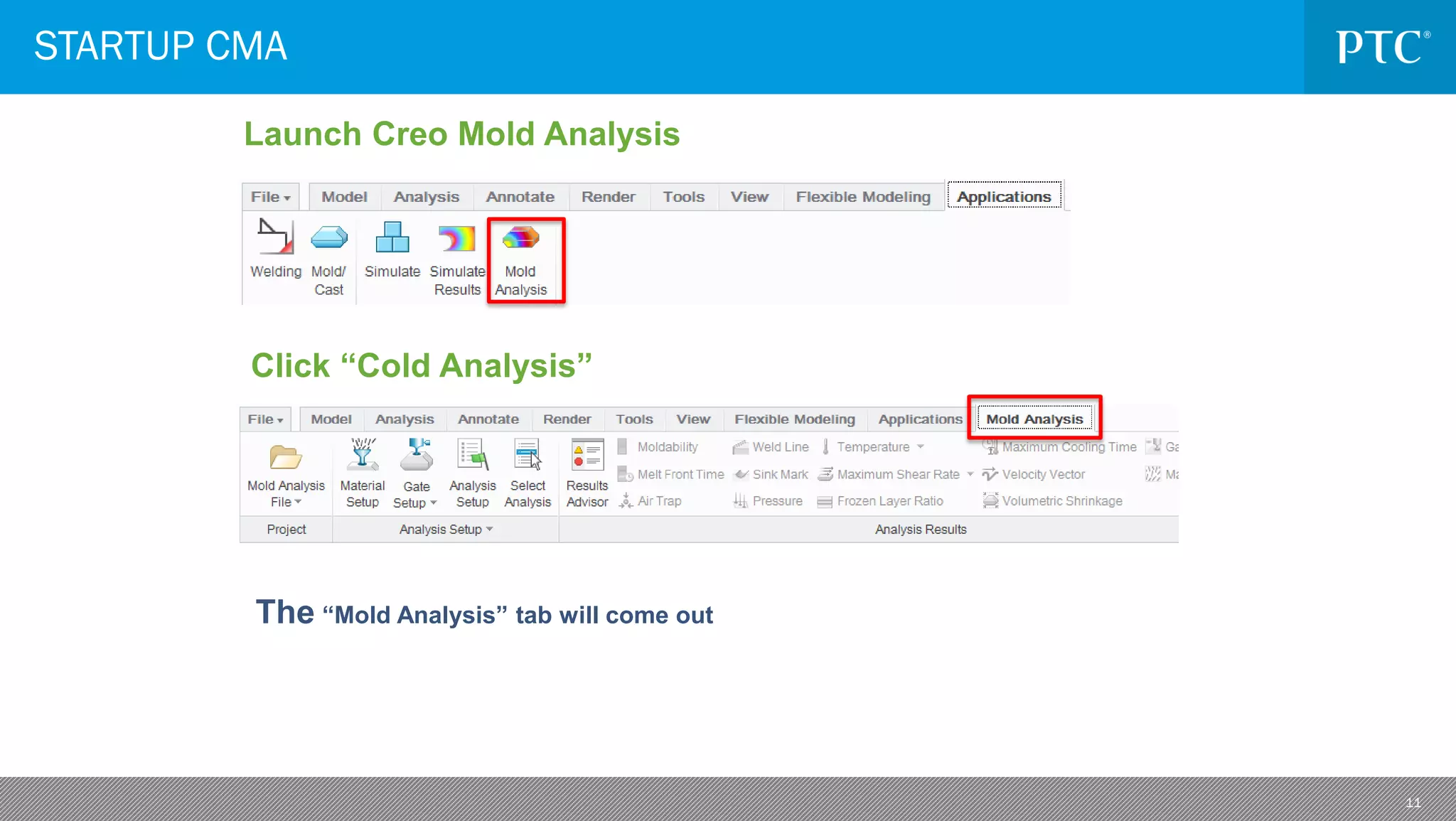
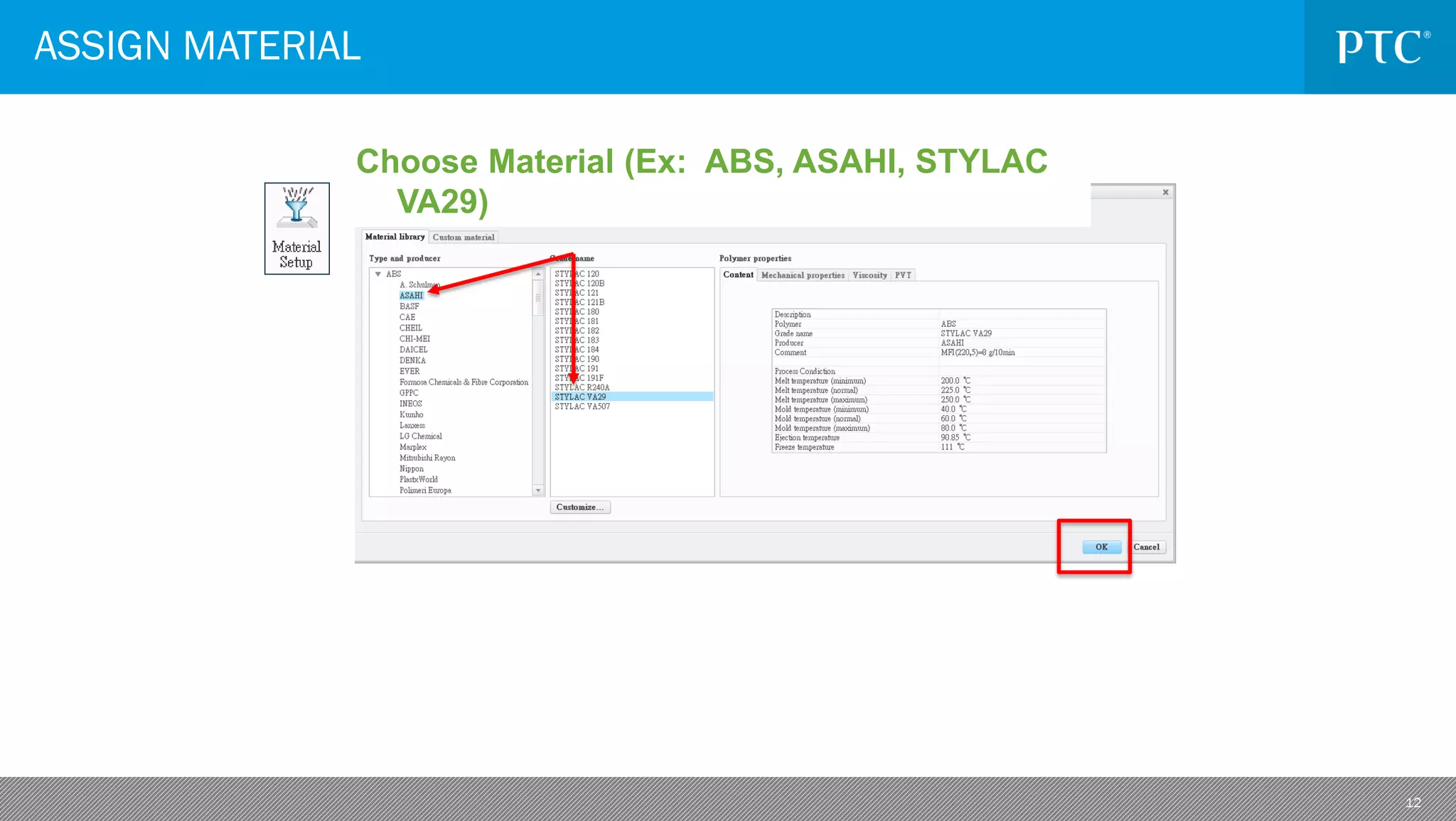
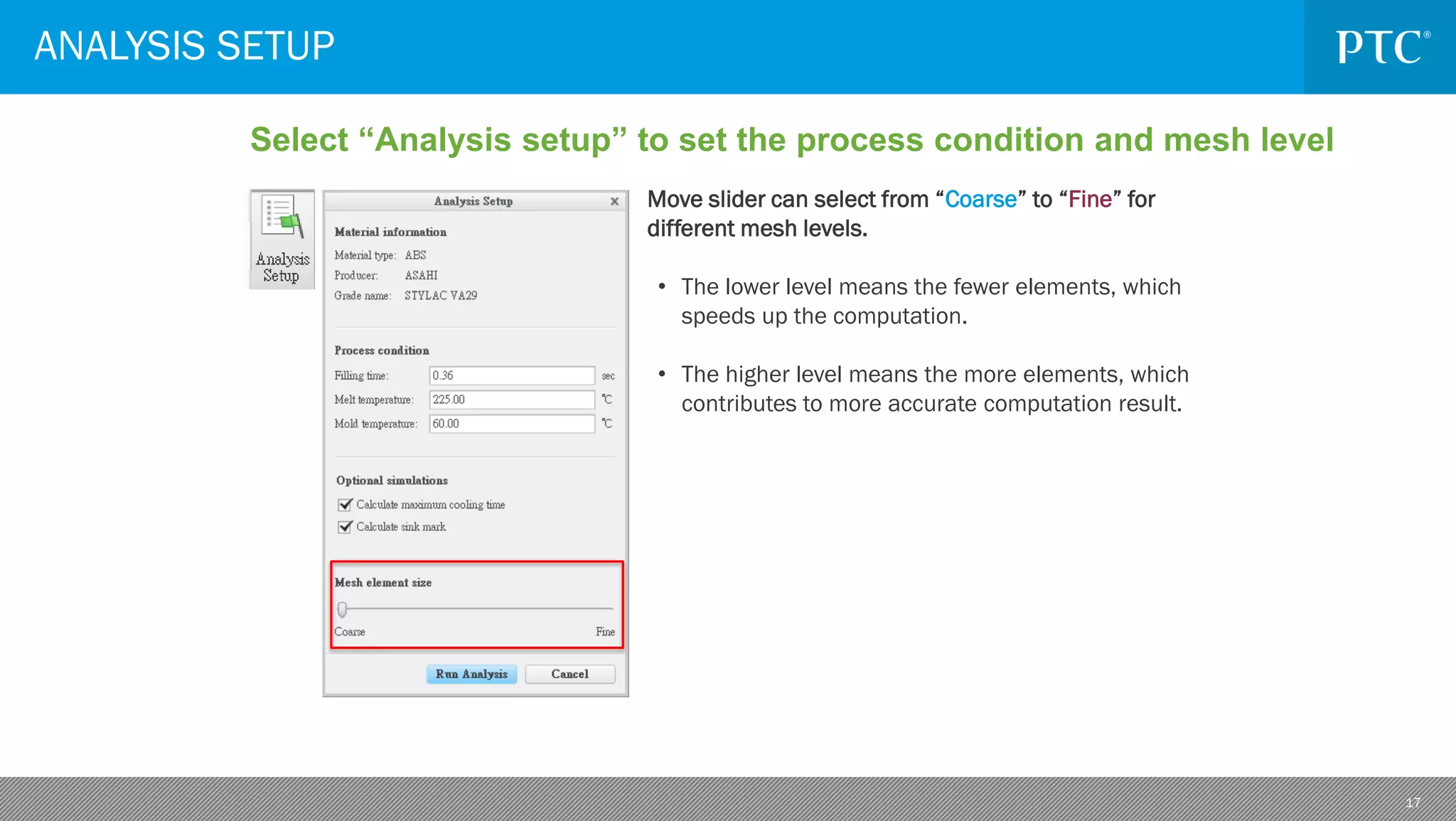
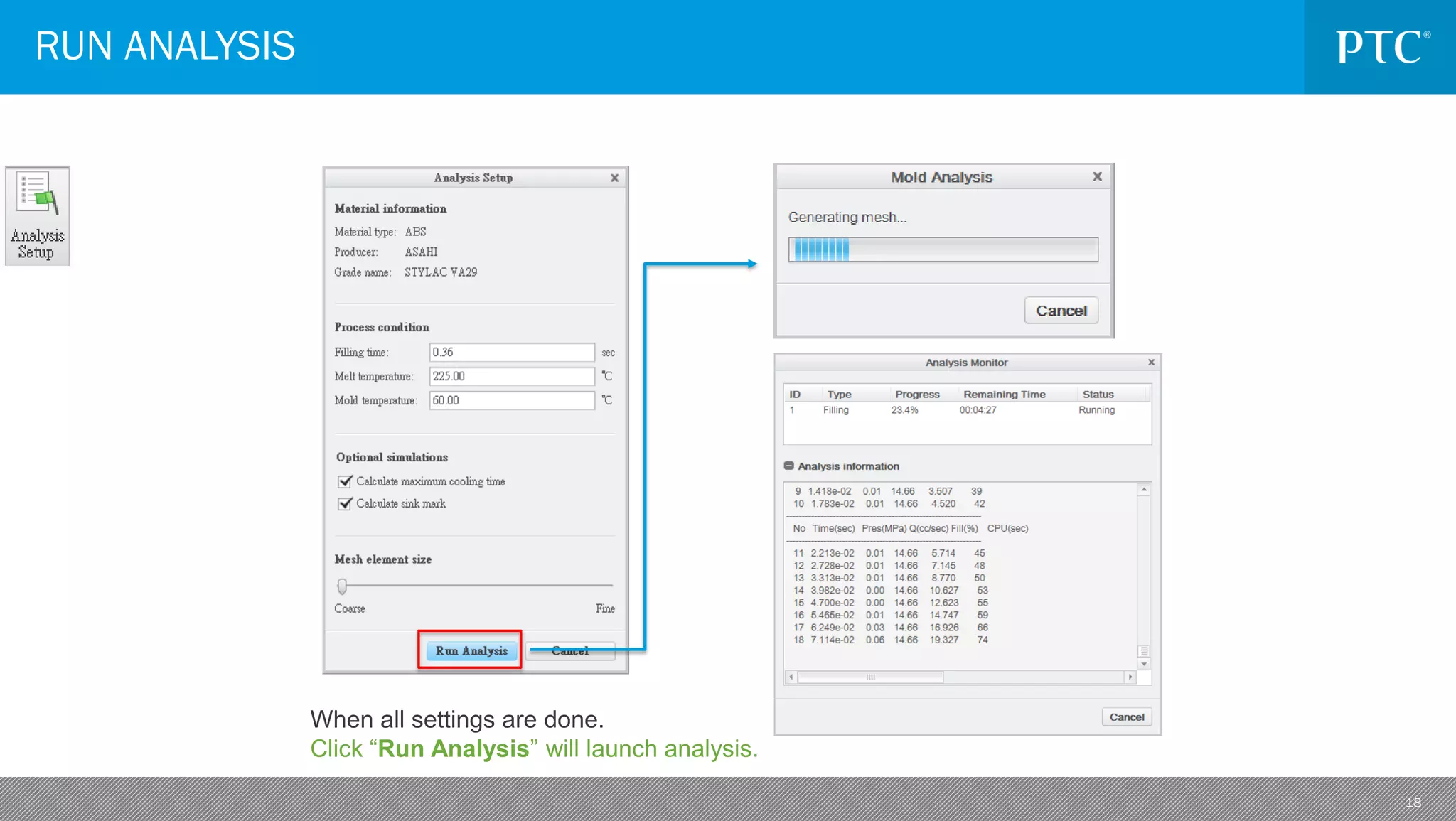
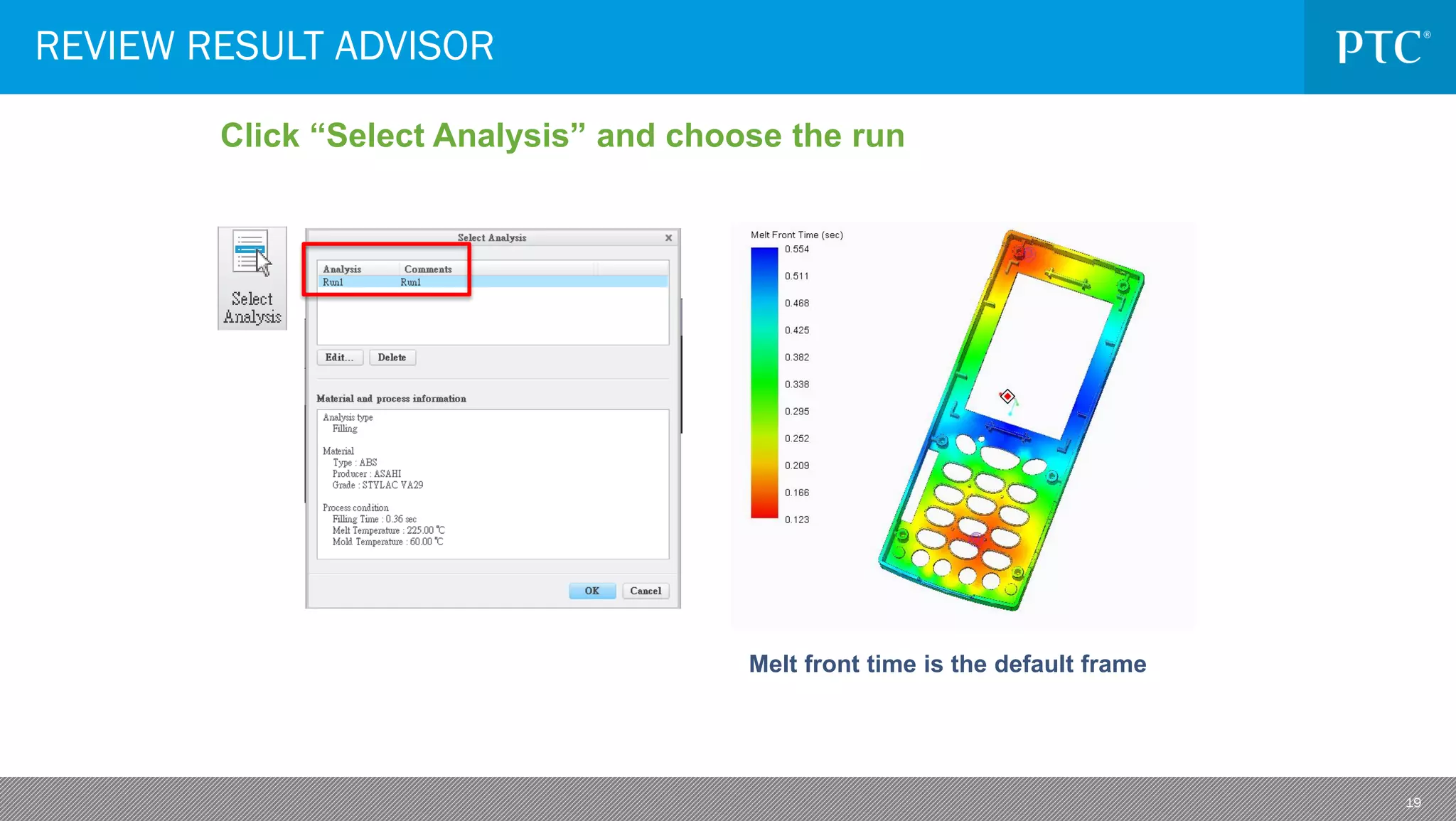
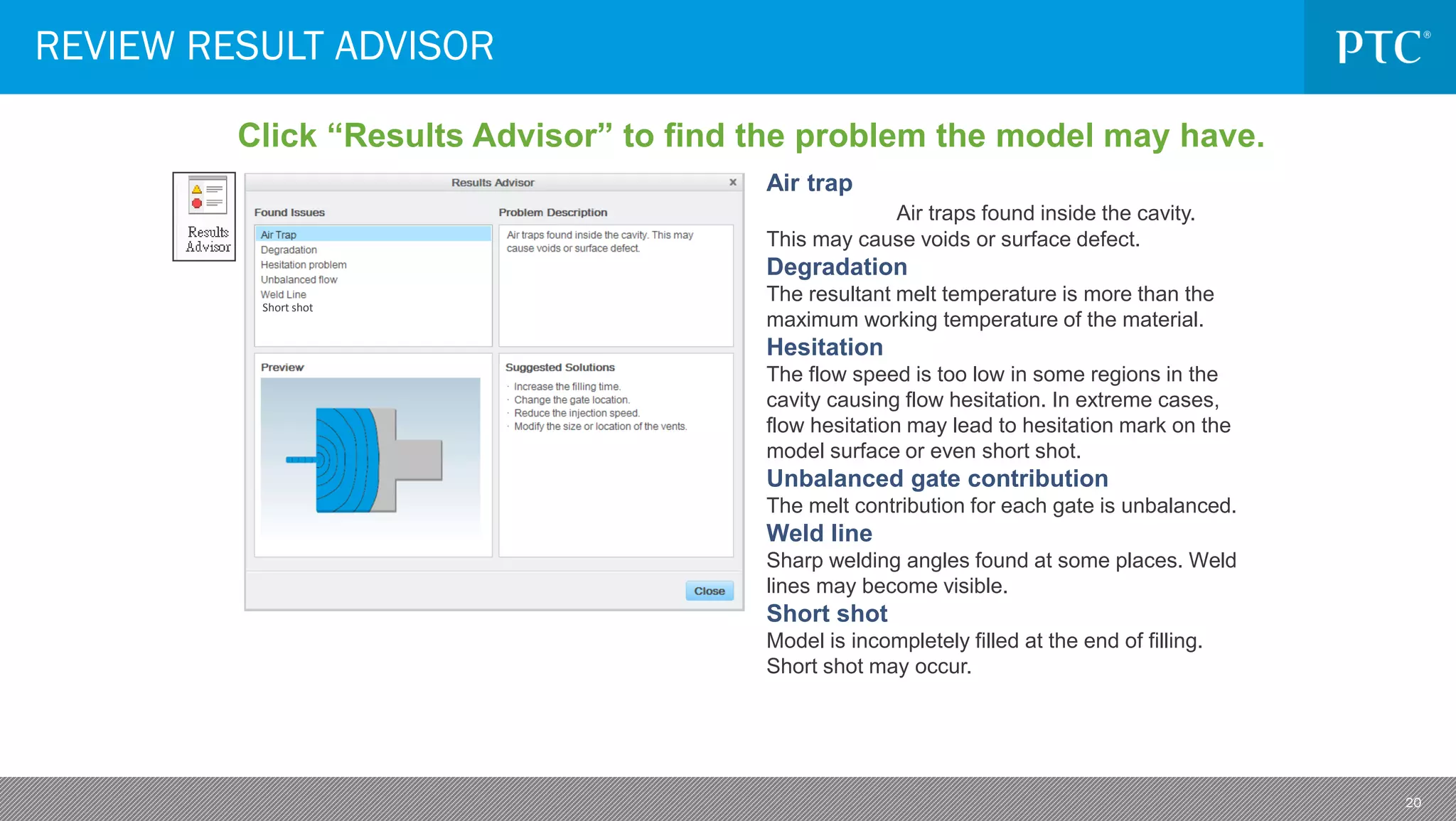
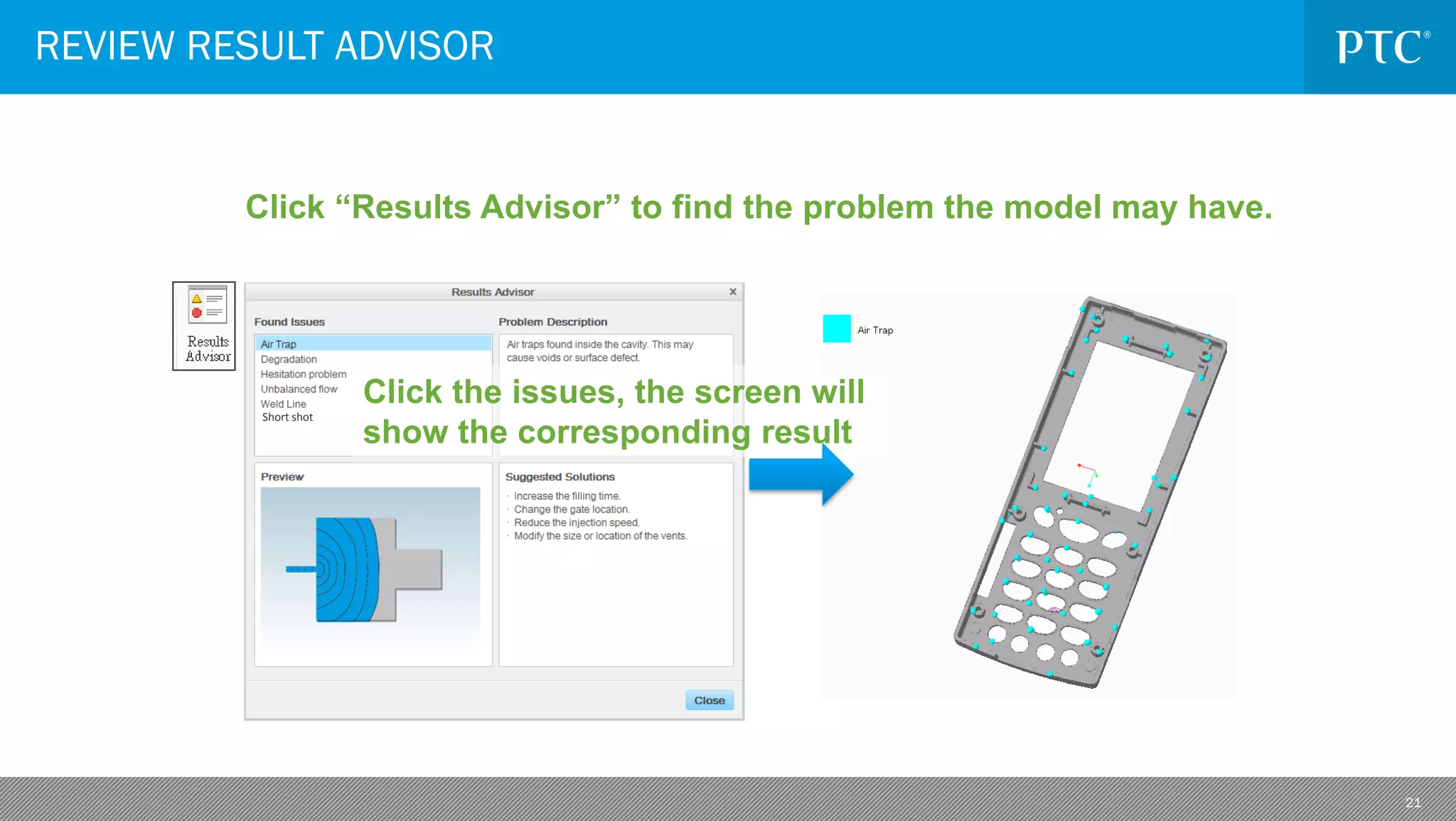
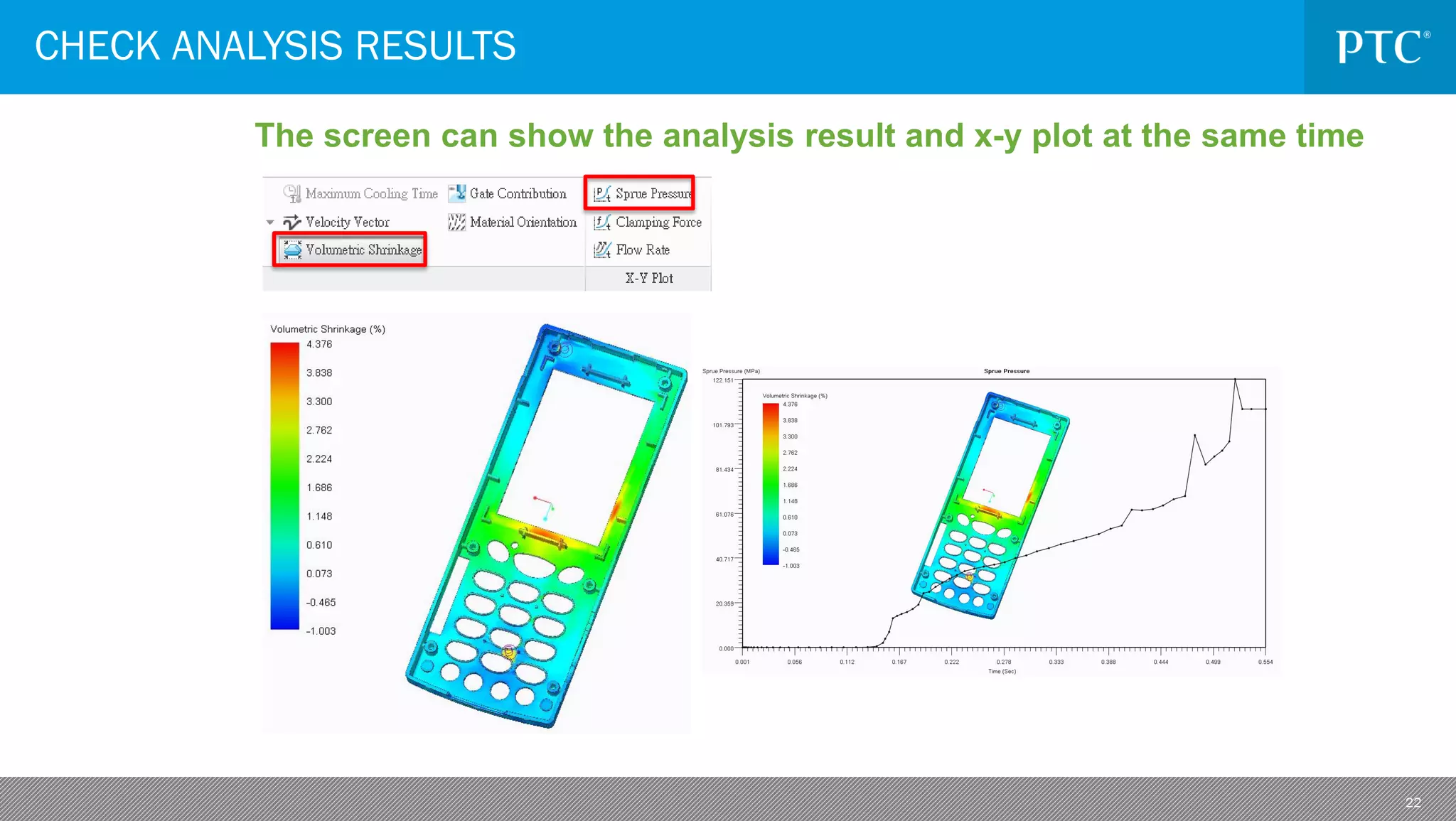
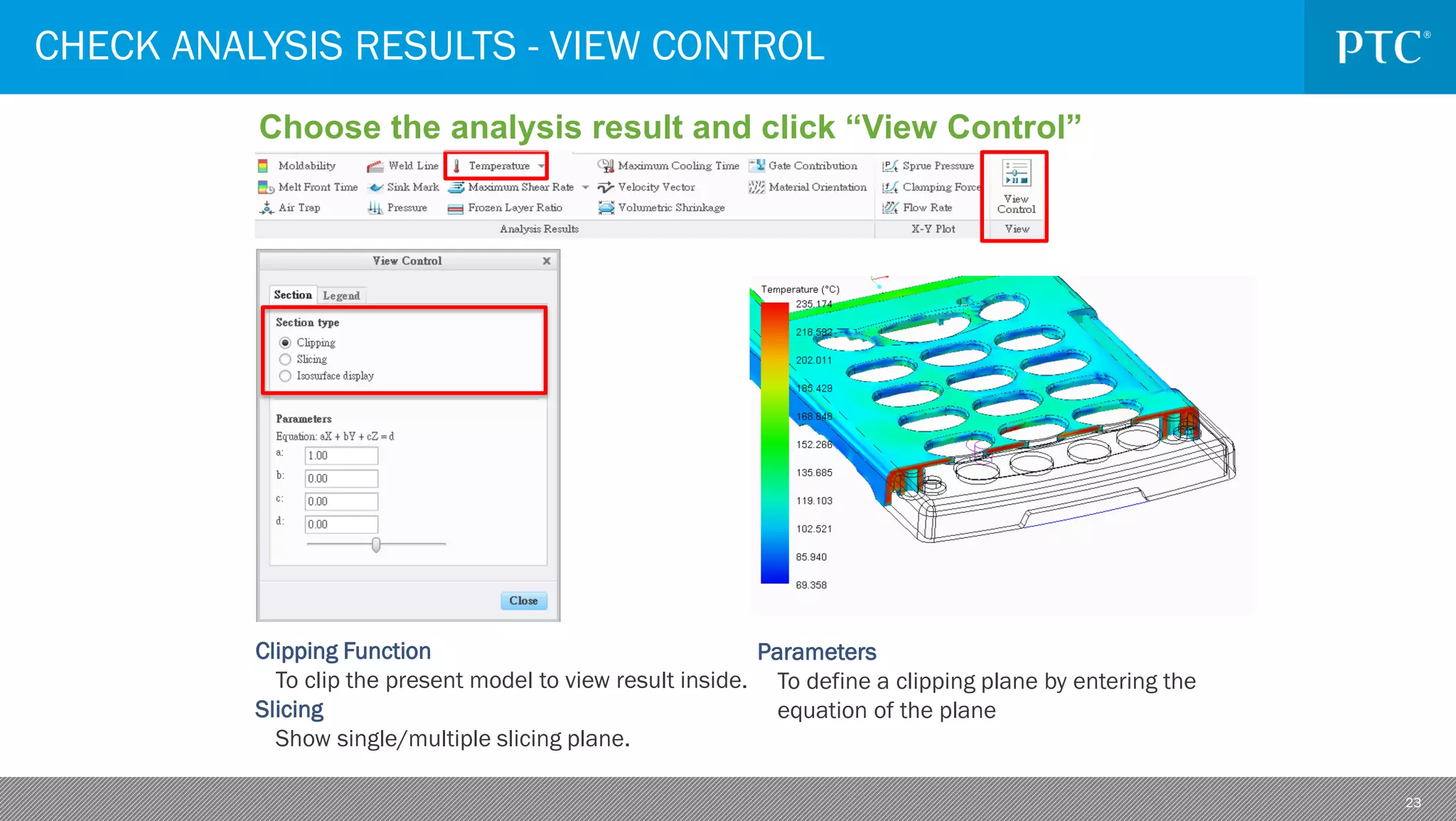
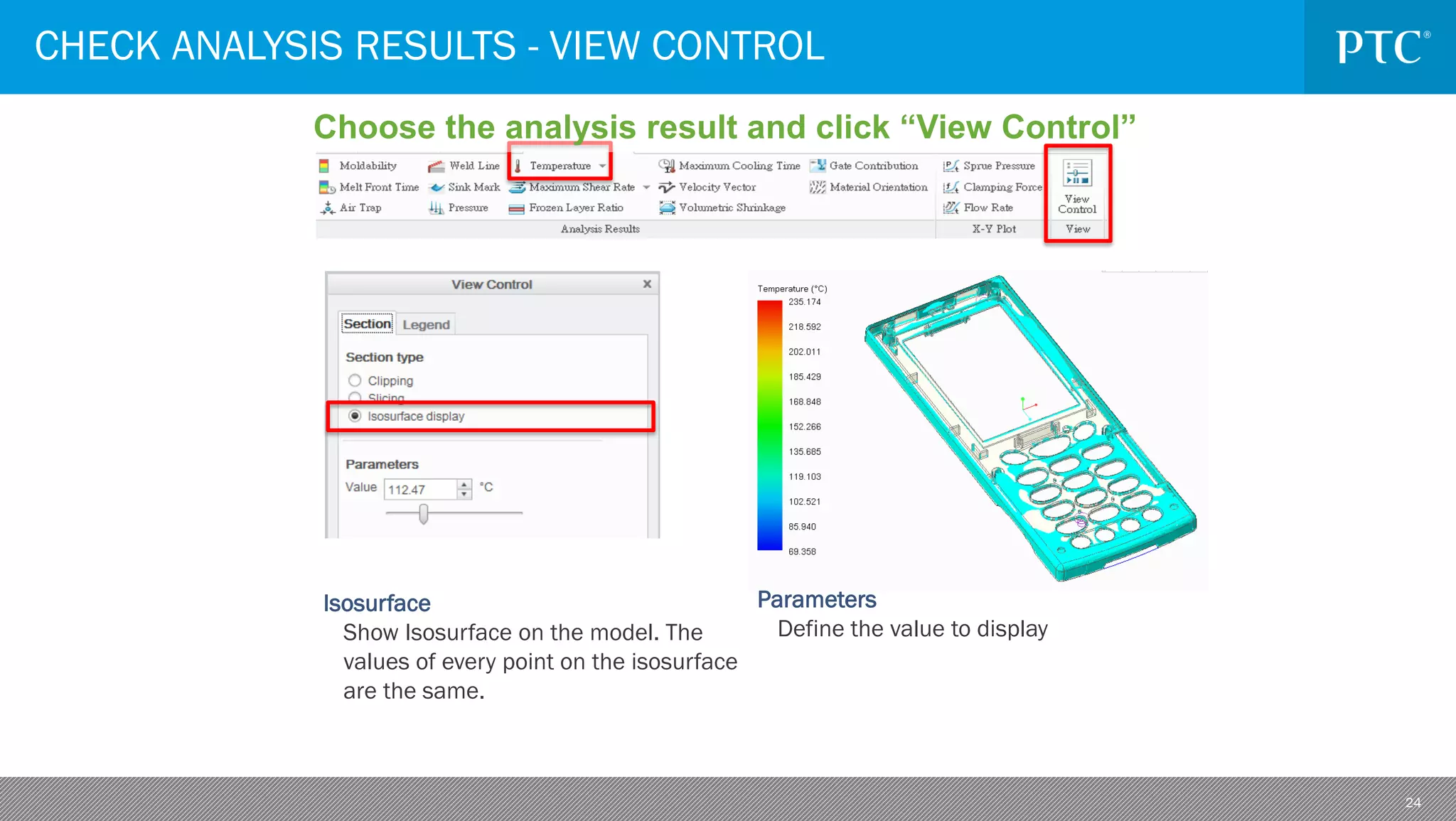
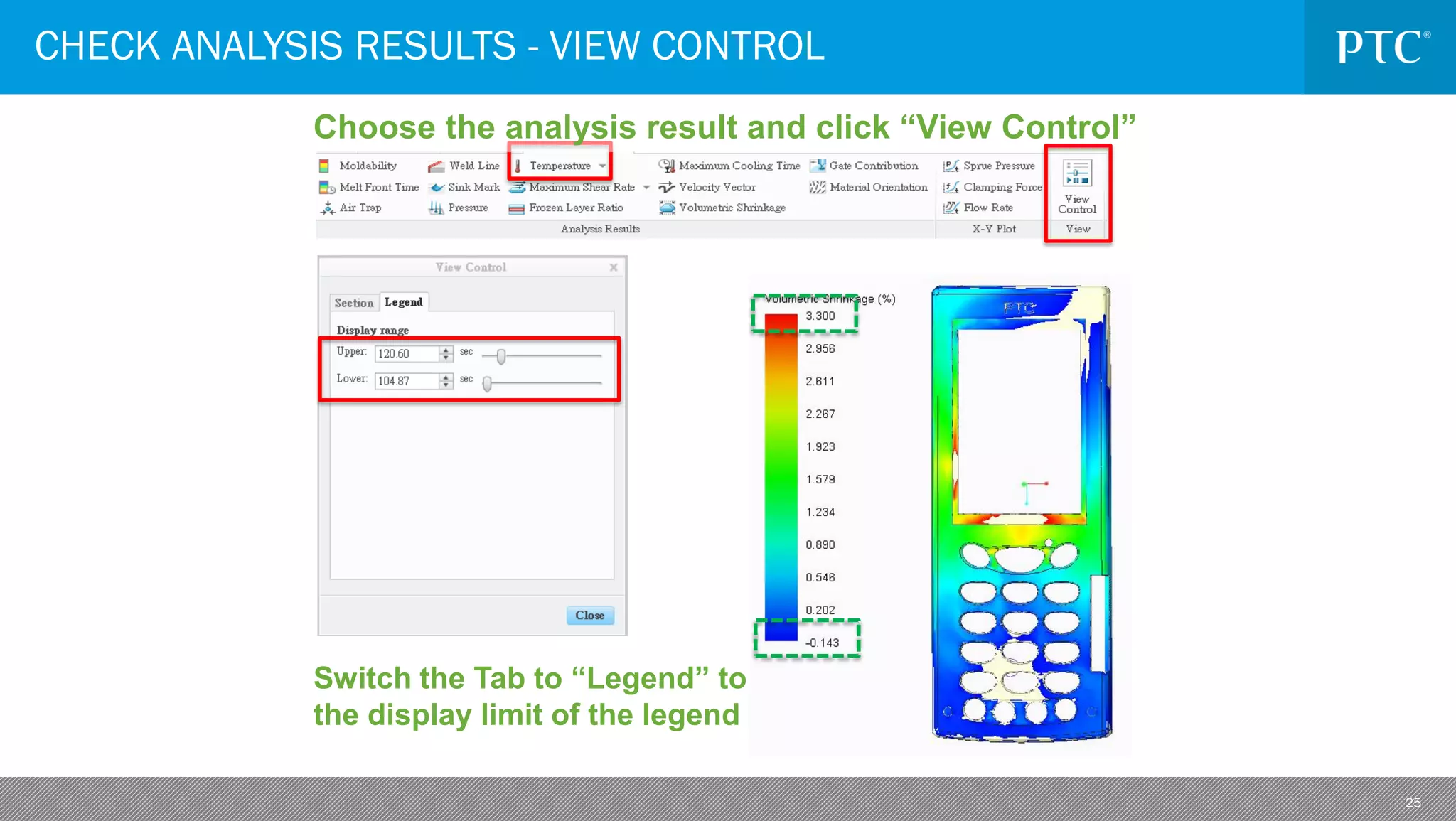
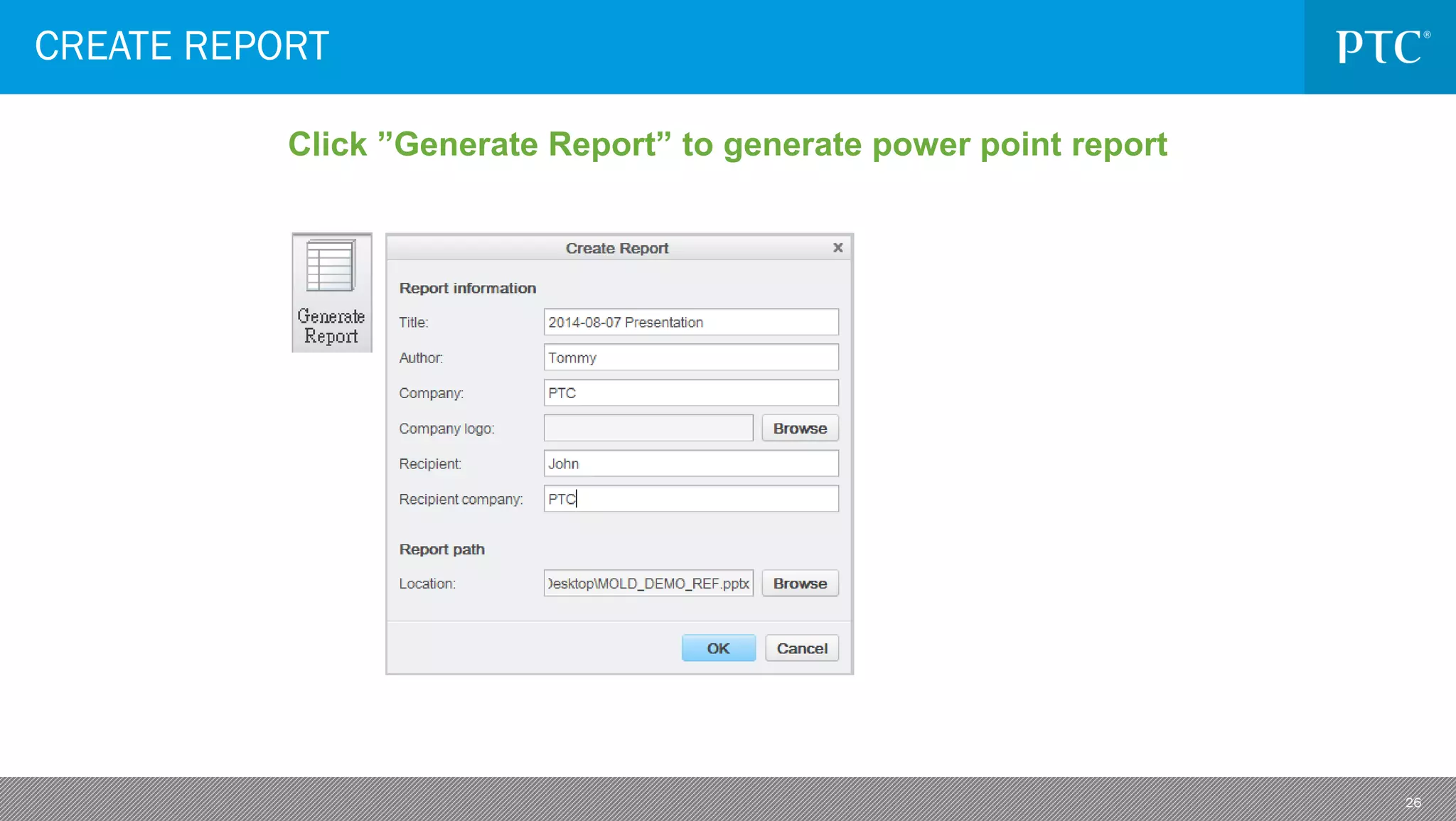
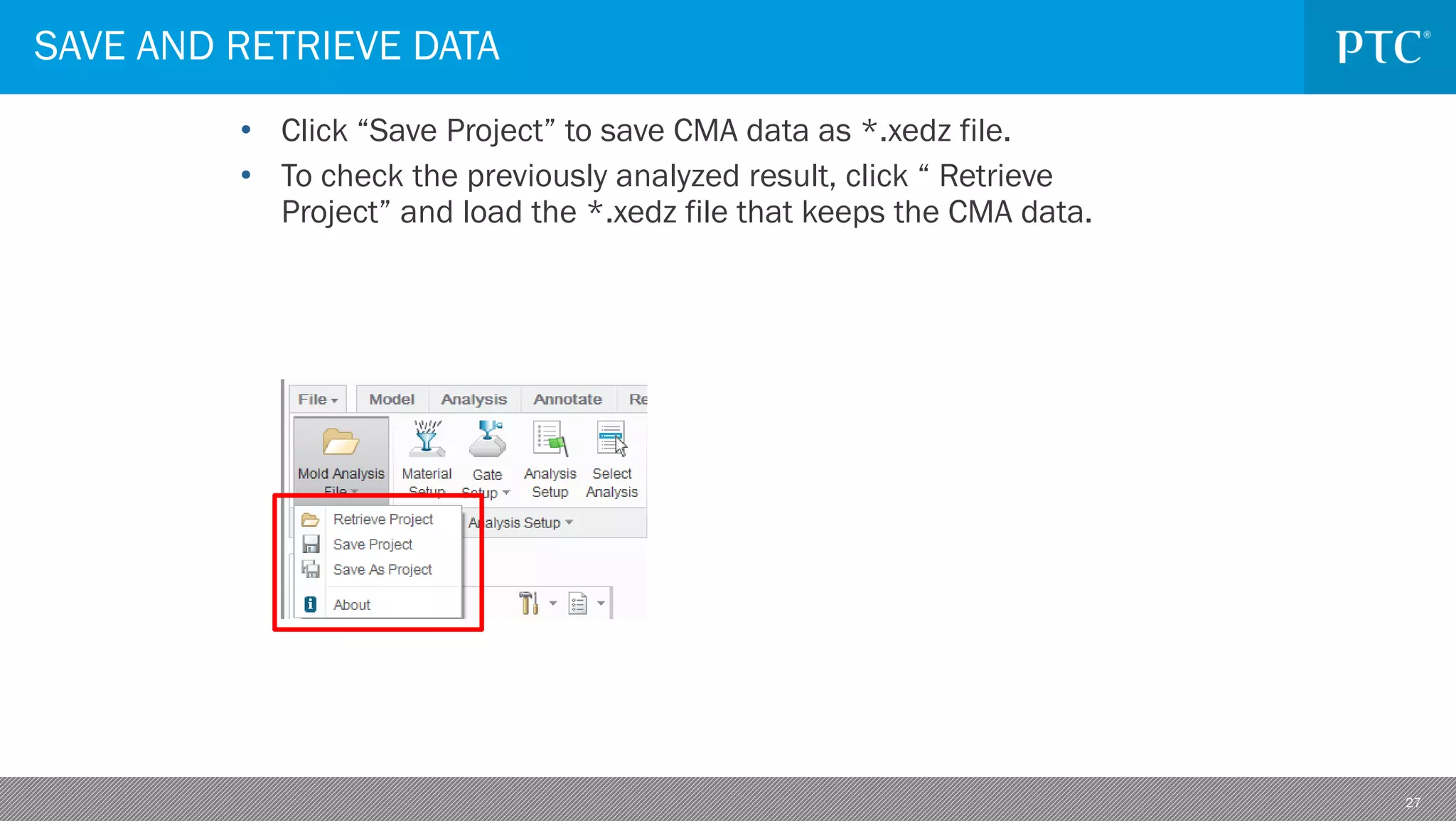
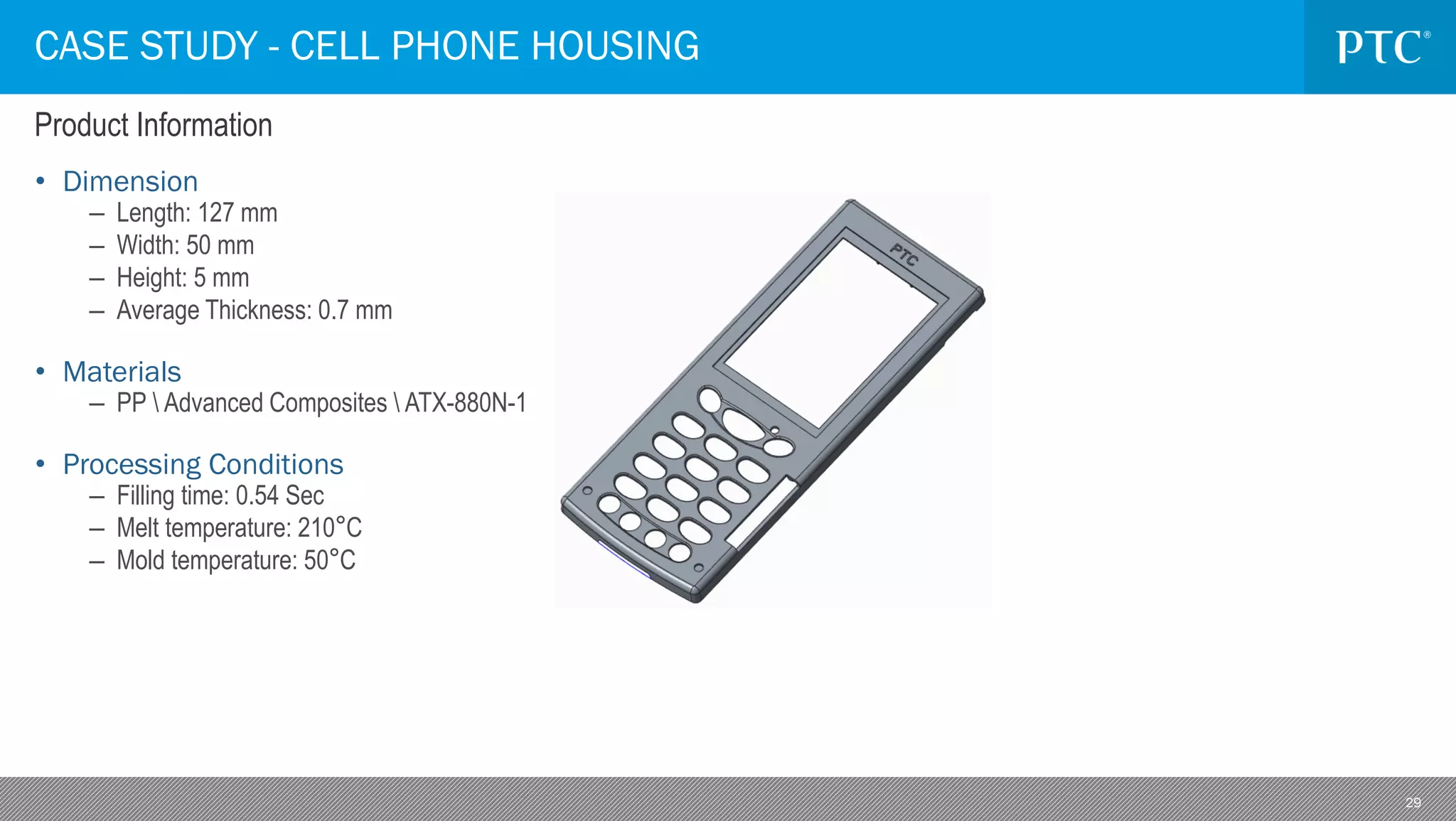
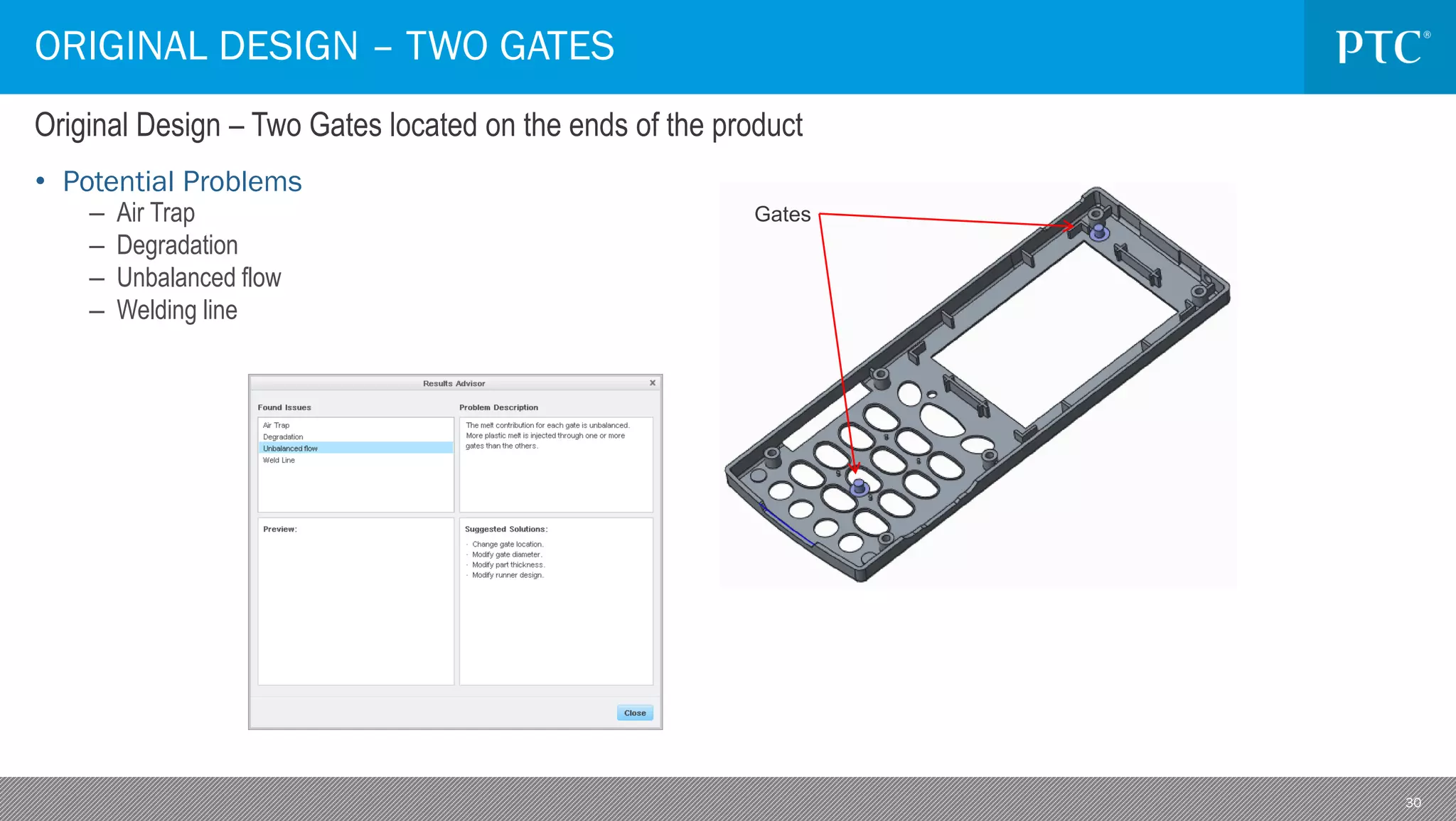
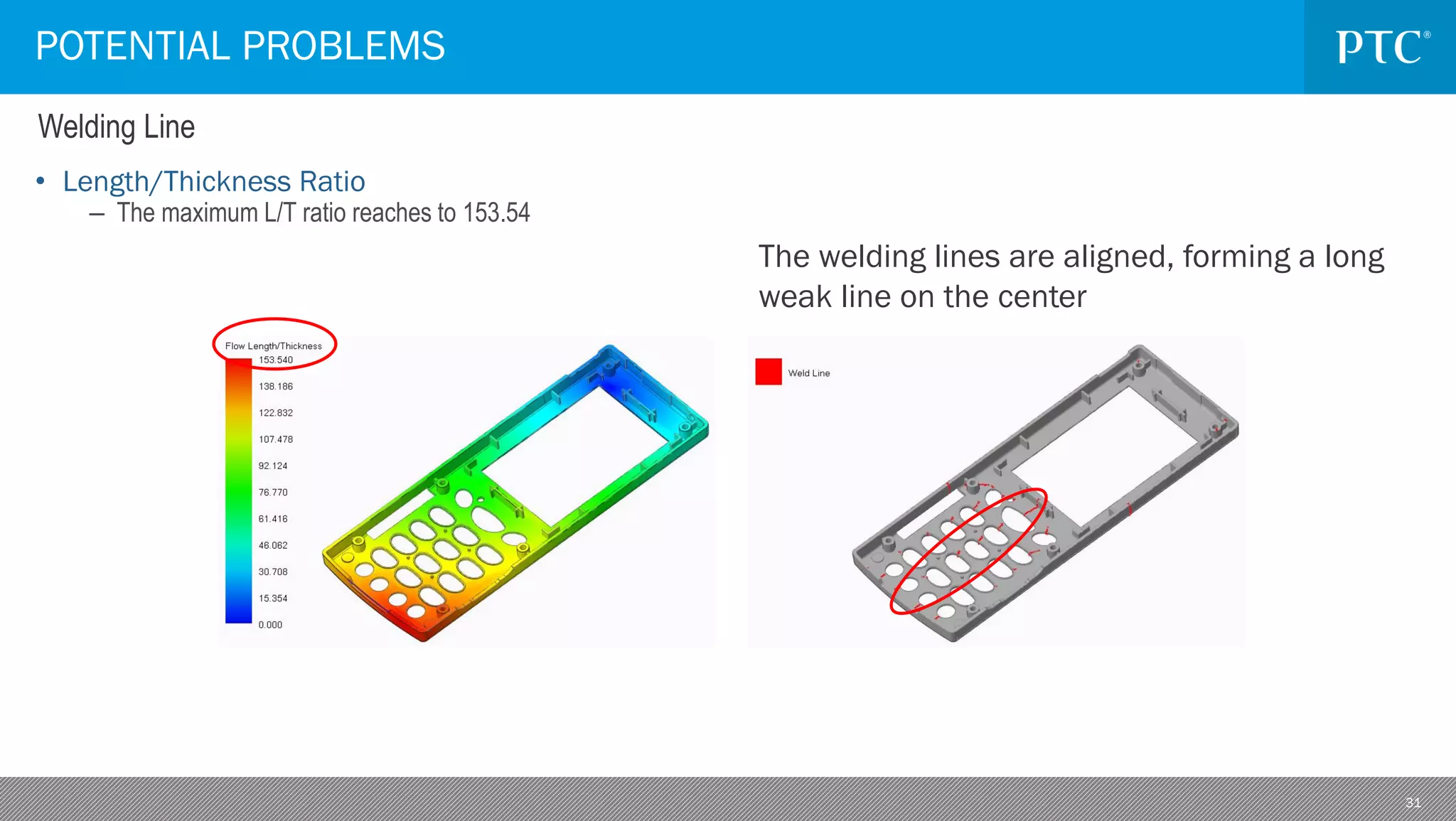
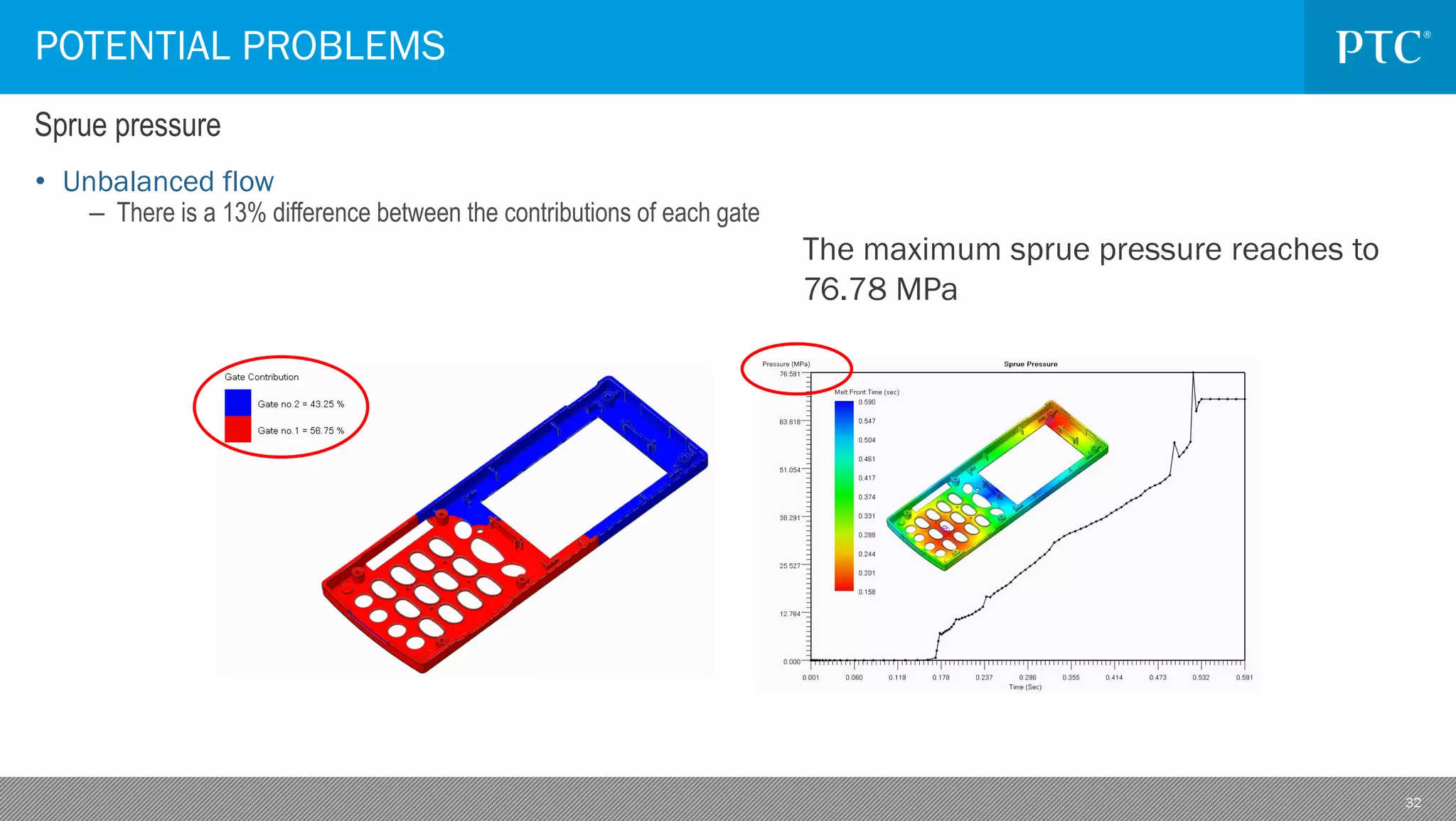
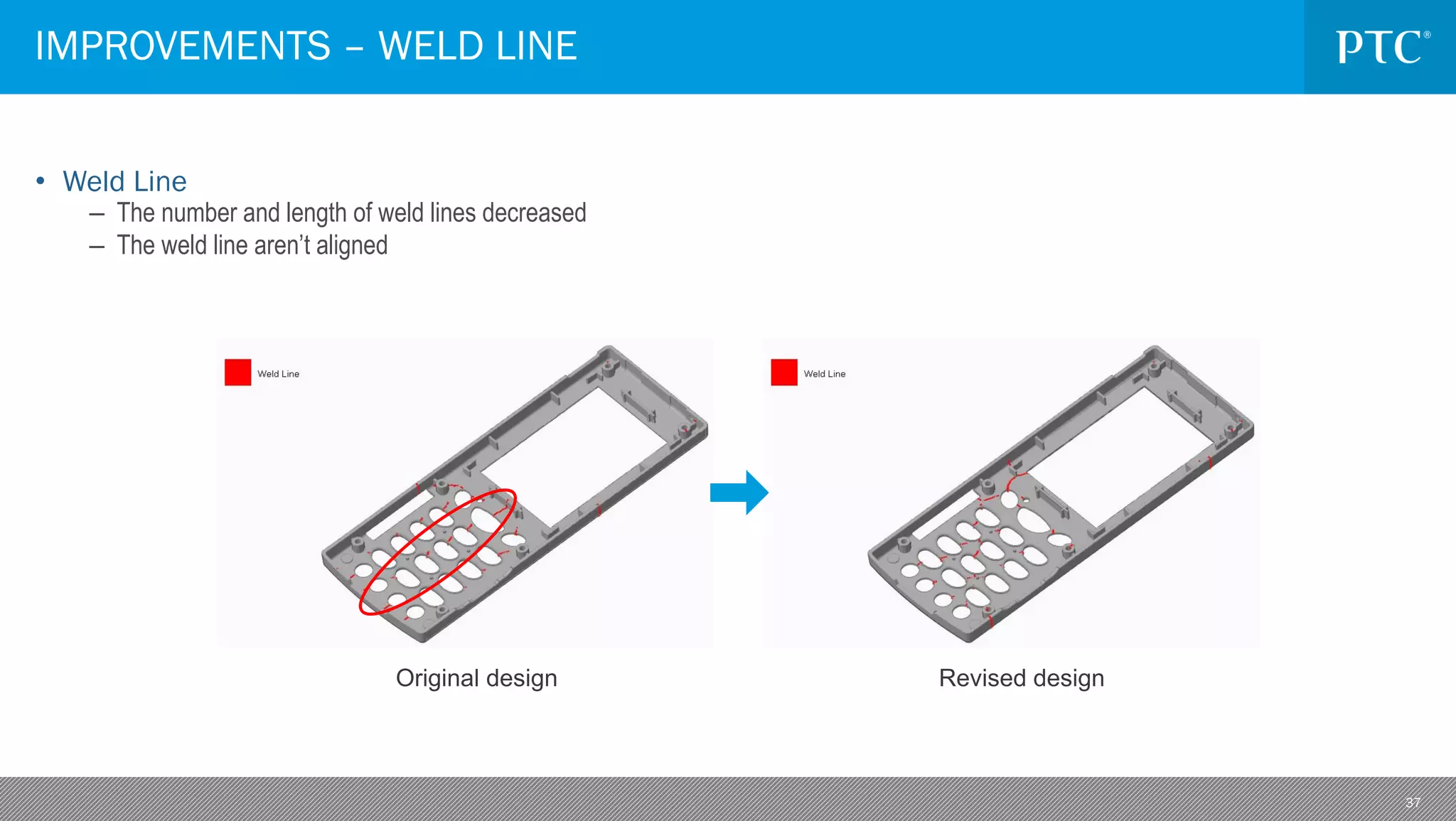
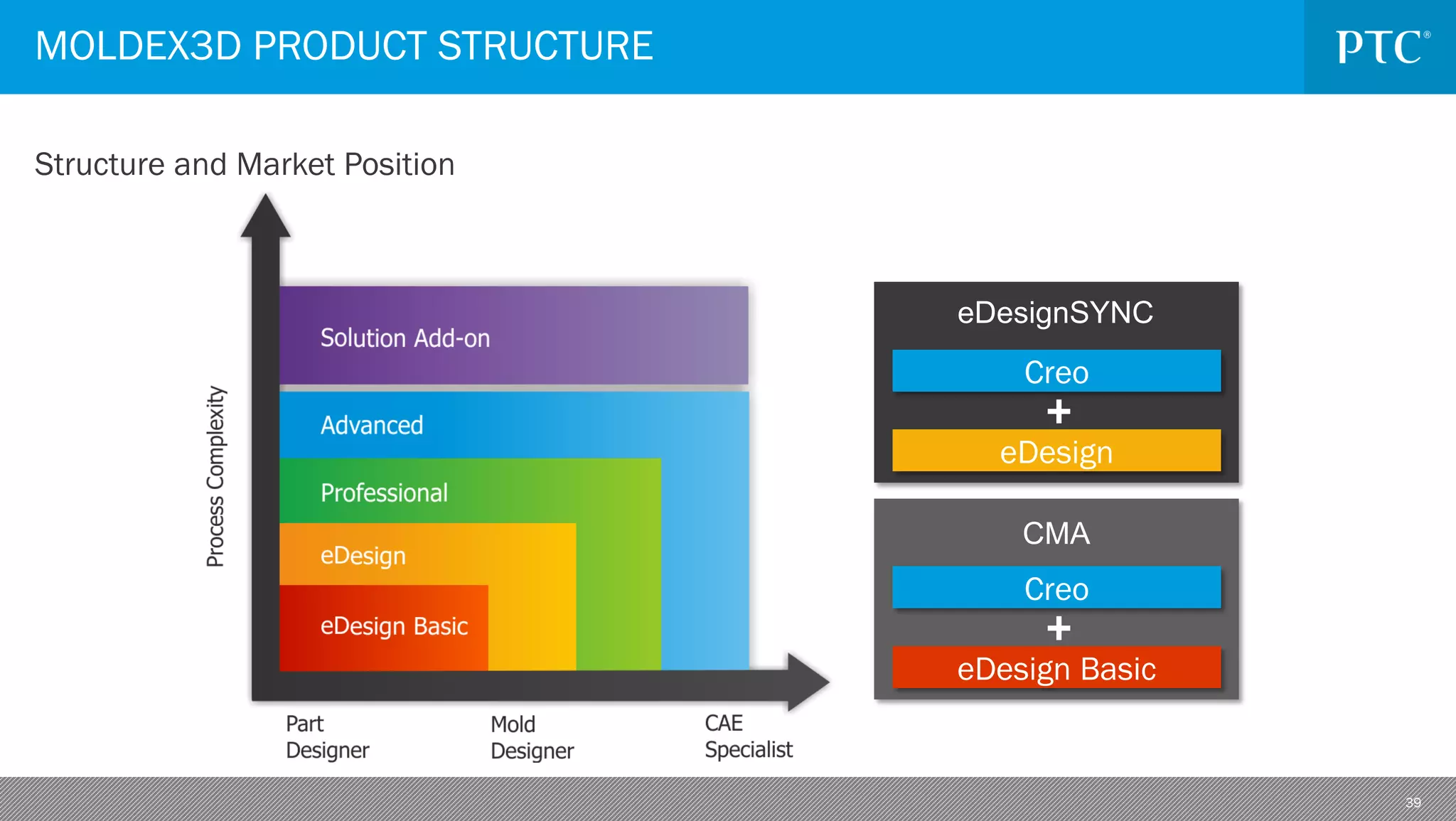
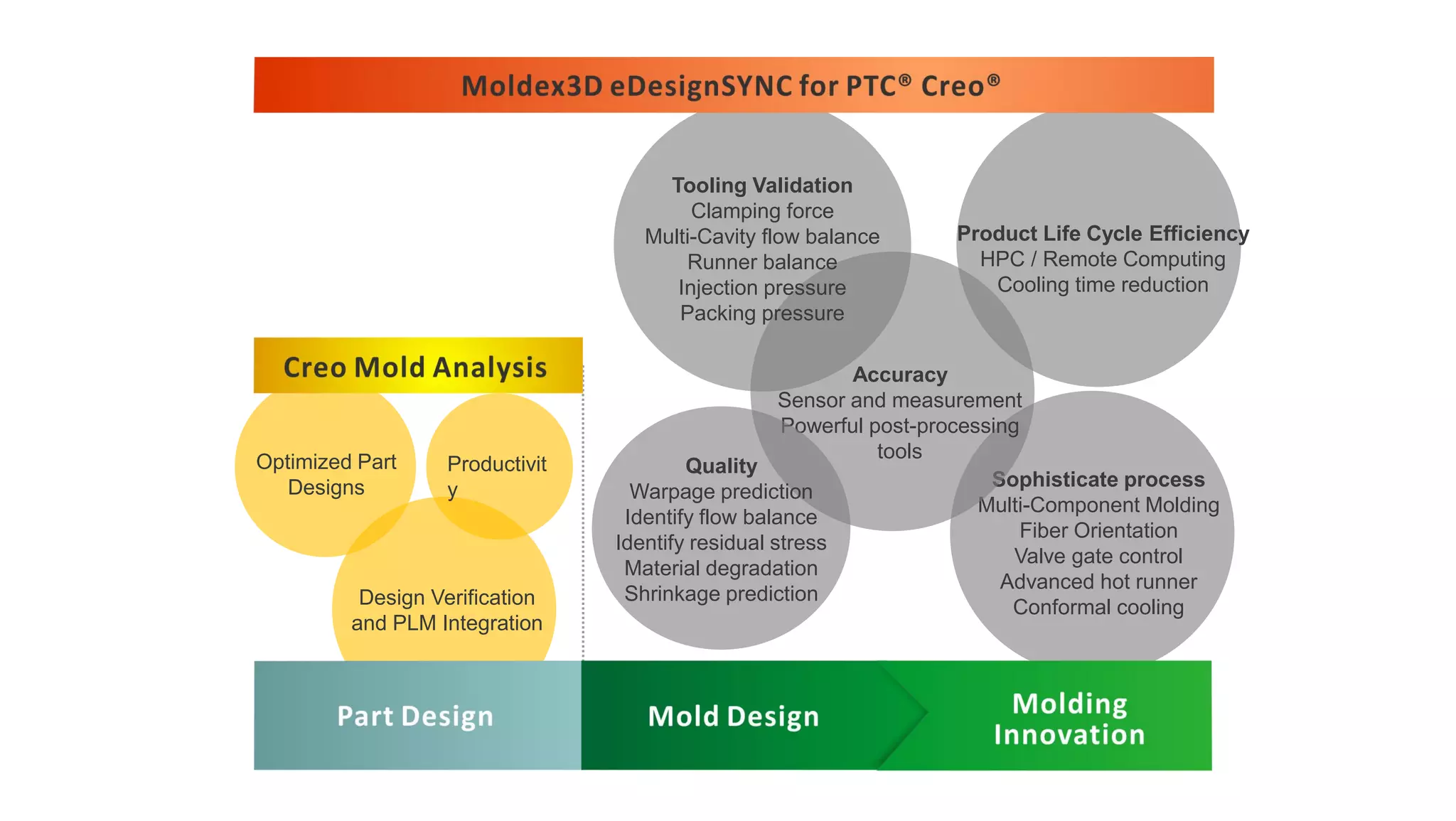
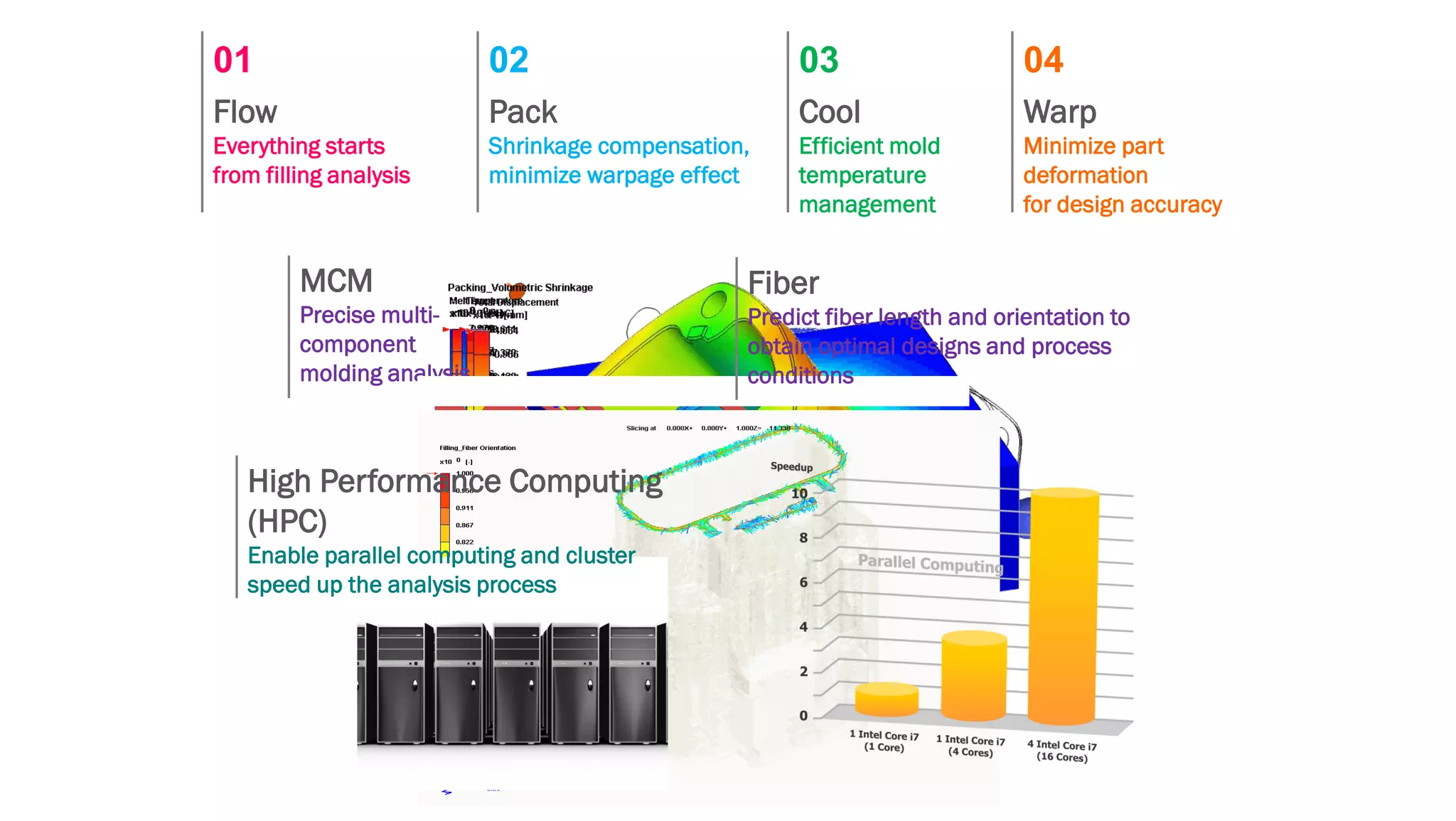
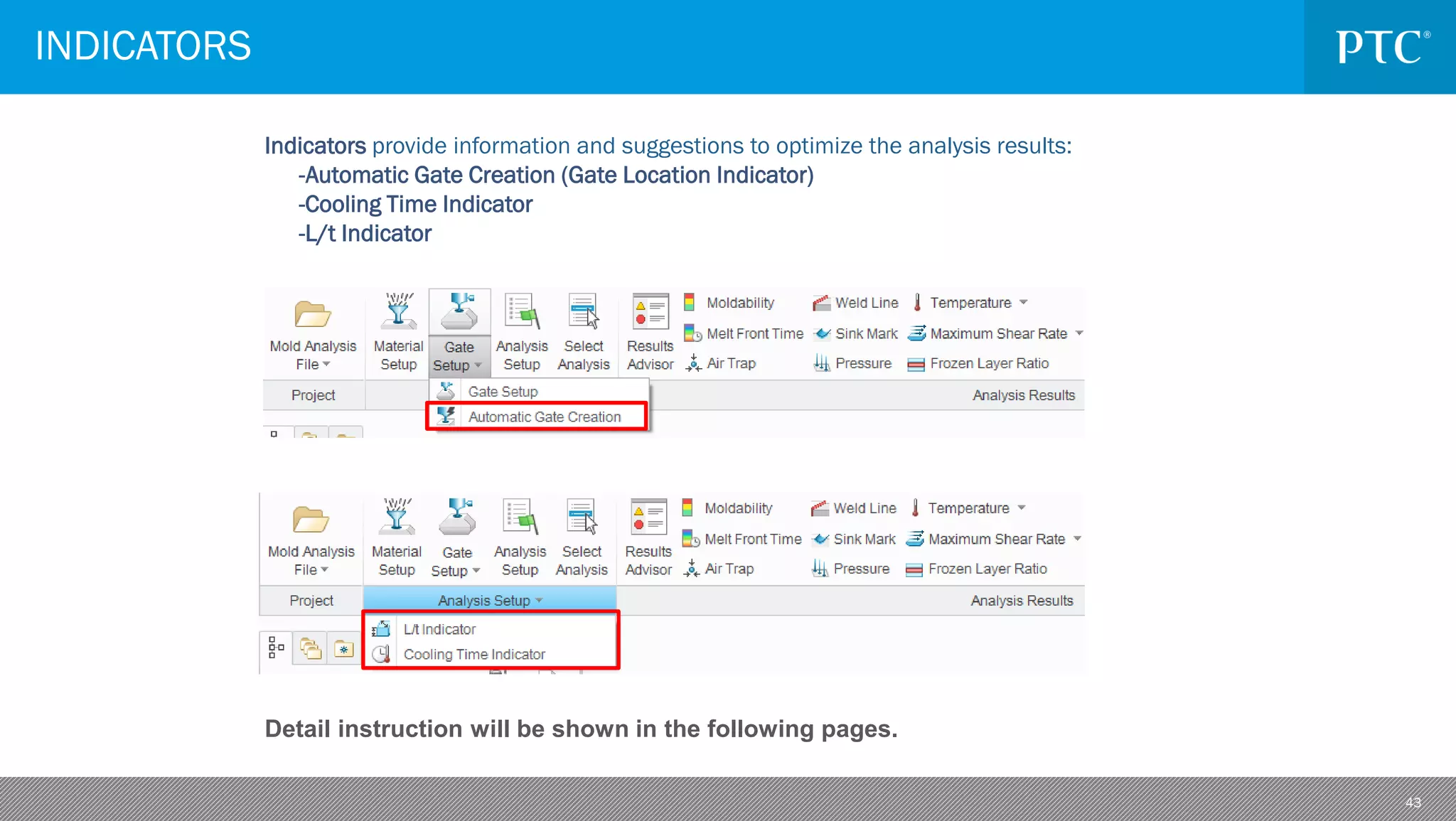
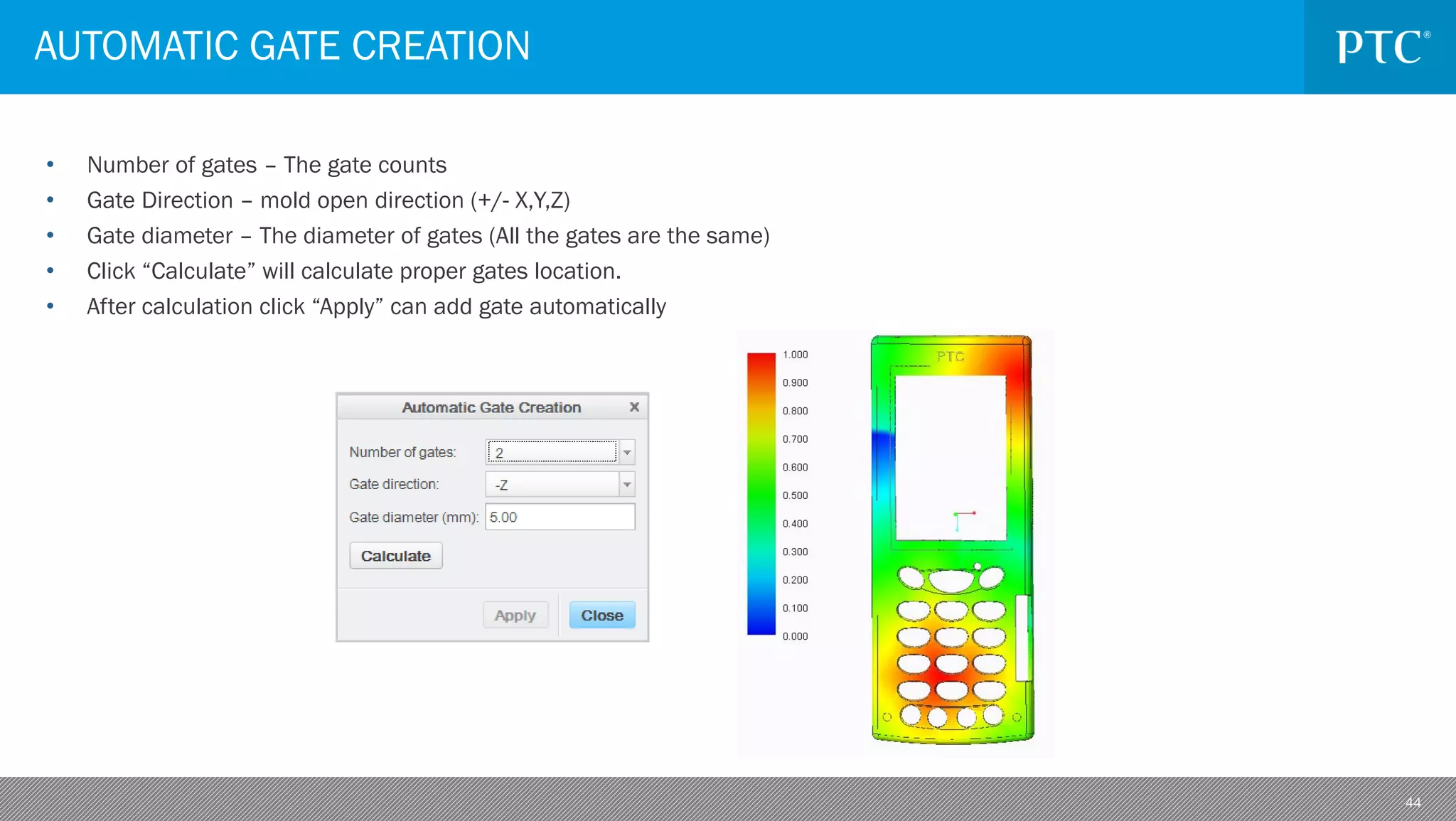
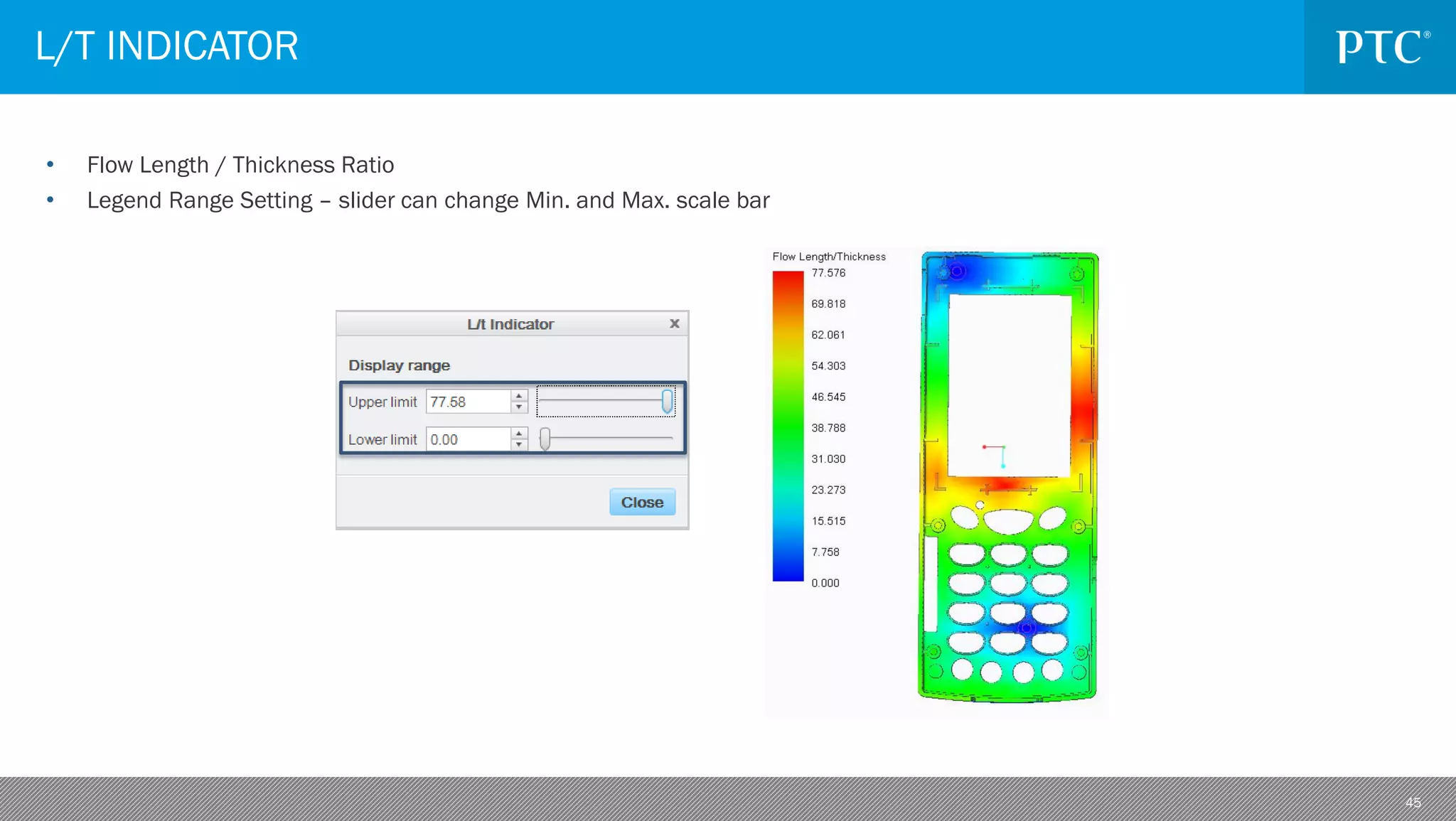
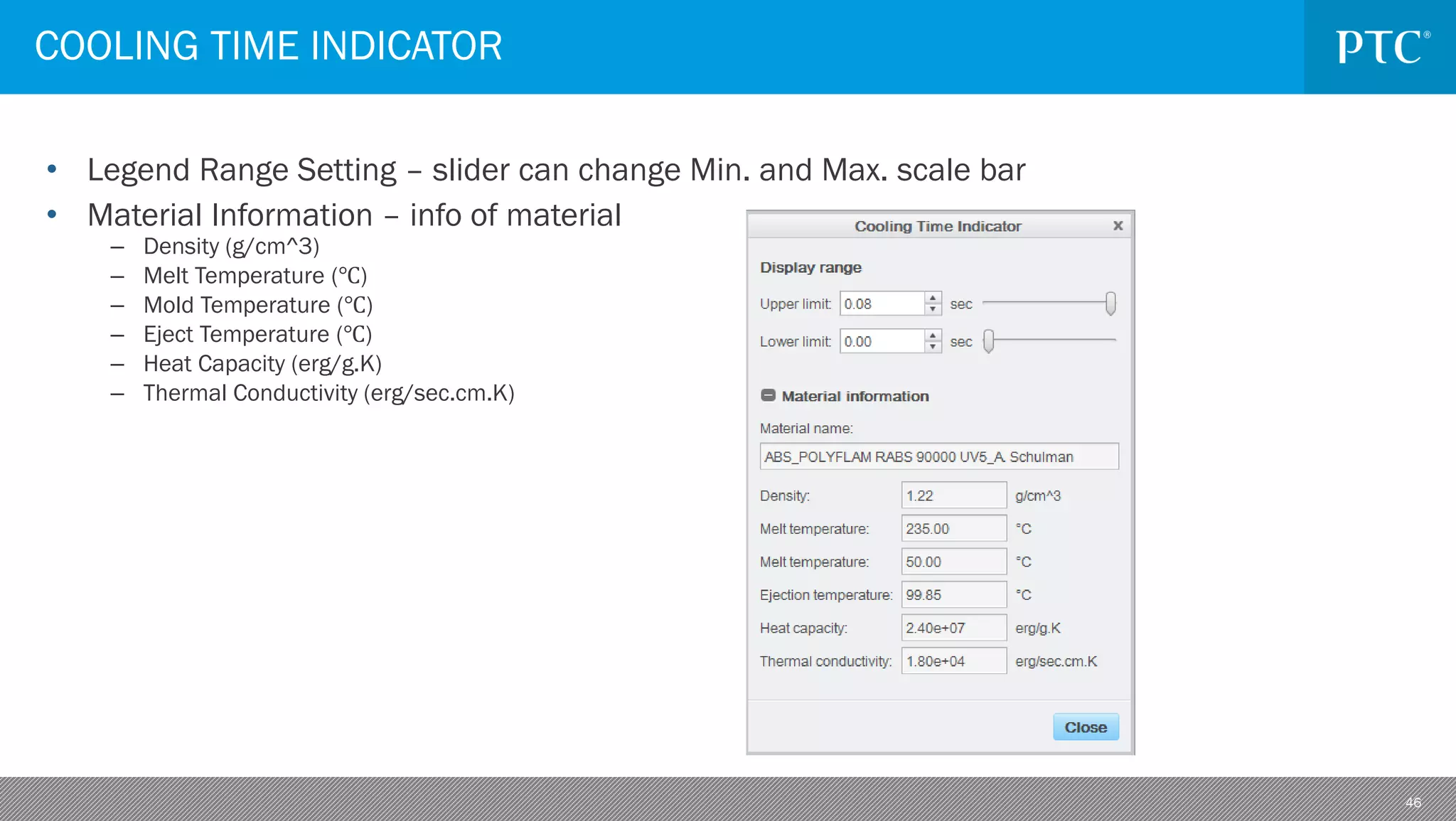
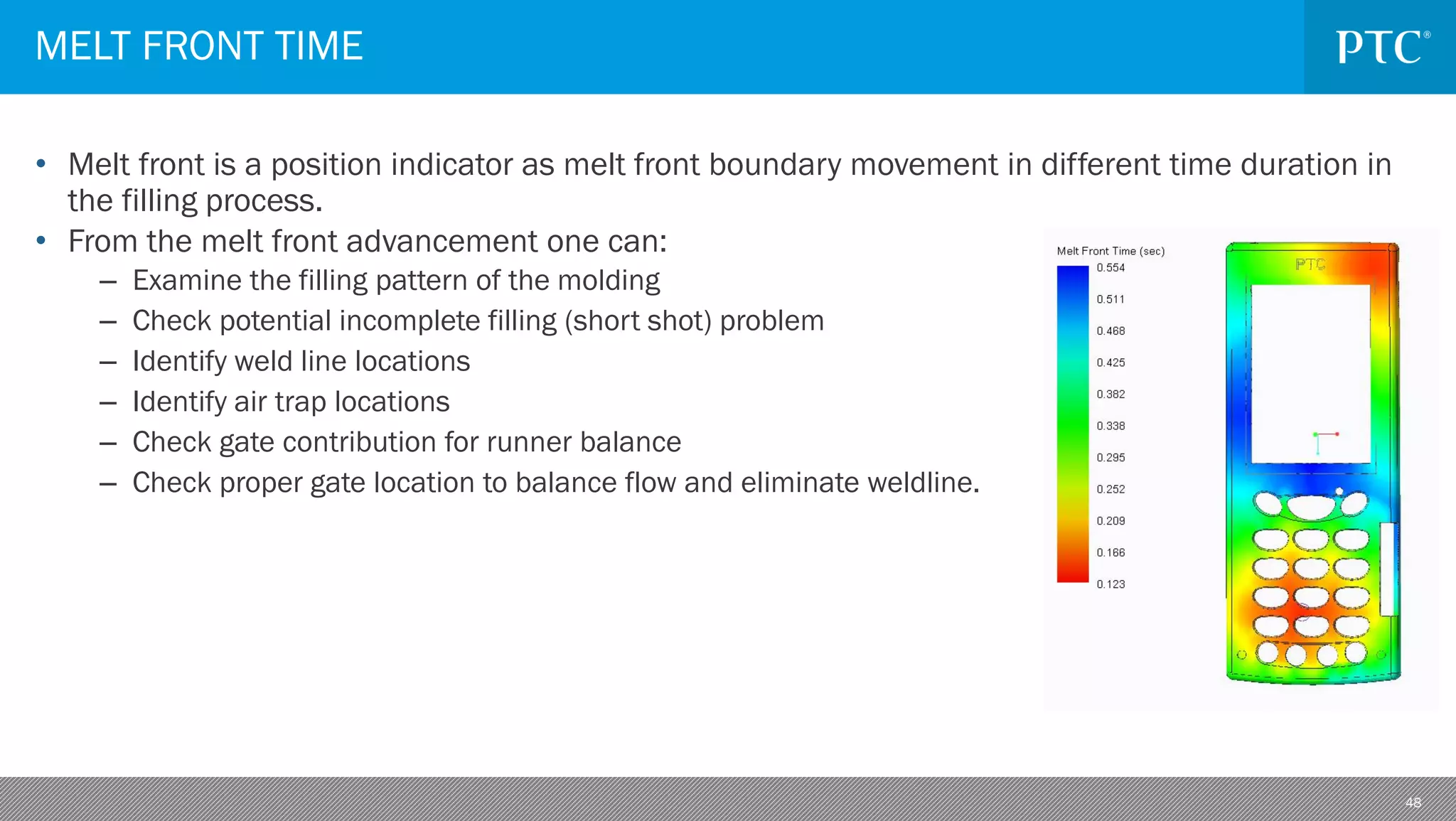
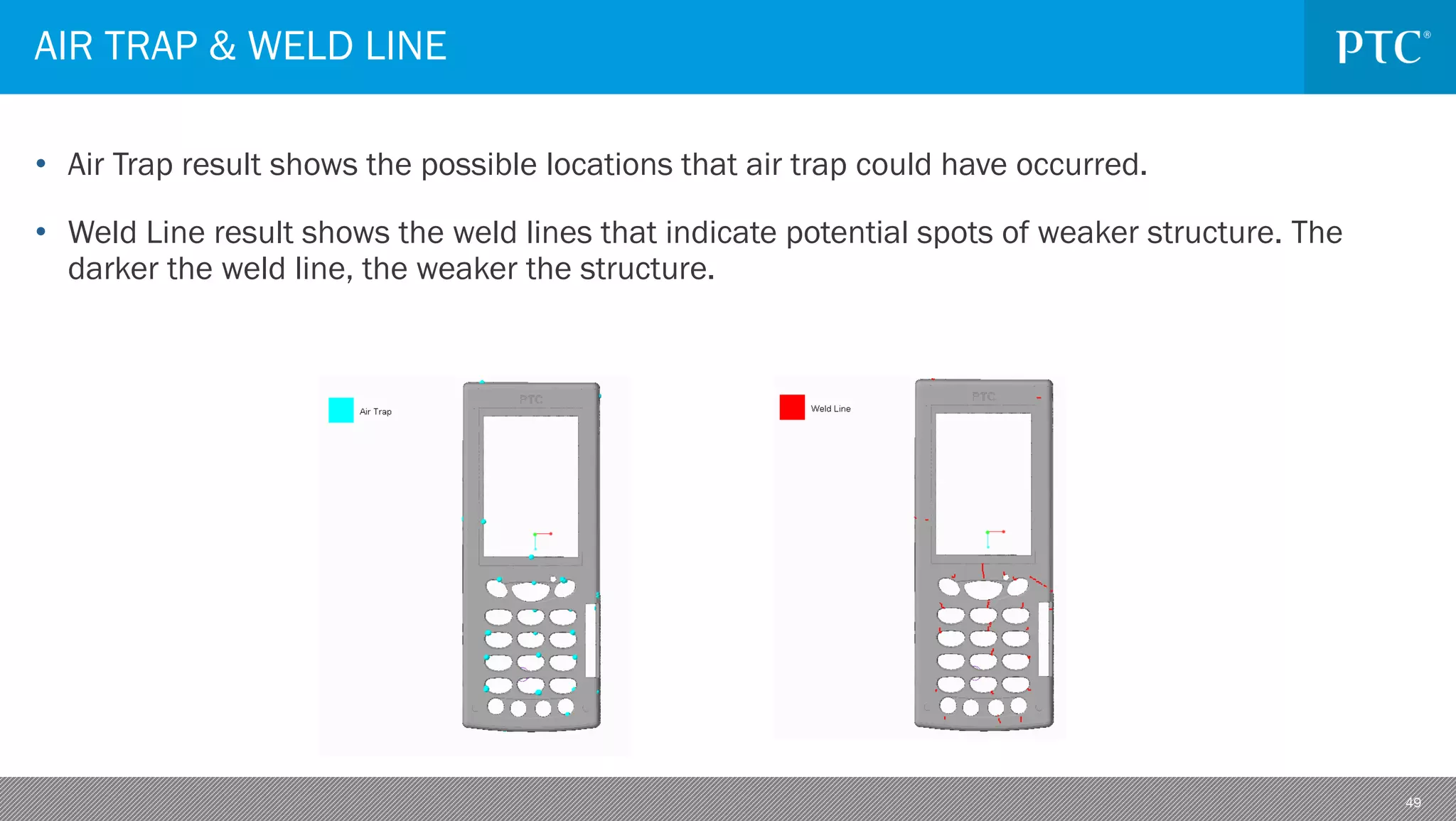
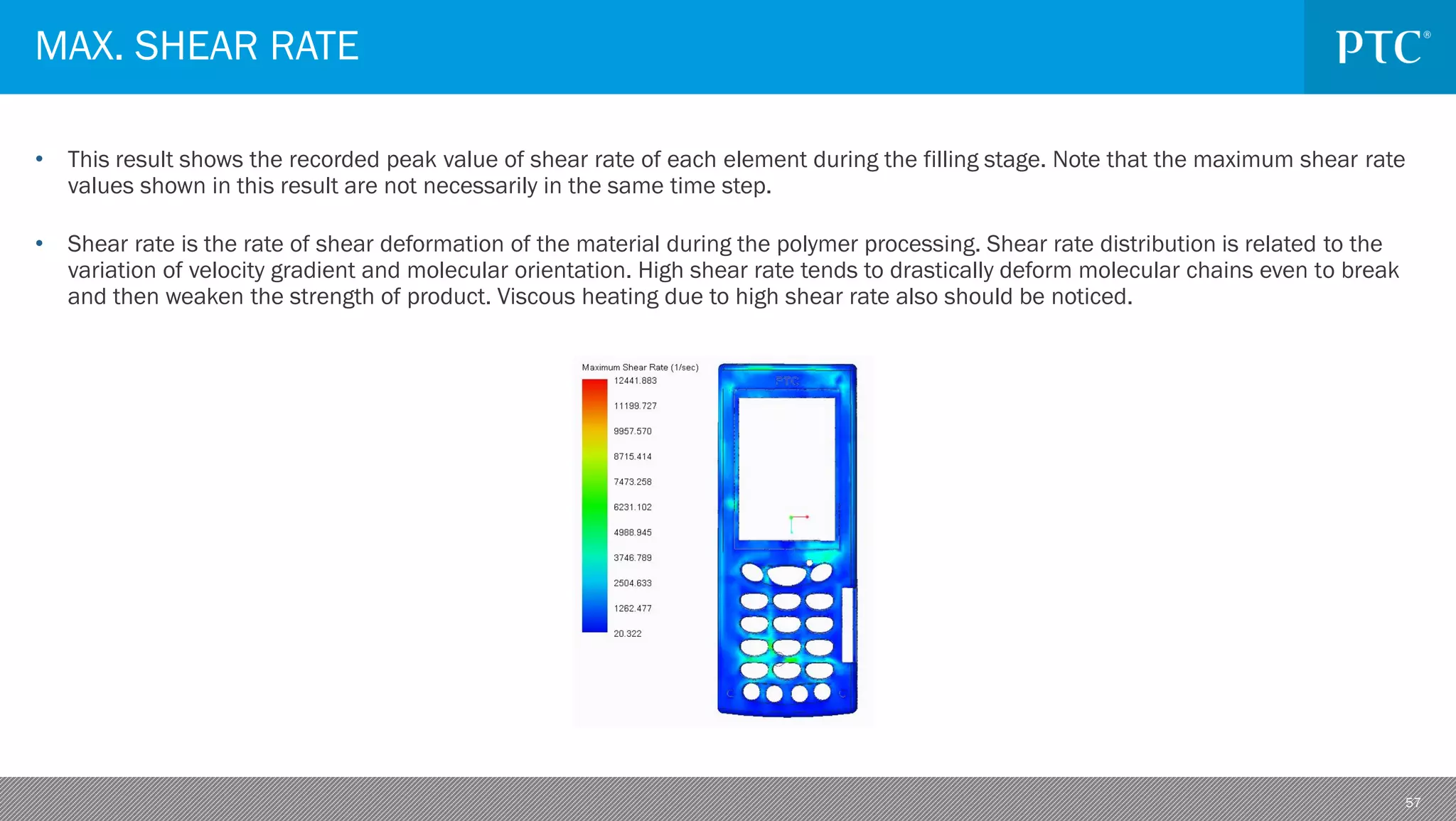
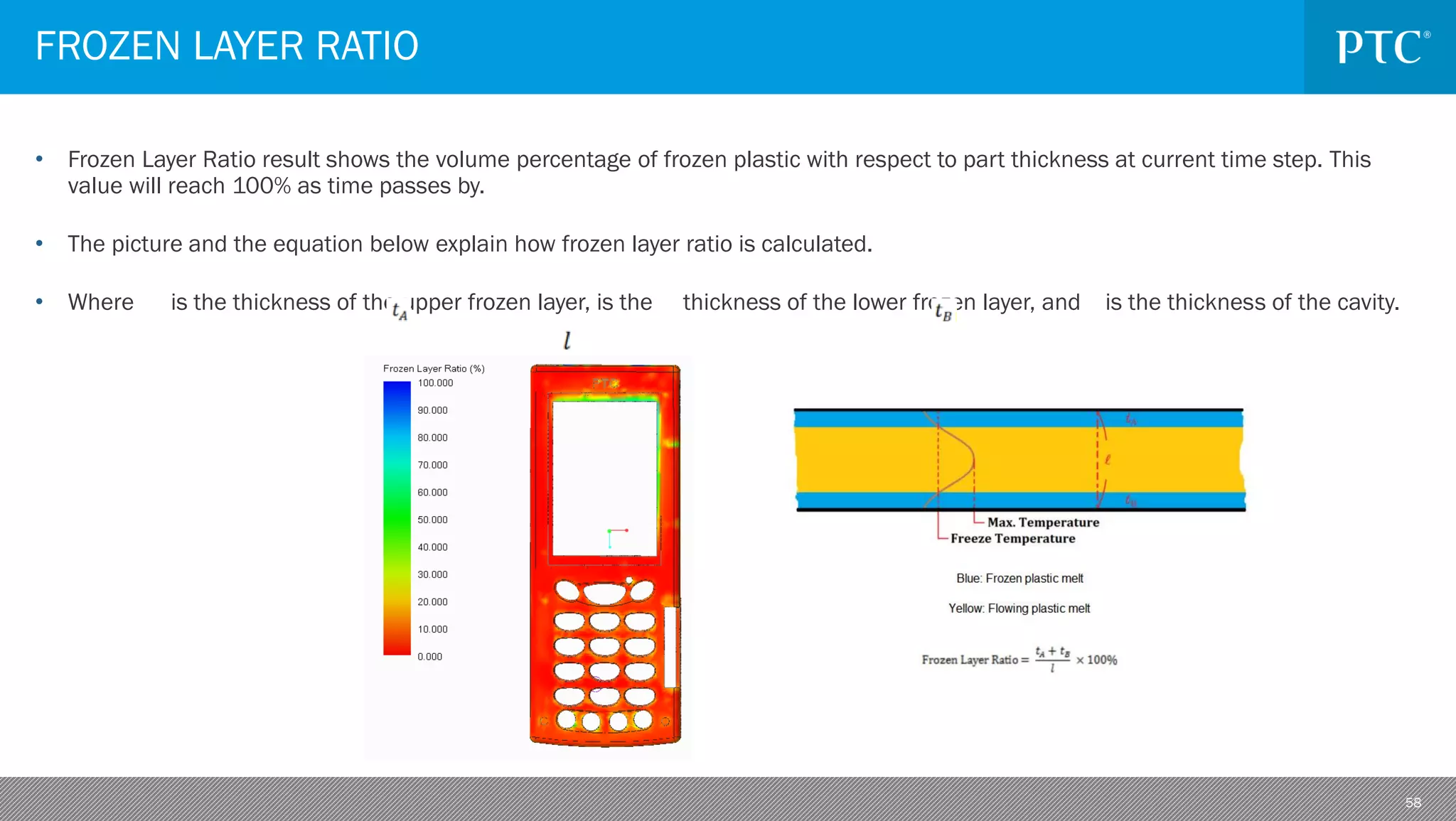
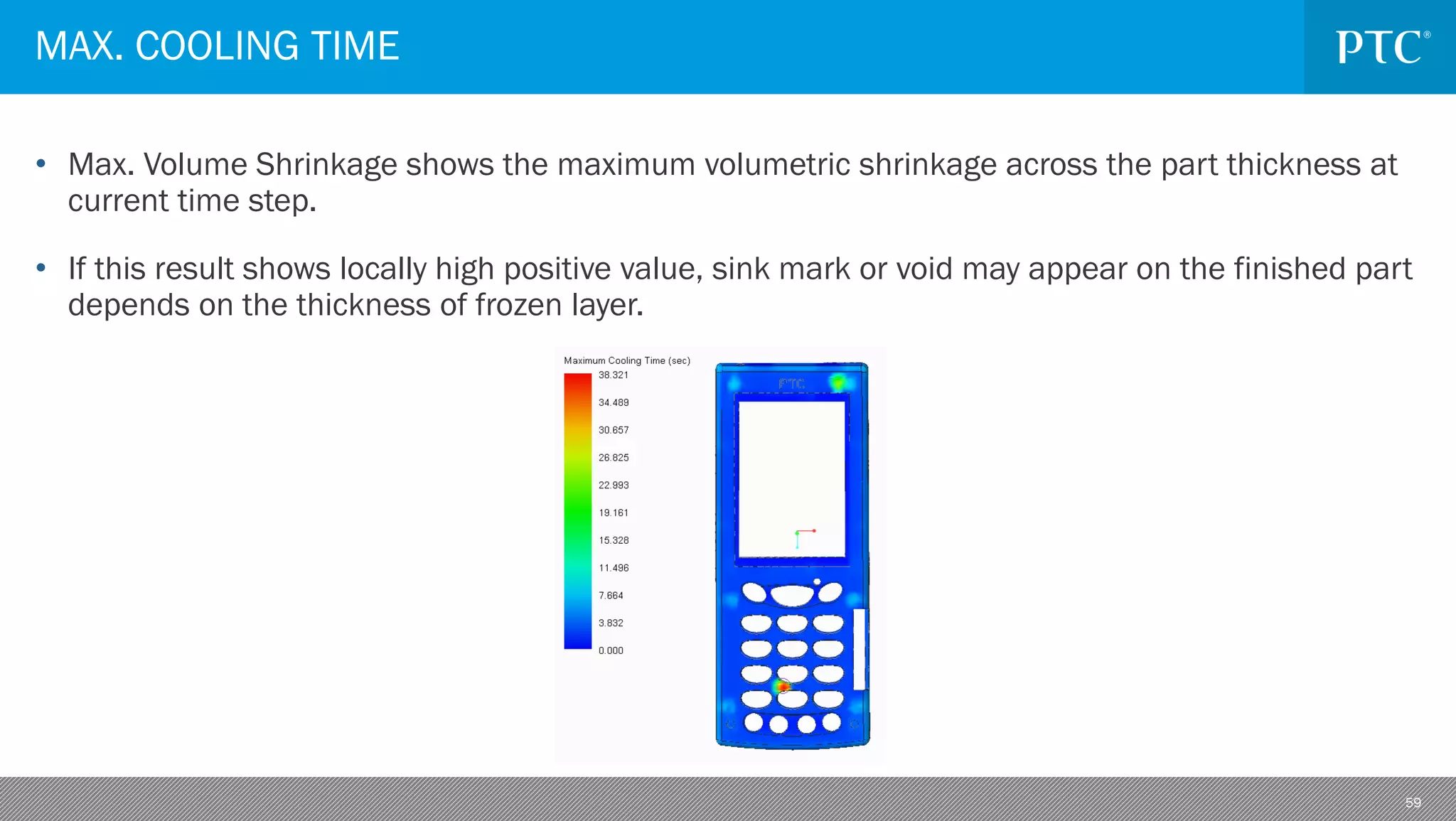
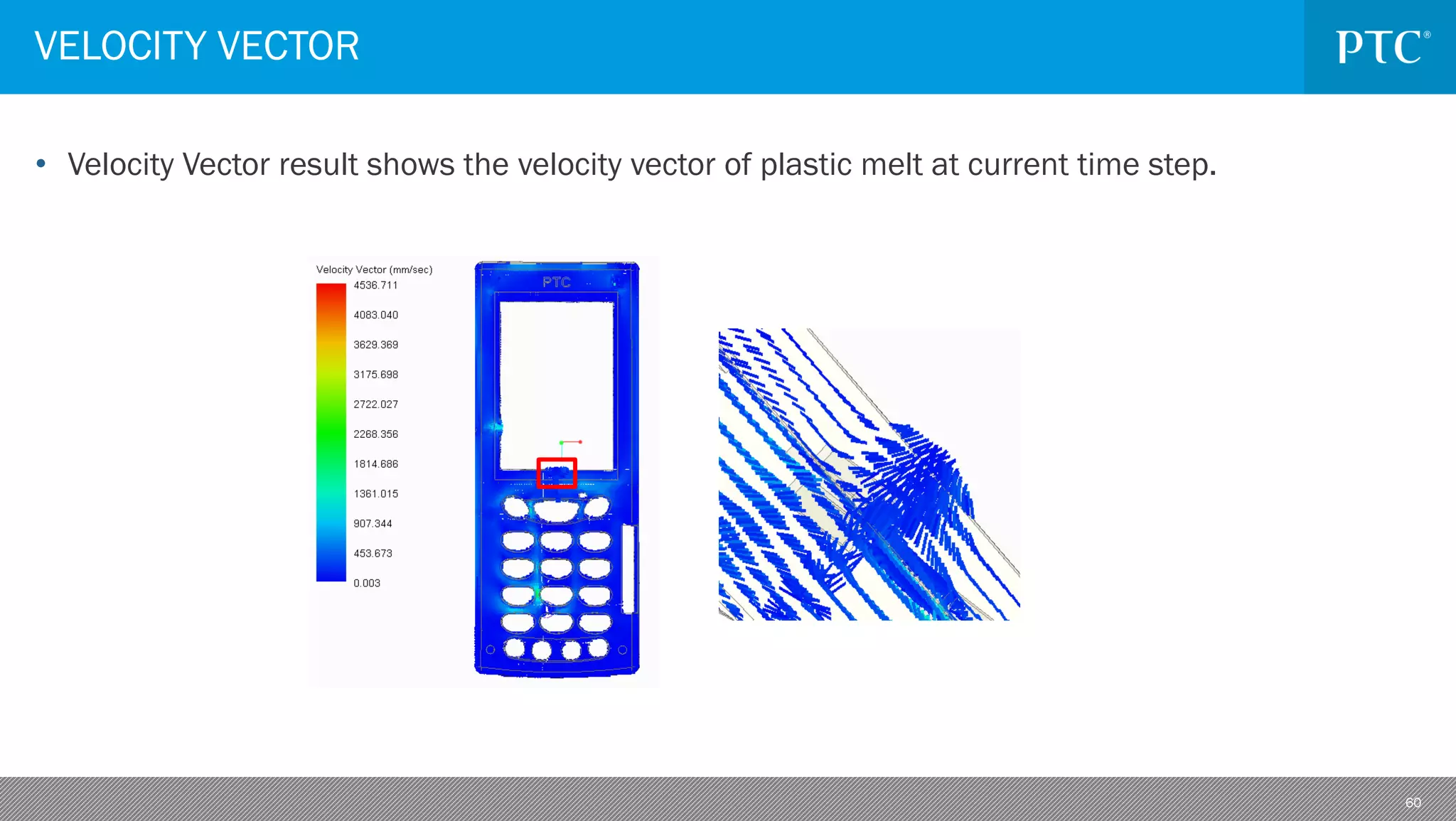
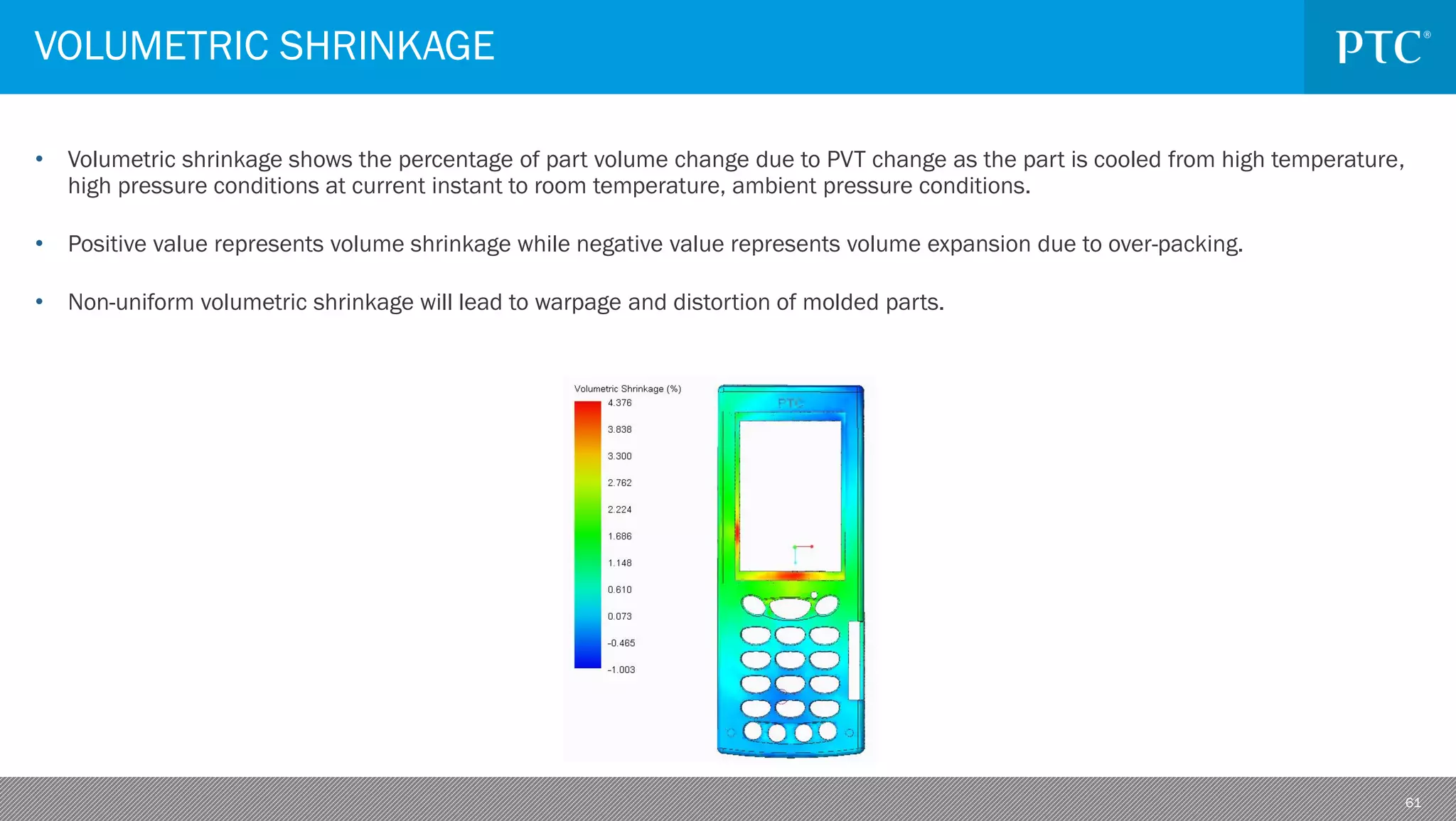
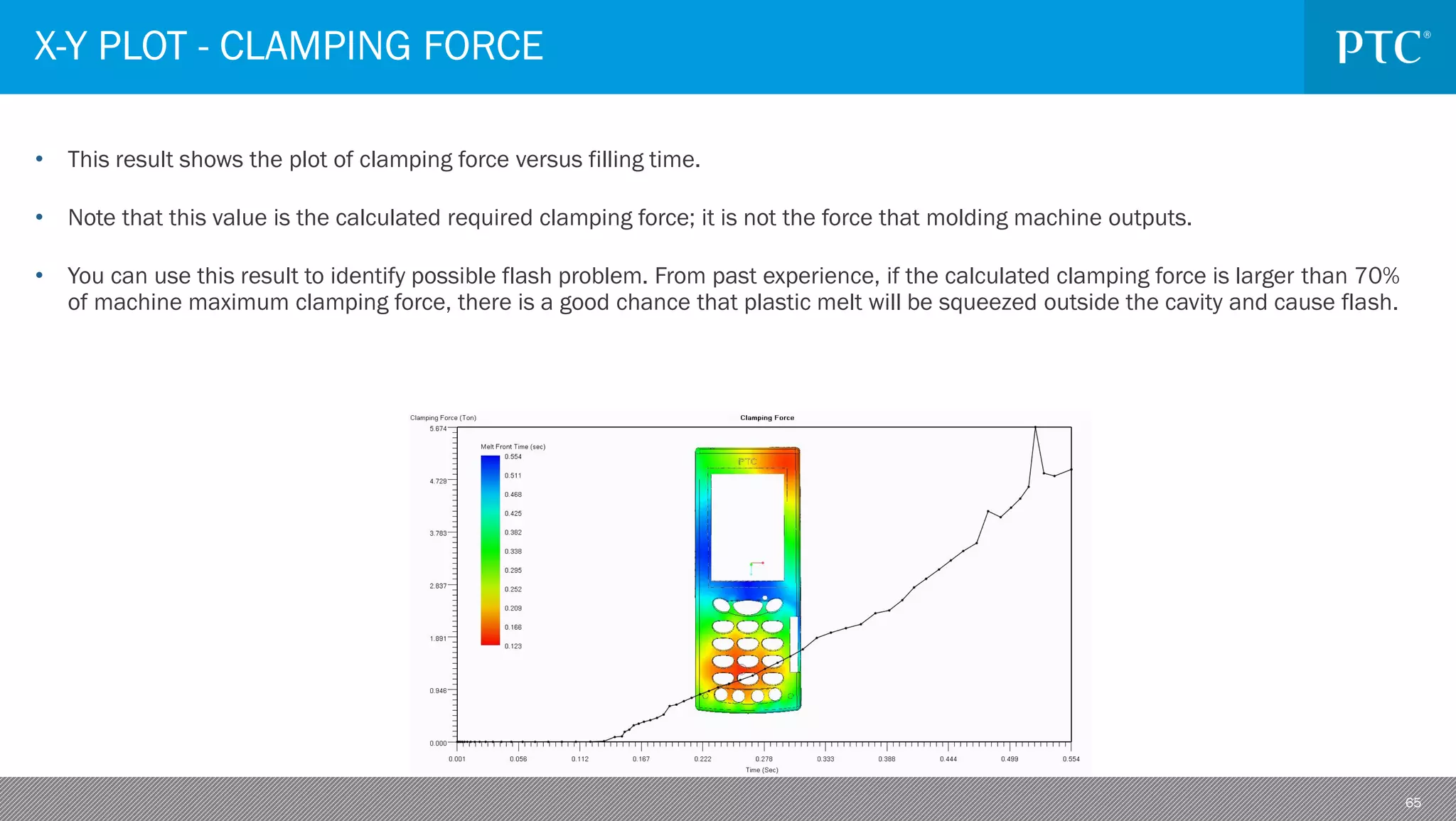
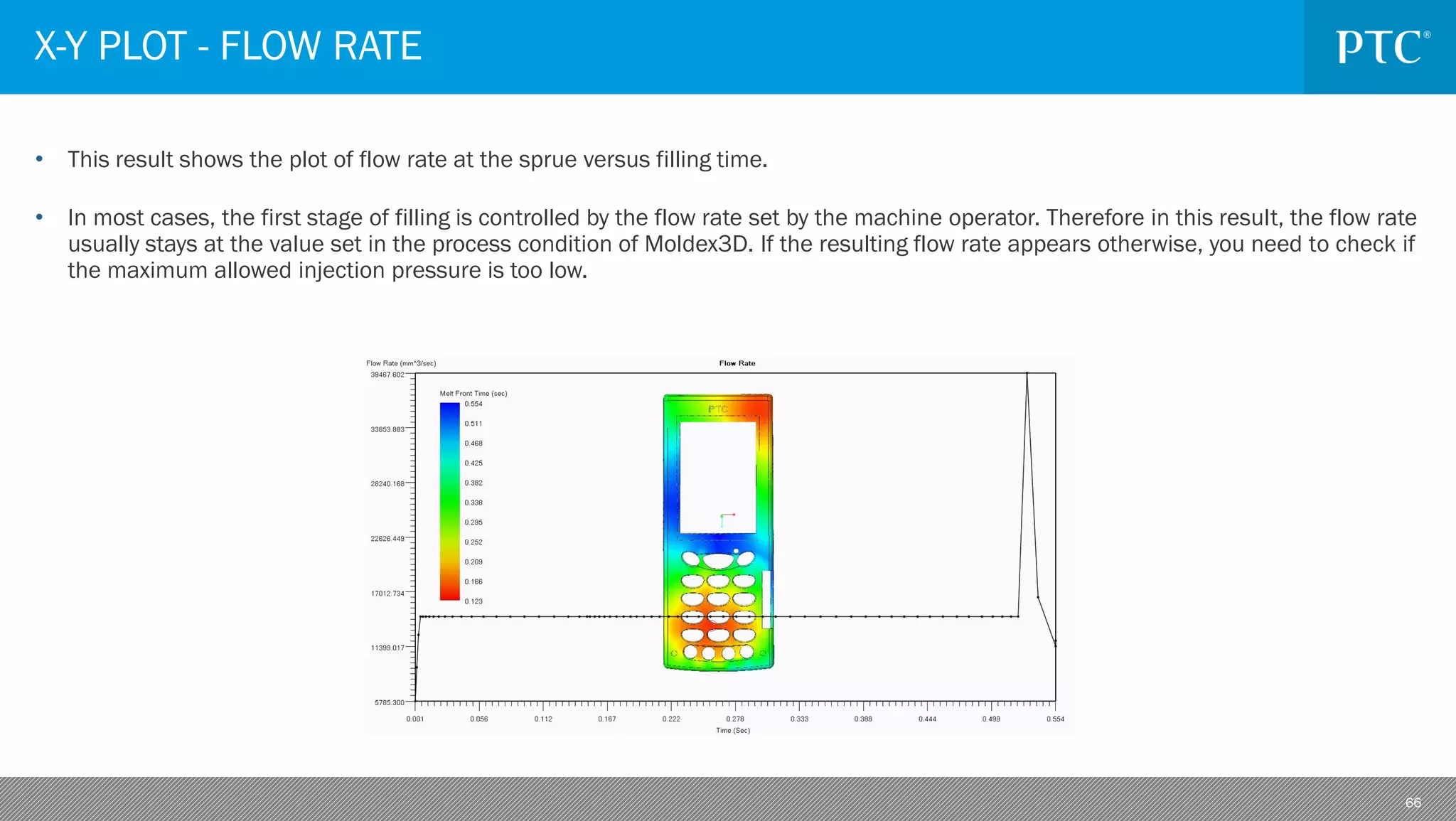


This document provides an overview of PTC's Creo Mold Analysis (CMA) software for injection molding simulation. It discusses injection molding processes, the CMA user interface and workflow, and provides a case study example of simulating a cell phone housing part. Key aspects covered include assigning materials, setting up gates and analysis, reviewing results such as melt front time, air traps, weld lines, and sink marks. The document also summarizes Moldex3D's product portfolio for injection molding simulation and analysis.








































































































![[BROCHURE] Italy Tour Project | @SlideON](https://cdn.slidesharecdn.com/ss_thumbnails/brochure8-251215152319-2805af68-thumbnail.jpg?width=640&height=640&fit=bounds)