Downloaded 125 times




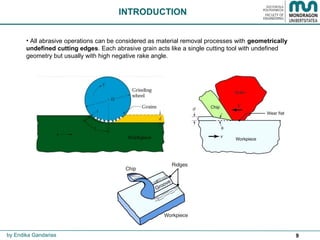
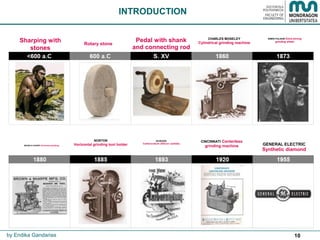





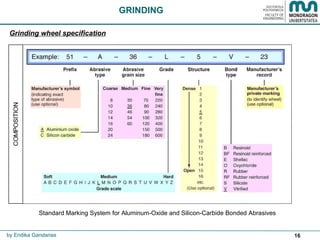



















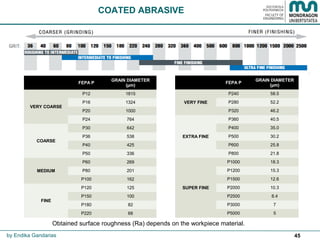


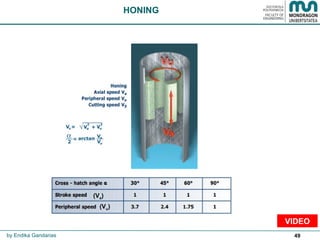


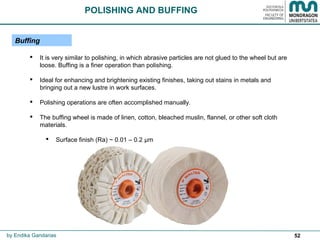


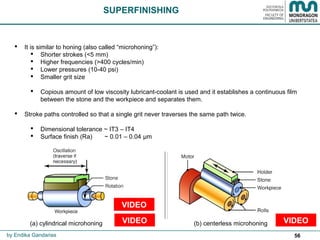

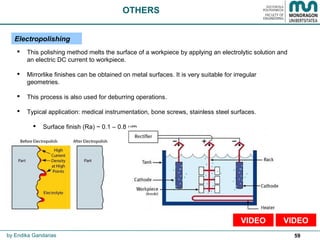










The document discusses various abrasive technologies used for finishing surfaces, including grinding, honing, polishing, lapping, and others. It covers the principles, processes, equipment, and applications for each technology. Key abrasive processes covered include grinding (flat, cylindrical, centerless), honing, polishing, lapping, and emerging techniques like abrasive flow machining and chemical mechanical polishing. The document provides an overview of abrasive machining as an important finishing technique.









































































































