Downloaded 33 times

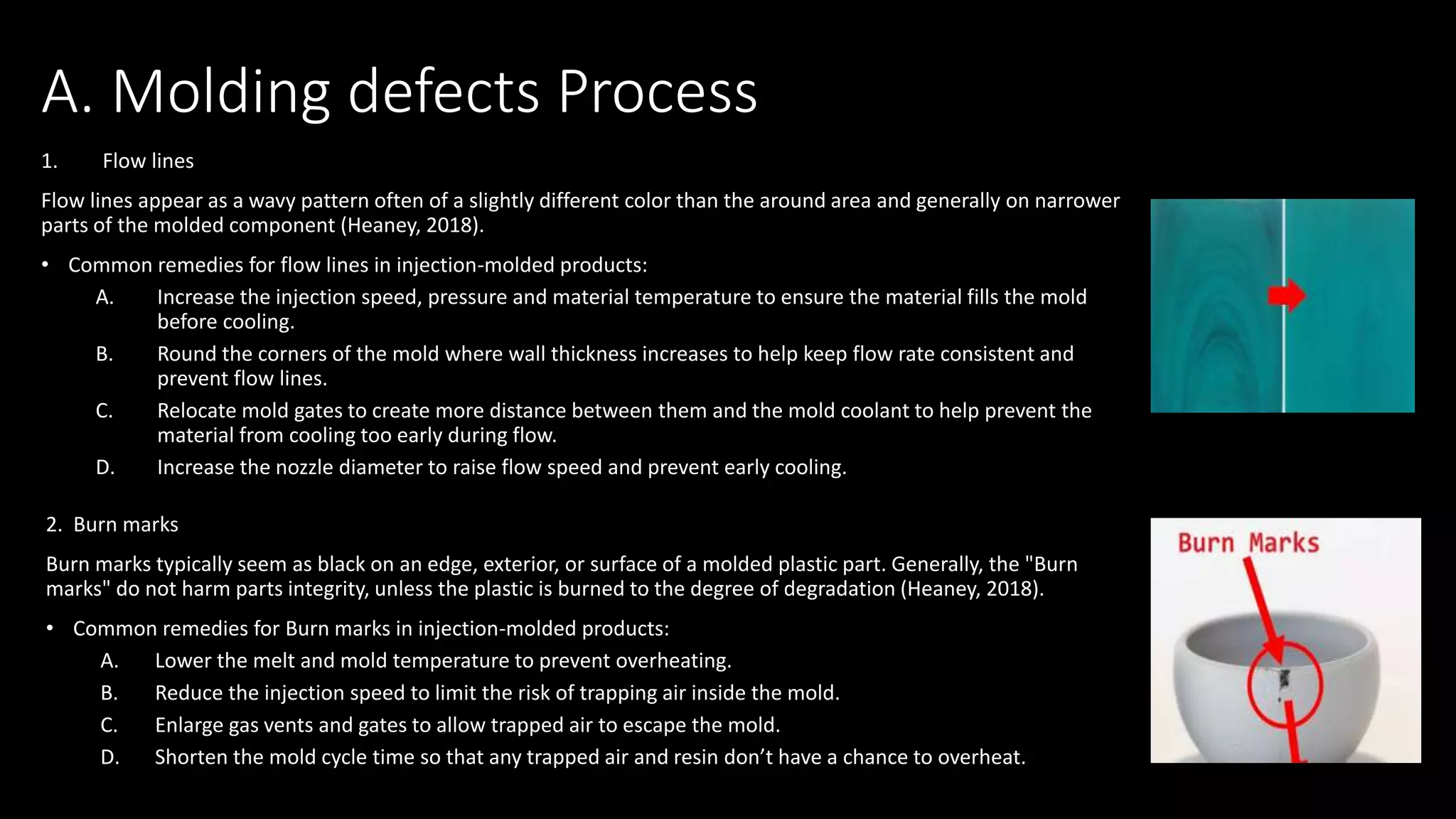
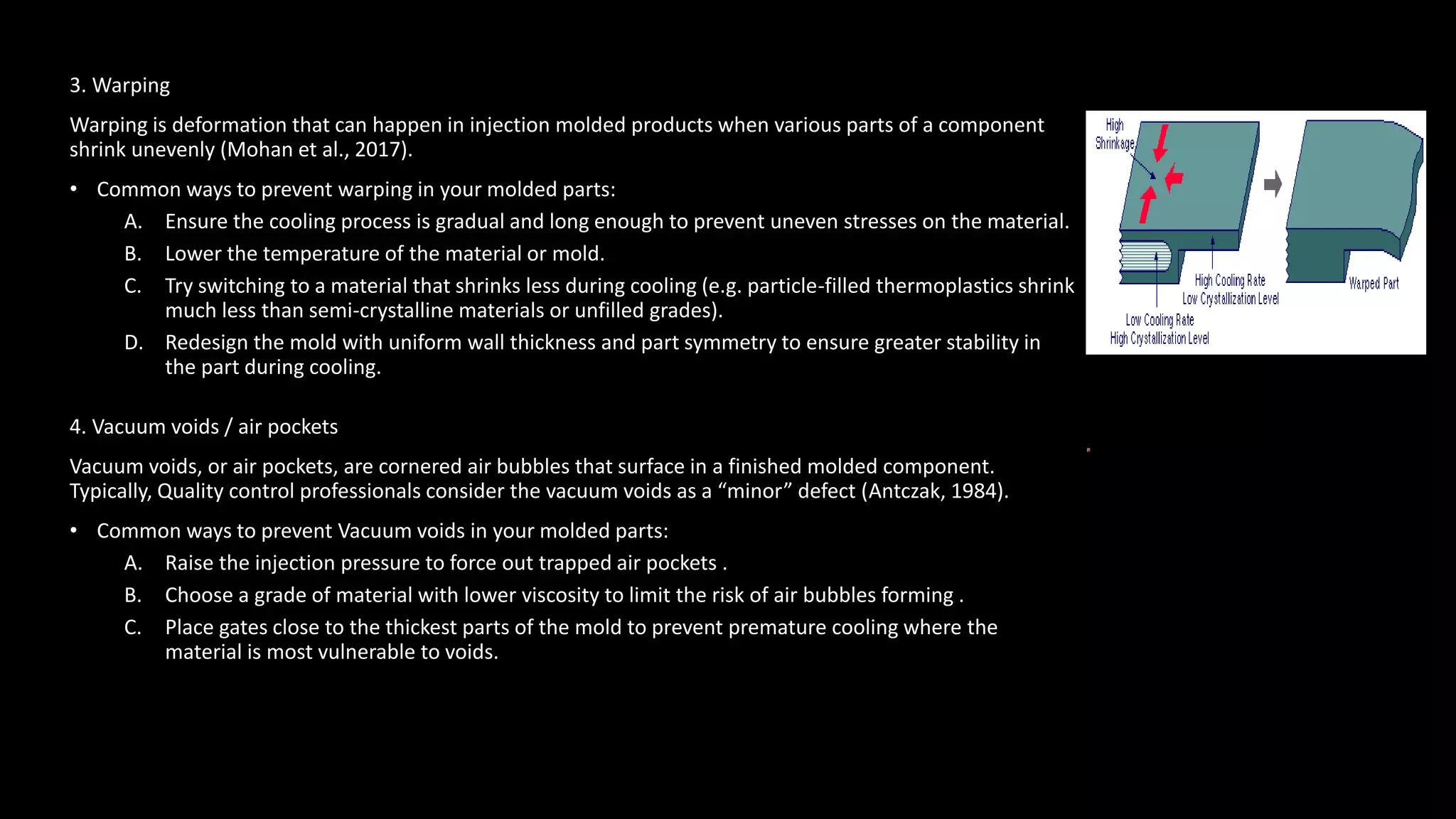
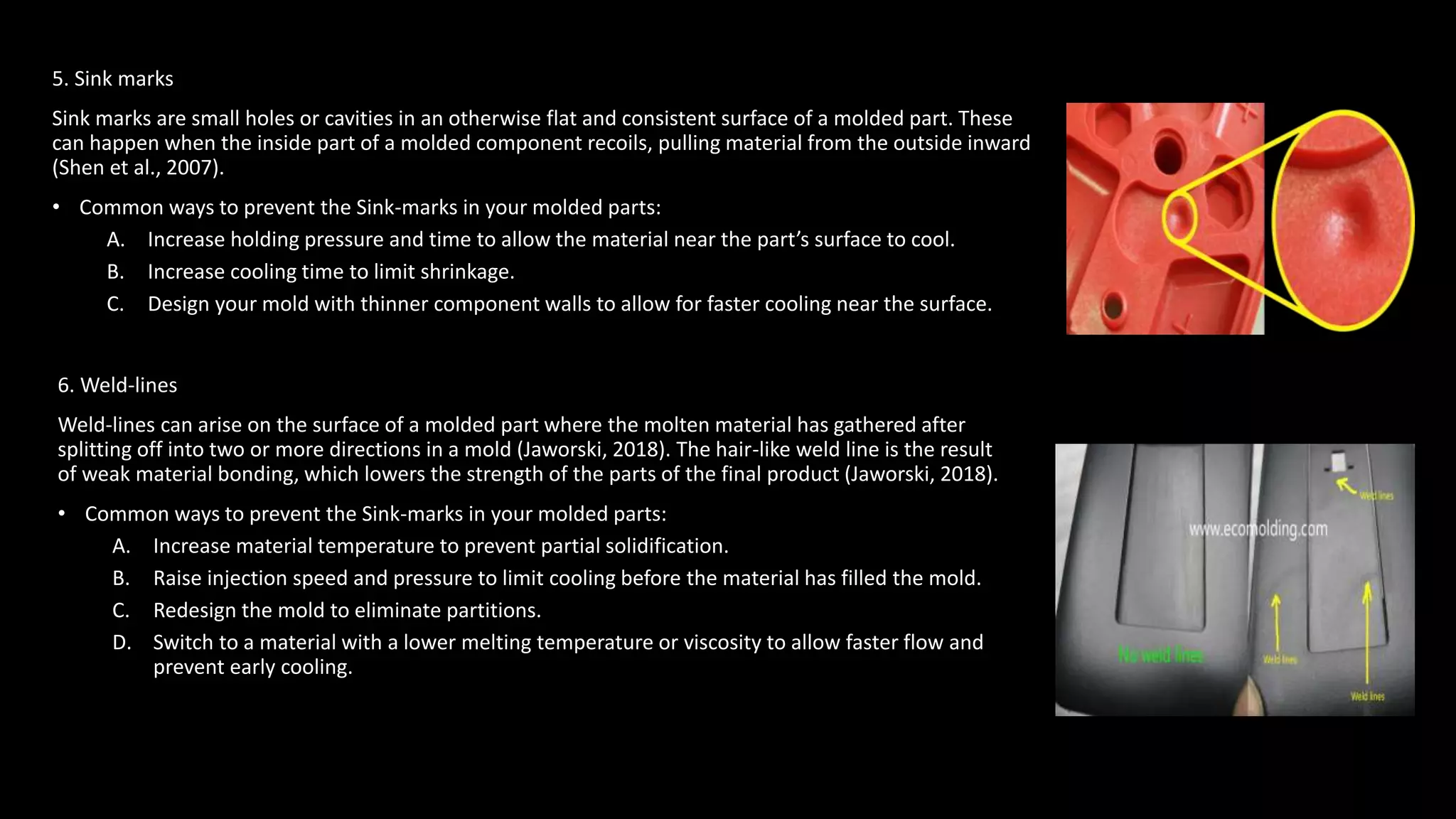
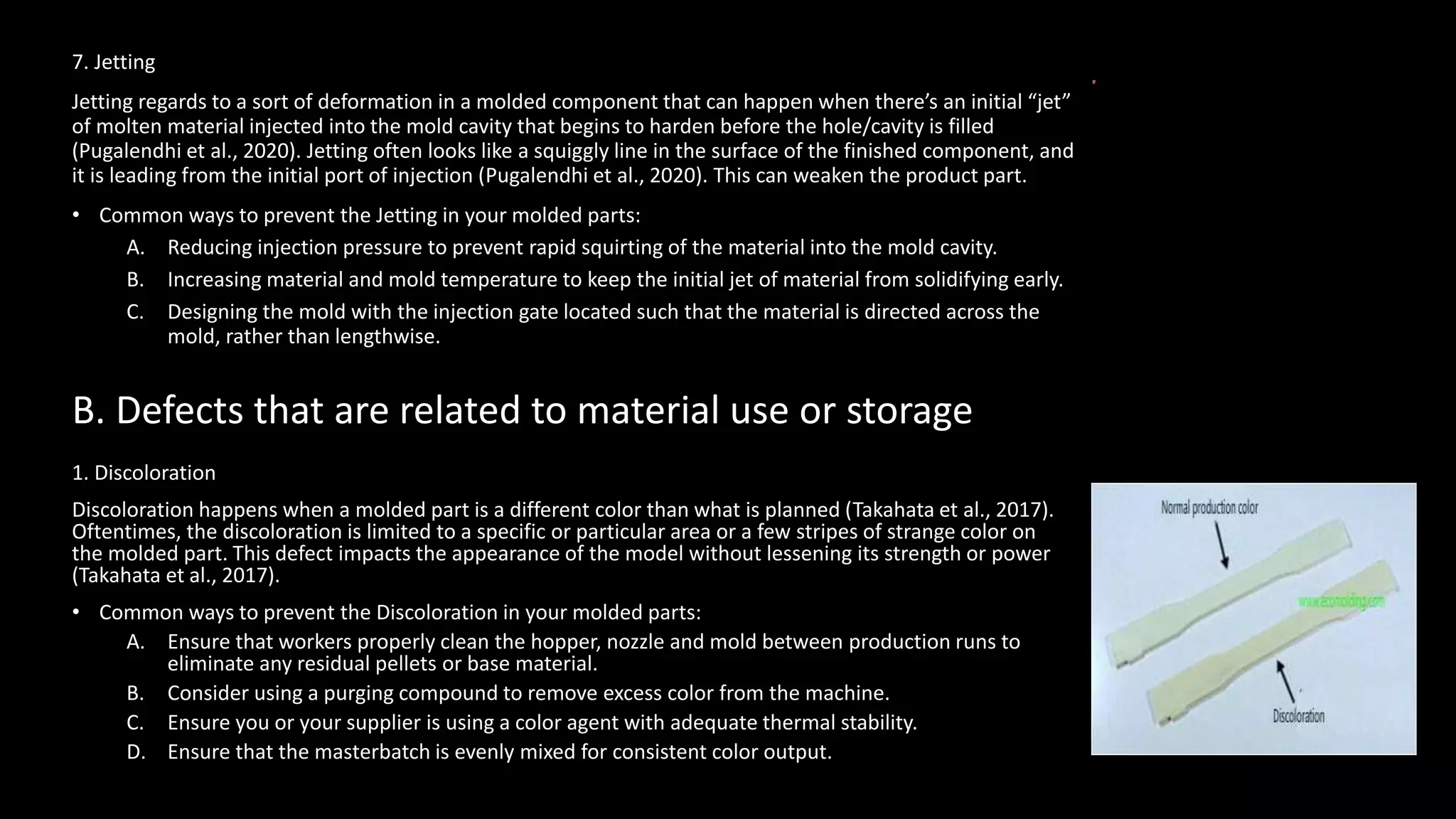
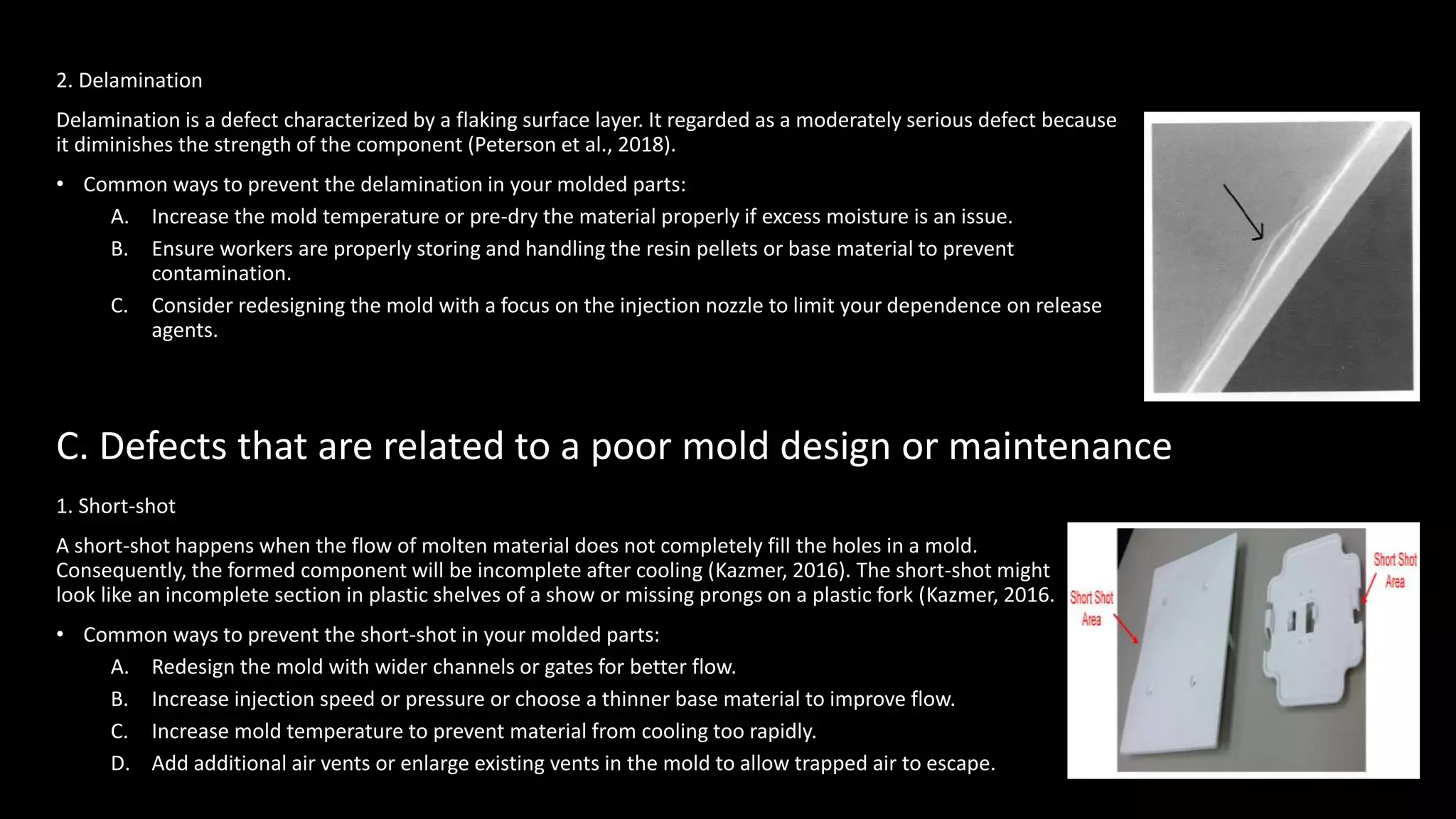
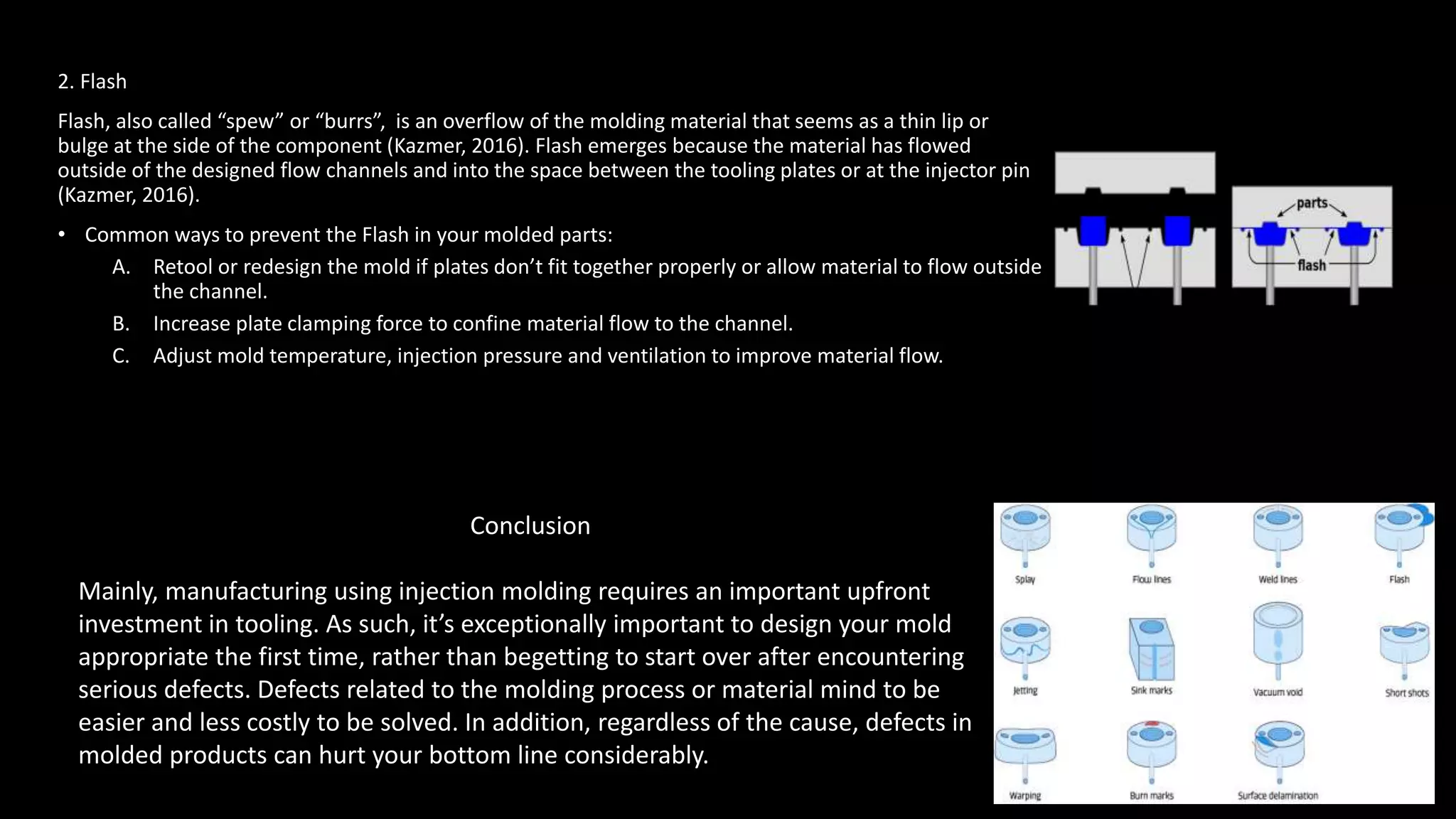

This document discusses common defects that can occur during plastic molding processes and their potential causes and remedies. It describes seven types of molding defects related to the molding process: flow lines, burn marks, warping, vacuum voids, sink marks, weld lines, and jetting. Remedies include adjustments to injection speed and pressure, material and mold temperatures, gate locations, and mold design. The document also covers three defects related to material use or storage: discoloration, delamination, and two defects from poor mold design or maintenance: short shots and flash. The conclusion emphasizes the importance of designing molds properly to avoid defects.

















![Basic of tool room and types of moulds [bharat jiyani]](https://cdn.slidesharecdn.com/ss_thumbnails/basicoftoolroomandtypesofmouldsbharatjiyani-170317122658-thumbnail.jpg?width=640&height=640&fit=bounds)

















































